關于圓柱螺紋中徑測量及其測量誤差分析
2020-06-05 10:09:00黃廣君
經濟技術協作信息 2020年15期
關鍵詞:測量
◎黃廣君
在企業生產中,螺紋作為通用零件是加工中不可或缺的,通常在大批量生產中,用螺紋量規進行檢驗,而小批量單件加工中普遍使用萬能量具對圓柱螺紋參數進行單一檢測。螺紋中徑的測量,屬于螺紋最基本要素的檢驗項目,目前測量方法有三種,主要有量針法、軸切法和萬能工具測量;在應用中使用量針法和萬能工具測量法(螺紋千分尺)。本文主要以在加工現場如何正確使用螺紋千分尺并提高圓柱螺紋測量精度、減小測量誤差方面進行分析探討。
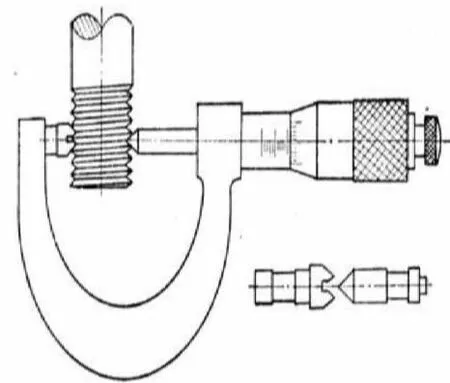
一、螺紋千分尺的使用
千分尺作為精密測量工具廣泛用加工領域,正確使用和讀取千分尺才能接近測量真值。
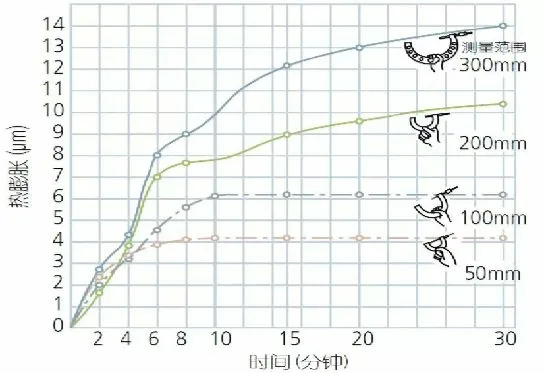
1.測量前,為了避免溫度帶來的影響,千分尺和被測工件要有恒溫時間,測量時尤其注意手溫對千分尺的影響。
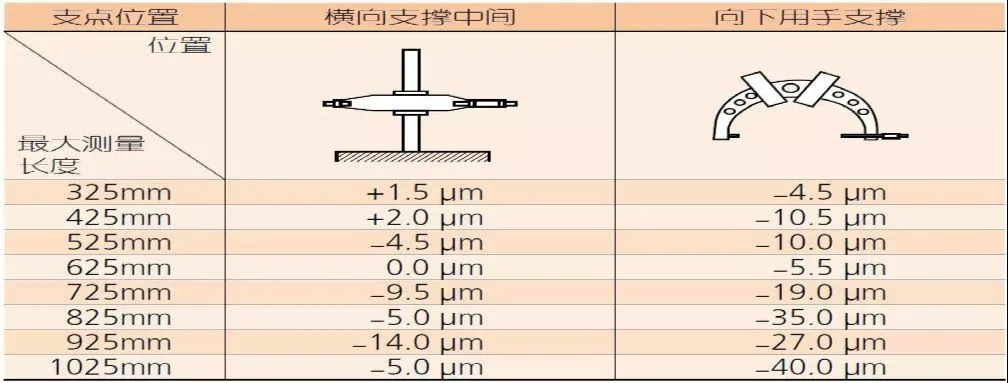
2.零位校準與測量時不同狀態下尺身形變的影響。

?
?
通過上述圖標可以看出,在千分尺使用過程中必須注意零位校準與測量時必須保持相同的狀態,才能保證測量的準確度。
3.正確使用測力裝置。
在螺紋千分尺使用過程中,當測頭測量面與螺紋外輪廓接近時,需緩慢進給測微螺桿,當接觸后,通過轉動測力裝置漸近量面,聽見兩三聲“咔咔”時,感覺測力裝置打滑空轉,表明已接觸上,即可讀數。此細節必須引起使用者的注意,不合理的使用測力裝置可使測量誤差達到0.02mm。
4. 在讀取量具讀數時需要正確的姿勢:必須直視基準線。

二、現場圓柱螺紋中徑測量方法主要有量針法和螺紋千分尺進行測量,分別對兩種測量方法的精度進行分析
1. 使用螺紋千分尺進行螺紋測量時主要誤差有:
(1)螺紋牙型半角、螺距的影響。當被測螺紋牙型半角出現誤差后,會導致錐形、V型測頭無法與螺紋面完全接觸,導致測量中徑值略大,具體偏差可以通過計算導出。
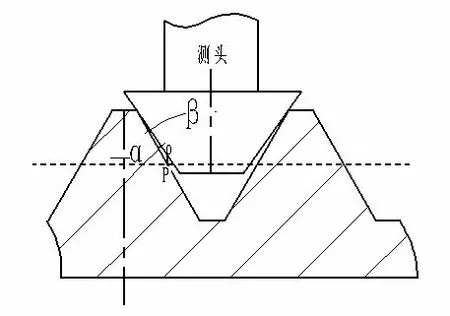
如圖所示:
(2)螺紋千分尺的誤差。根據螺紋千分尺檢定規程中可查出,千分尺測微頭和校對桿的允許誤差都都在±0.004mm 左右,300mm 螺紋千分尺尺身所帶來的最大綜合誤差達到±0.028mm。在使用螺紋千分尺對圓柱螺紋測量時,加上V 型、錐形側測頭角度與工件的牙側角不同的影響,故在用絕對法測量時,其中徑的測量不確定度可達到0.10mm。
2.使用螺量針法螺紋測量,量針法主要有三針、雙針和單針法,我們主要介紹下三針法:
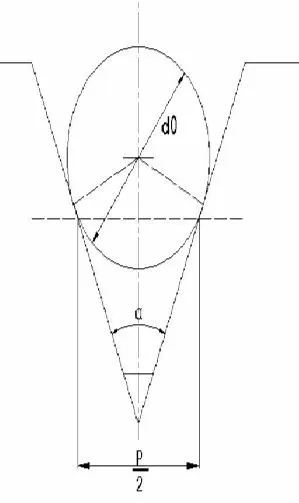
用量針測量螺紋中徑,測量時在螺紋凹槽內放置三根直徑相同的量針,如圖,然后用千分尺等測量工具來測量M 值的大小,通過計算來驗證螺紋中徑的大小。


(1)三針直徑的影響。三針必須選用最佳直徑,使測量時三針與中徑線接觸,這樣能令牙側角誤差對中徑測量結果誤差的影響最小。如圖:d0=P/(2cos(α/2))
0 級測量針直徑最大誤差為±0.00025mm,帶入公式(1)所引入的最大誤差約為0.001mm
(2)千分尺誤差的影響。根據千分尺檢定規程中可查出,300mm 范圍千分尺尺身所引入的測量誤差在0.020mm 左右。
由上述可知,量針法在現場應用中所帶來的綜合誤差在0.021mm 左右。
三、結語
通過分析和計算表明螺紋千分尺在測量螺紋單一中徑的誤差一般介于0.10mm 左右,用螺紋千分尺只能測量精度要求較低的螺紋零件。螺紋千分尺在使用過程的測量誤差往往比參考文獻給出的測量誤差數值大,這一點必須引起使用者的注意,螺紋千分尺更主要應用于螺紋加工過程中確定螺紋中徑的加工余量。
三針法,在測量螺紋單一中徑方法中屬于最簡易精確測量,需要測量者熟練操作使用三針,才能發揮出三針法的優勢。
在在實際應用中,應根據螺紋不同的加工精度及測量要求,選擇合適的中徑測量方法,方可有效保證螺紋的加工和測量精度。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00