6061 鋁合金攪拌摩擦焊工藝窗口的研究
2020-06-08 12:05:00譚飛黃慧玲牛文濤張昊陳玉華黃永德
精密成形工程 2020年3期
關鍵詞:工藝
譚飛,黃慧玲,牛文濤,張昊,陳玉華,黃永德
(1.中國航發南方工業有限公司,湖南 株洲 412000;2.南昌航空大學 江西省航空構件成形與連接重點實驗室,南昌 330000;3.上海汽車集團股份有限公司乘用車福建分公司,福建 寧德 352000)
鋁合金由于其熔點低、熱導率高、線膨脹系數大等特點,在熔焊時易形成氣孔、裂紋等缺陷,降低接頭性能,從而限制了鋁合金焊接在工程生產中的應用[1—2],而攪拌摩擦焊由于其具有方便連接同種和異種材料等優點,逐漸成為解決鋁合金焊接困難問題的主要手段[3—4]。在鋁合金攪拌摩擦焊中,材料處于塑性流動狀態,而攪拌頭對材料的機械攪拌也解決了鋁合金與氧親和力大,易生成氧化膜等問題。選擇適當的工藝參數,對提高生產效率和接頭強度起著重要作用。楊明鄂[5]用試驗分析了工藝參數的選擇對所得接頭拉伸強度的影響,認為焊接速度與攪拌頭轉速會影響接頭質量;張津[6]等通過分析軸肩直徑對顯微硬度的影響規律發現,軸肩尺寸的變化對接頭性能也有較大影響。在焊接過程中,由于軸肩與工件摩擦產熱,攪拌頭下方材料的塑性流動、相互作用力等都會隨著溫度的變化而變化,單一固定參數值無法準確確定對接頭性能的影響,因而選擇合適的軸肩尺寸,綜合工藝參數的交互作用,建立適當的工藝窗口,確定合適的工藝參數范圍,是提高焊接接頭性能的關鍵所在,對推動鋁合金攪拌摩擦焊的發展起重要作用。
1 試驗
采用的試驗材料為 250 mm×80 mm×5 mm 的6061-T6 鋁合金板材,其化學成分如表1 所示[7]。

表1 6061-T6 鋁合金板材化學成分Fig.1 Chemical composition of 6061-T6 aluminium alloy plate
試驗使用了3 種不同直徑(9,12,15 mm)的攪拌頭,攪拌頭材料為定向凝固GH4169 軸肩,屬于直線內凹型,且軸肩表面開有螺線型花紋,攪拌頭具體參數如圖1 所示。軸肩的螺線形開槽設計增加了軸肩對塑性金屬的包攏效果與對材料驅動能力[7]。
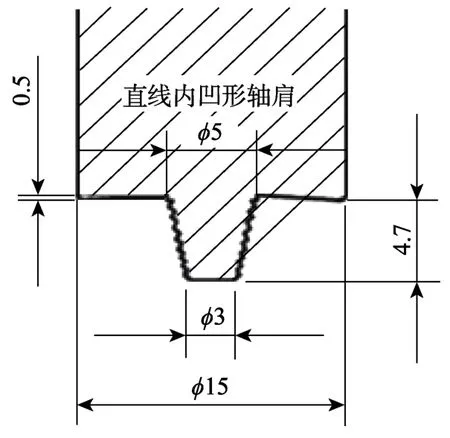
圖1 試驗所用攪拌頭尺寸Fig.1 Size of the mixing head used in the test
試驗所用焊接設備,是由X53K 立式銑床改裝而成的攪拌摩擦焊機,焊接時,攪拌頭傾角為0°,軸肩壓入工件深度為0.2 mm,預熱時間為10 s[7],由于攪拌頭的旋轉速度以及焊接過程中攪拌頭的行進速度會影響焊接過程中的產熱,進而影響材料的塑性流動以及接頭拉伸強度,為了確定合適的工藝范圍,設定了不同的轉速及焊接速度進行焊接試驗。采用3 種轉速(750,1180,1500 r/min)及3 種焊接速度(95,190,300 mm/min)組合進行焊接。焊后在焊縫中部區域截取拉伸試樣,試樣尺寸如圖2 所示。
接頭組織觀察采用奧林巴斯金相顯微鏡,采用UTM 電子萬能拉伸機測試接頭拉伸性能,加載速度為2 mm/min,使用410MVD 數顯顯微維氏硬度計對接頭顯微硬度分布進行測試,加載載荷為100 N,保持時間為10 s。
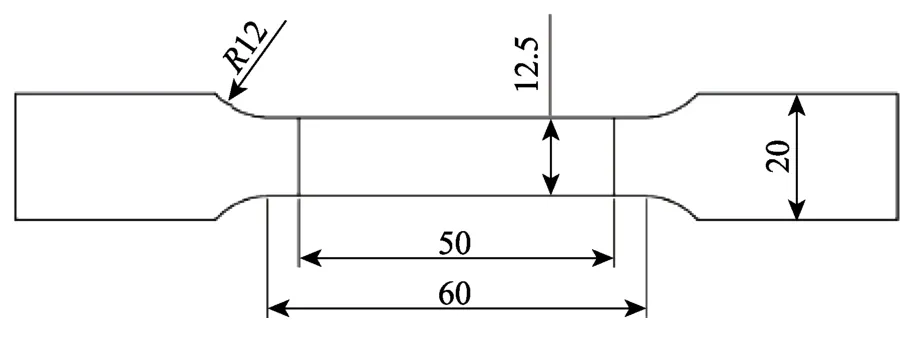
圖2 拉伸試樣尺寸Fig.2 Size of tensile sample
2 結果與分析
2.1 橫截面形貌
不同軸肩直徑及焊接參數下,6061-T6 鋁合金無傾角攪拌摩擦焊接頭橫截面形貌如圖3—5 所示。可以看出,在試驗所定的參數范圍內,當軸肩尺寸較大時,接頭組織致密,沒有出現明顯的焊接缺陷,當軸肩尺寸為9 mm,在較低的攪拌頭轉速與較高的焊接速度下,焊縫的底部出現了隧道缺陷,如圖5c 所示。當軸肩尺寸為9 mm 時,材料的流動趨勢與熱影響區面積均變小,母材向焊縫過渡的界線也變得明顯。分析認為,當軸肩尺寸小,攪拌頭轉速低,焊接速度大時,焊接熱輸入低,金屬塑性程度低,材料受熱循環作用不足,且攪拌頭轉速低,對焊縫金屬的機械攪拌作用也隨之降低,故材料的流動趨勢與熱影響區面積均變小,此時金屬流動性能差,不足以充分填充在攪拌頭后側形成的空腔,因此形成了隧道、孔洞等缺陷[8]。
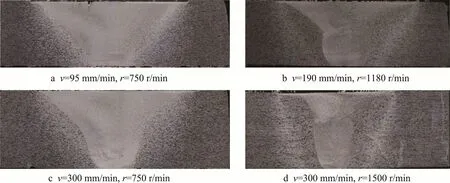
圖3 軸肩直徑為15 mm 的焊接接頭橫截面形貌Fig.3 Cross-section morphology of welded joint with shaft shoulder diameter of 15 mm

圖4 軸肩直徑為12 mm 的焊接接頭橫截面形貌Fig.4 Cross-section morphology of welded joint with shaft shoulder diameter of 12 mm
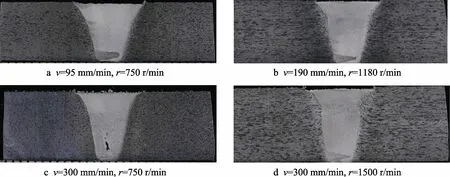
圖5 軸肩直徑為9 mm 的焊接接頭橫截面形貌Fig.5 Cross-section morphology of welded joint with shaft shoulder diameter of 9 mm
2.2 拉伸強度
圖6 為3 種軸肩尺寸攪拌頭在不同行進速度下,所得焊接接頭的拉伸強度變化,可以看出,當攪拌頭行進速度不斷增大時,3 種軸肩尺寸所得接頭的拉伸強度也隨之增大,而在其余工藝參數都相同時,軸肩尺寸越小,接頭拉伸強度越高,其最高值為227.44 MPa,為9 mm 軸肩所得接頭,占母材強度的75.22%;相同的焊接條件下,直徑為12 mm 與15 mm的軸肩所對應的接頭拉伸強度相對較小,12 mm 的軸肩接頭拉伸強度值為218.34 MPa,12 mm 的軸肩接頭拉伸強度為212.26 MPa,分別占母材強度的72.21%和70.19%[7],分析認為,采用9 mm 軸肩焊接時,軸肩與工件材料有效摩擦面積小,產生的焊接熱輸入隨之減少,塑性金屬材料軟化程度不足,材料抗力提高,接頭強度隨之提高[9]。
2.3 顯微組織
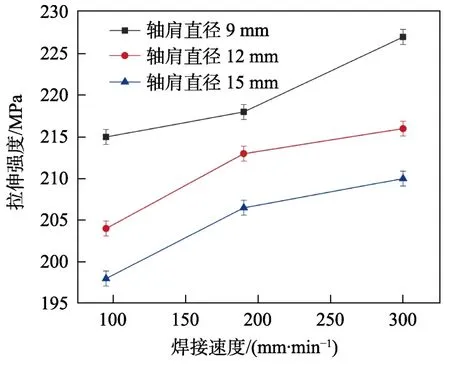
圖6 不同軸肩尺寸所得接頭拉伸強度Fig.6 Tensile strength of joints with different shaft shoulder sizes
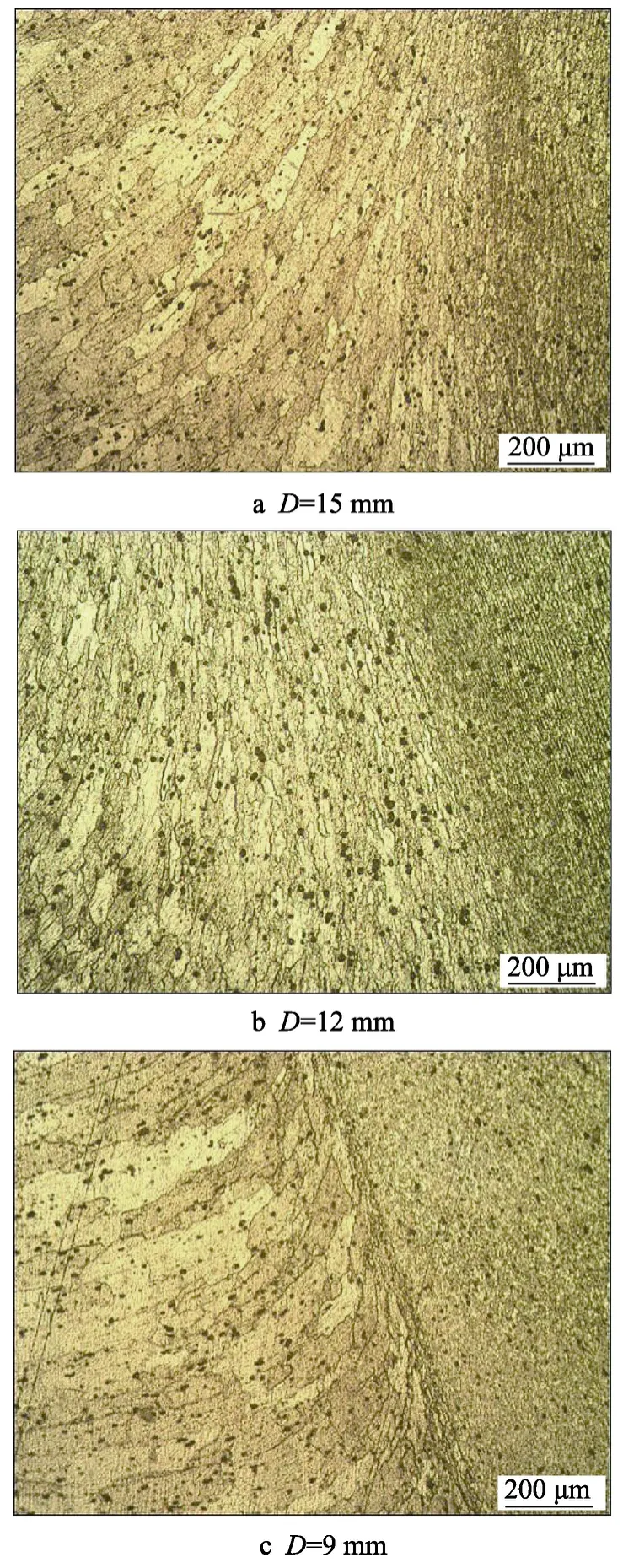
圖7 焊縫前進側微觀組織Fig.7 Microstructure of the welding side
圖7 為一定焊接參數下,不同軸肩尺寸焊接所得接頭微觀組織。從圖7 可以看出,當軸肩尺寸為15 mm和12 mm 時,材料的流動趨勢明顯,晶粒呈細長狀,熱影響區面積相對較大;當軸肩尺寸為9 mm 時,材料的流動趨勢減弱,晶粒無明顯變形,熱影響區的面積也相對減小。分析認為,當軸肩尺寸減小時,軸肩與工件的有效摩擦面積減小,焊接熱輸入低,攪拌頭周圍塑性金屬流動不充分,材料軟化程度低,變形抗力提高,所以晶粒沒有出現明顯的變形,而所受焊接熱循環作用也相對減小[7]。
攪拌頭轉速與焊接速度一定,焊核區顯微組織形貌見圖8,經過測量及由圖8 可知,隨著軸肩尺寸的減小,晶粒出現明顯的細化,當軸肩尺寸為15 mm時,焊核區晶粒尺寸為22.21 μm,軸肩直徑為12 mm時焊核區晶粒尺寸為15.14 μm,軸肩直徑為9 mm 時焊核區晶粒尺寸最小為9.77 μm[7]。
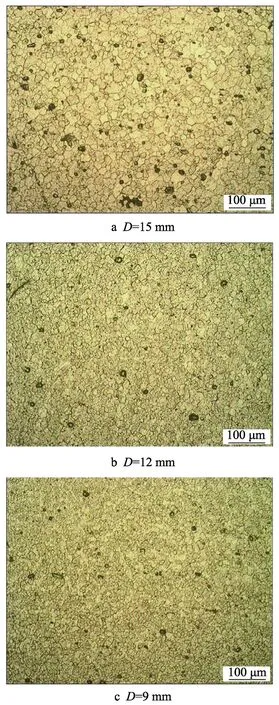
圖8 焊核區顯微組織Fig.8 Microstructure of the weld nugget
分析認為,攪拌頭的不停旋轉攪拌使焊核區的金屬材料發生了晶粒破碎,隨后在焊接熱循環的作用下發生動態再結晶。當軸肩尺寸為15 mm 時,軸肩與工件有效摩擦面積大,產熱多,過量的焊接熱輸入使晶粒發生長大現象[12—13],所以15 mm 對應晶粒尺寸要大于12 mm 對應的晶粒尺寸。當軸肩尺寸為9 mm時,焊接熱輸入最低,晶粒被打碎后沒有足夠的熱輸入發生晶粒長大,所以此時晶粒尺寸最小。
2.4 工藝窗口的建立
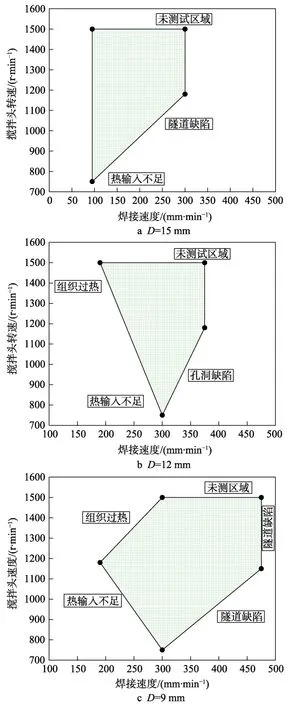
圖9 本次試驗工藝窗口Fig.9 Process window of this experiment
圖9 為不同軸肩尺寸下,6061-T6 鋁合金攪拌摩擦焊工藝窗口,其建立標準為接頭拉伸強度占母材拉伸強度的70%以上[7]。從圖9 可以看出,軸肩尺寸為9 mm 焊接所得工藝窗口面積最大,且形狀與其他兩種尺寸軸肩不同,為了更加準確地分析軸肩尺寸對攪拌摩擦焊工藝參數選擇的影響,可在現有的工藝參數范圍基礎上,對完整的6061 鋁合金攪拌摩擦焊工藝窗口進行推測。
圖10 為兩種不同型號鋁合金的攪拌摩擦焊工藝窗口[14—15],綜合圖10a 和b 以及本次試驗所得工藝窗口可以預測,完整的6061 鋁合金攪拌摩擦焊工藝窗口形狀應為多邊形,與9 mm 軸肩所對應的工藝窗口形狀更為接近。圖11 為推測的3 種軸肩尺寸所對應的完整工藝窗口的范圍[7]。由圖11 可知,當軸肩尺寸為9 mm 時,工藝窗口面積最大,且有向低焊接速度以及高攪拌頭轉速擴展的趨勢,可選擇的焊接參數范圍最大,而12 mm 的軸肩工藝窗口面積最小,可選擇的工藝參數范圍也就最小。
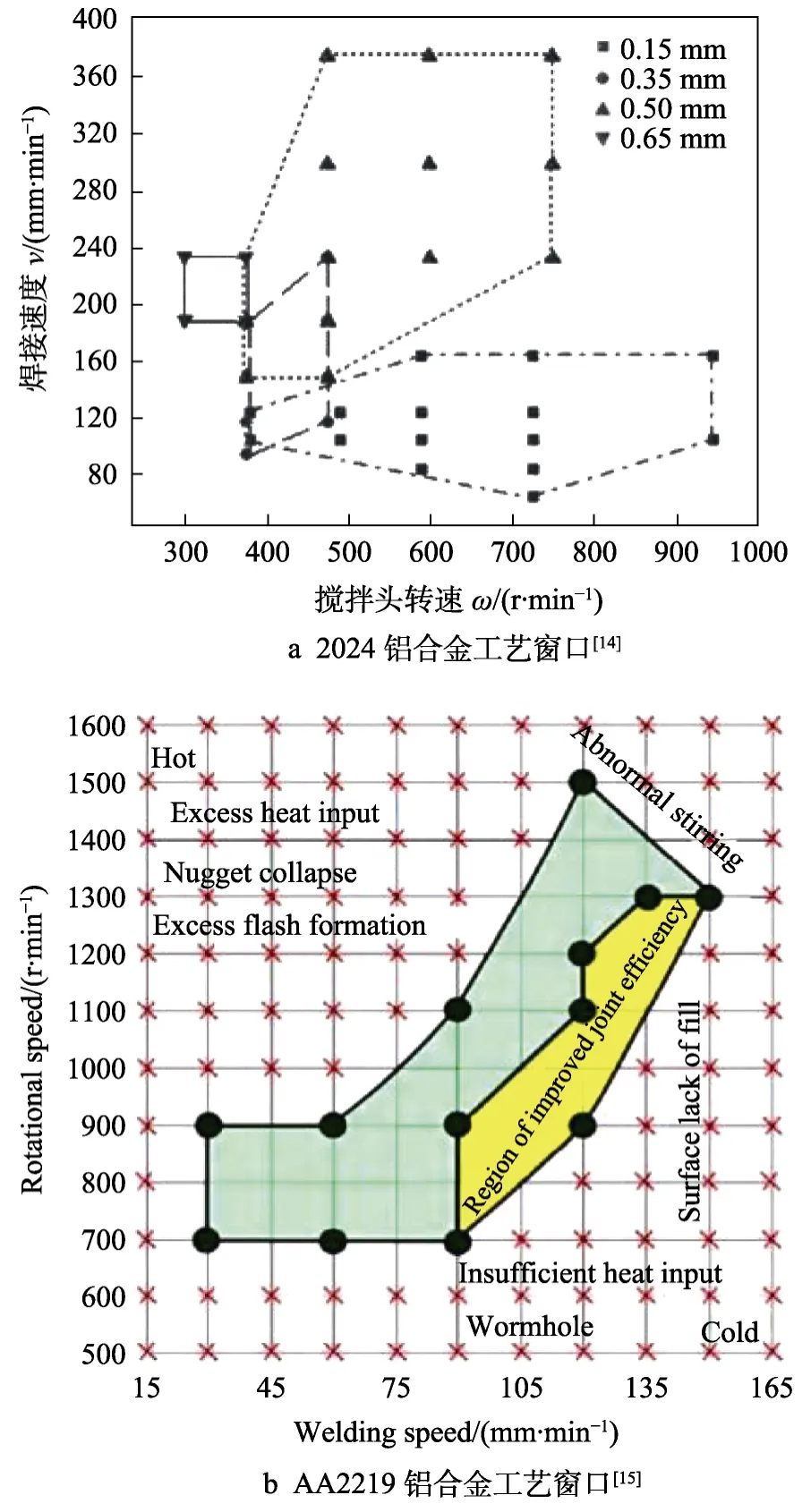
圖10 FSW 工藝窗口Fig.10 Process window of FSW
分析認為,當軸肩直徑增大時,軸肩與工件有效摩擦面積增大,焊接熱輸入增多,過量的焊接熱輸入會使接頭軟化,降低接頭的力學性能,所以12 mm與15 mm 的軸肩均無法選擇較低的焊接速度與較高的攪拌頭轉速,其工藝窗口形狀也無法向此方向延展。當焊接速度增大時,軸肩尺寸越小,對于攪拌頭內塑性金屬的包攏效果就越差,從而造成焊接缺陷,所以,3 種軸肩尺寸中,12 mm 軸肩工藝窗口面積最小,可選擇工藝參數范圍也最小。采用9 mm 軸肩進行焊接時,由于軸肩尺寸小,軸肩與工件的有效摩擦面積小,焊接熱輸入低,所以9 mm 的軸肩相對其他兩種軸肩,選擇更低的焊接速度與更高的攪拌頭速度,仍可以保持合理的焊接熱輸入,從而保證并提高接頭的力學性能,所以9 mm 軸肩所對應工藝窗口面積最大,可選工藝參數范圍最大[16—17]。
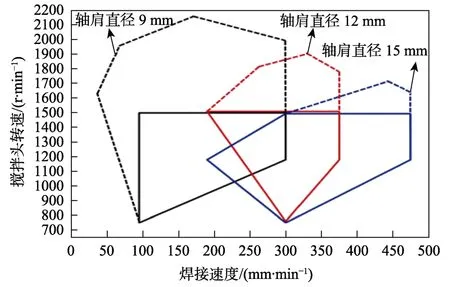
圖11 不同軸肩尺寸的完整工藝窗口預測[7]Fig.11 Prediction of complete process window for different shaft shoulder sizes
3 結論
1)當軸肩尺寸減小,在較高的攪拌頭行進速度以及較低的攪拌頭旋轉速度下,焊接熱輸入不足,焊縫底部容易出現缺陷。
2)隨著軸肩尺寸的減小,接頭拉伸強度升高。當r=1500 r/min,v=300 mm/min,軸肩尺寸為9 mm時,所得接頭拉伸強度最高,最高值為227.44 MPa。
3)采用9 mm 尺寸的軸肩進行焊接時,熱輸入減小,材料塑化程度不夠,變形抗力提升,焊核區晶粒組織明顯細化。焊核區晶粒尺寸為9.77 μm。
4)3 種軸肩尺寸對應的工藝窗口面積都比較大,當軸肩尺寸為9 mm 時,工藝窗口面積最大,且有向低焊接速度與高攪拌頭速度擴展的趨勢。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
