沉孔底面超精密加工工藝研究
2020-06-09 08:46:54吳文斌張貴虎向健利
機械制造 2020年5期
關鍵詞:工藝
□ 吳文斌 □ 李 強 □ 張貴虎 □ 向健利
重慶紅江機械有限責任公司 重慶 402162
1 研究背景
隨著我國經濟的發展,人們對環保的要求越來越高,國家對污染物排放的標準要求也逐步提高。為了滿足排放標準,高壓共軌噴射系統應運而生,傳統的機械式噴射系統正在逐漸被新型高壓共軌噴射系統所替代[1]。
高壓共軌噴射系統的柱塞偶件柱塞套結構中,沉孔底面用作密封面。這一柱塞套沉孔底面在140 MPa~200 MPa的超高壓力情況下不允許出現任何滲漏現象[2],因此沉孔底面的平面度具有較高的精度要求,必須達到0.9 μm。傳統柱塞套的密封面為外露端面,加工時在平面磨床上精磨后,直接在平面研磨機上研磨,再用平板進行超精拋光即可。高壓共軌噴射系統柱塞套的密封面為沉孔底面,對于這樣的高壓沉孔底面,傳統的研磨加工工藝手段已經無法保證加工質量,因此只有在精密磨削方面探索新的方法。
筆者通過對柱塞套沉孔底面超精密加工工藝方法進行研究,取得了部分經驗和成果。
2 沉孔底面技術要求
高壓共軌噴射系統柱塞套沉孔底面精度要求如圖1所示。這種高精度沉孔底面已不能使用常規的平面磨、平面研磨,以及拋光的加工工藝,加工難度很大。
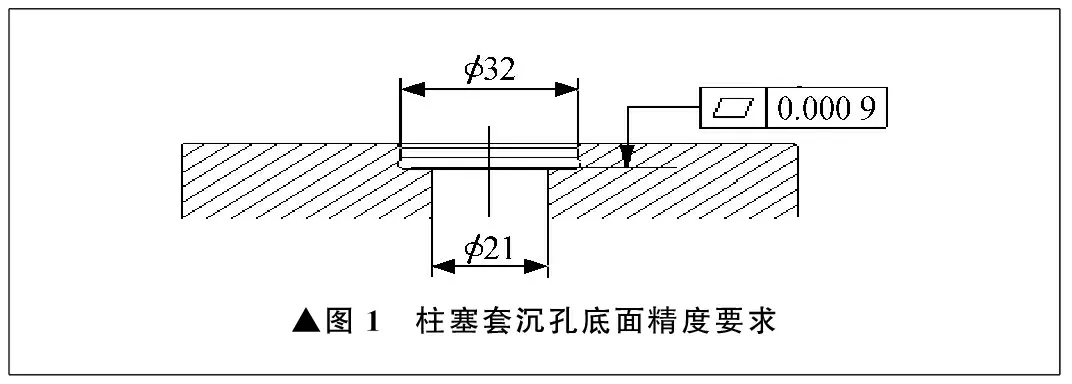
▲圖1 柱塞套沉孔底面精度要求
3 磨削加工可行性
由磨削和研磨的基本知識可知,磨削和研磨都能達到較高的精度,如激光陀螺平面反射鏡的平面度誤差要求小于0.05 μm,這一零件可以通過磨削達到精度要求[3]。可見,磨削加工具有達到柱塞套沉孔底面平面度精度要求的可行性。
對柱塞套沉孔底面設計了三種加工工藝方案,以確定最佳加工工藝方案,確保柱塞套沉孔底面的加工精度要求。
第一種加工工藝方案,在數控精密內圓磨床上直接使用砂輪前端面對沉孔底面進行磨削,然后使用專用的研磨工具,采用行星法進行研磨。
第二種加工工藝方案,在數控精密內圓磨床上使砂輪軸偏角度,使用砂輪前端面邊緣,采用周邊振蕩磨削法進行加工。
第三種加工工藝方案,在數控精密內圓磨床上先用一個砂輪前端面對沉孔底面進行磨削,然后使用另一個砂輪,采用斜置內圓磨頭和周邊振蕩磨削法進行加工,以提高沉孔底面的平面度精度。
從磨削和研磨的加工原理進行分析,由于沉孔底面研磨的空間受限,要達到沉孔底面平面度精度要求的可能性較低,因此應以磨削攻關為主。平面磨削主要有兩種方式:端面磨削和周邊磨削[4],需要結合兩種方式進行研究,兼顧對研磨方案進行試驗,以得到最佳的加工工藝方案。
4 加工難點
傳統結構普通柱塞套密封面精度要求如圖2所示,一般采用三道工序進行加工,主要工藝流程為平面磨床磨削、平面研磨機研磨、拋光板拋光,工藝流程長,加工難度大,需要通過多工序的加工工藝來保證加工精度。并且在研磨過程中,經常會出現因研磨不當造成塌邊現象進而返工的情況[5-6]。
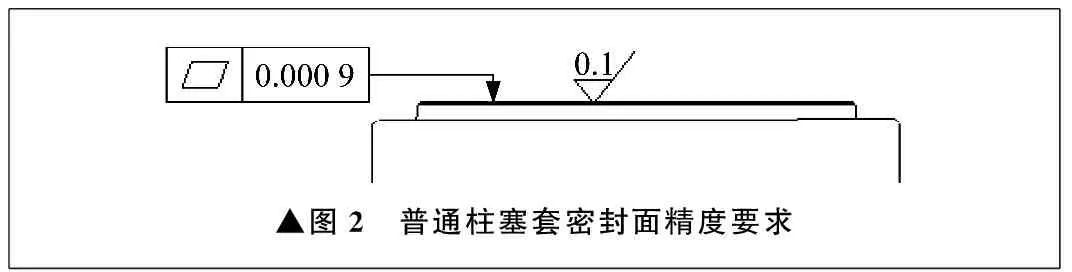
▲圖2 普通柱塞套密封面精度要求
針對新型高壓共軌噴射系統中柱塞套的沉孔底面,傳統加工工藝方案已不適用,而且還存在三個加工難點:
(1) 沉孔底面平面度精度要求高,0.9 μm是目前公司設計圖紙中的最高平面度要求,原來只有凸出密封平面才有此精度要求,沉孔底面作為密封面提出如此高的要求還是首次。因為沉孔底面超精密磨削原本已十分困難,所以如此高的平面度加工精度更是一個加工難題。
(2) 沉孔磨削深為7 mm,且沉孔根部的退刀槽尺寸較小,在磨削時容易和砂輪產生干涉,限制砂輪參數的調整。同時沉孔的空間小,自定位研磨加工十分困難,無法發揮研磨的優勢,而且在小空間中研磨反而會破壞平面自身的精度。
(3) 沉孔底面處于應力集中區域,空間小,散熱不良,在磨削時極容易產生裂紋[7-8]。由于精度要求很高,磨削進給量、走刀量參數勢必減小,導致沉孔底面加工效率降低。
為了解決上述加工難點,保證柱塞套沉孔底面加工精度要求,研究了新的加工工藝方案。
5 加工工藝方案
第一種加工工藝方案先采用端面磨削法加工去除大部分余量,然后進行研磨,提高加工表面的平面度。根據以往加工經驗設計砂輪、砂輪桿和研磨器。
在數控精密內圈磨床上對沉孔底面進行磨削,然后將磨削后的柱塞套夾持在橫研機上進行研磨試驗。采用研磨器加5號剛玉類研磨膏對沉孔底面作徑向擺動研磨后,再采用拋光紙加氧化鉻對沉孔底面進行拋光。在研磨前后采用白光干涉儀分別對兩件柱塞套沉孔底面的平面度進行檢測,結果見表1。
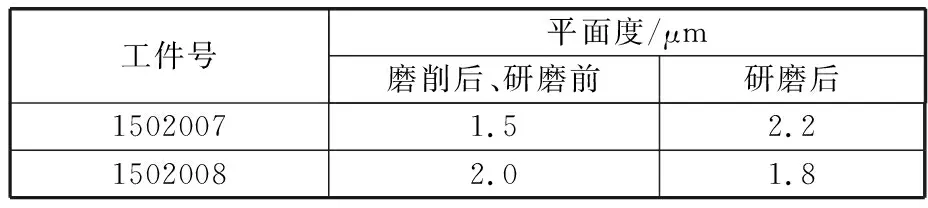
表1 柱塞套沉孔底面研磨前后平面度檢測結果
在調整加工參數和研磨方法后,又加工了幾件柱塞套沉孔底面,檢測得到的結果與表1比較接近,磨削后沉孔底面平面度為2.0 μm左右時,研磨后的平面度無明顯提高。主要原因在于沉孔底面在磨削加工時受砂輪精度的影響,研磨空間有限,兩邊研磨膏堆積不均勻,導致研磨無法達到較高的精度。可見第一種加工工藝方案未達到柱塞套沉孔底面的加工精度要求。
第二種加工工藝方案采用周邊振蕩磨削法加工。根據加工原理,周邊振蕩磨削法相比端面磨削法,磨削精度高,但效率低[9]。為了保證柱塞套沉孔底面的加工精度,暫時先不考慮加工效率,直接采用周邊振蕩磨削法加工。若要達到較高的加工精度,則需要對加工參數進行優化。
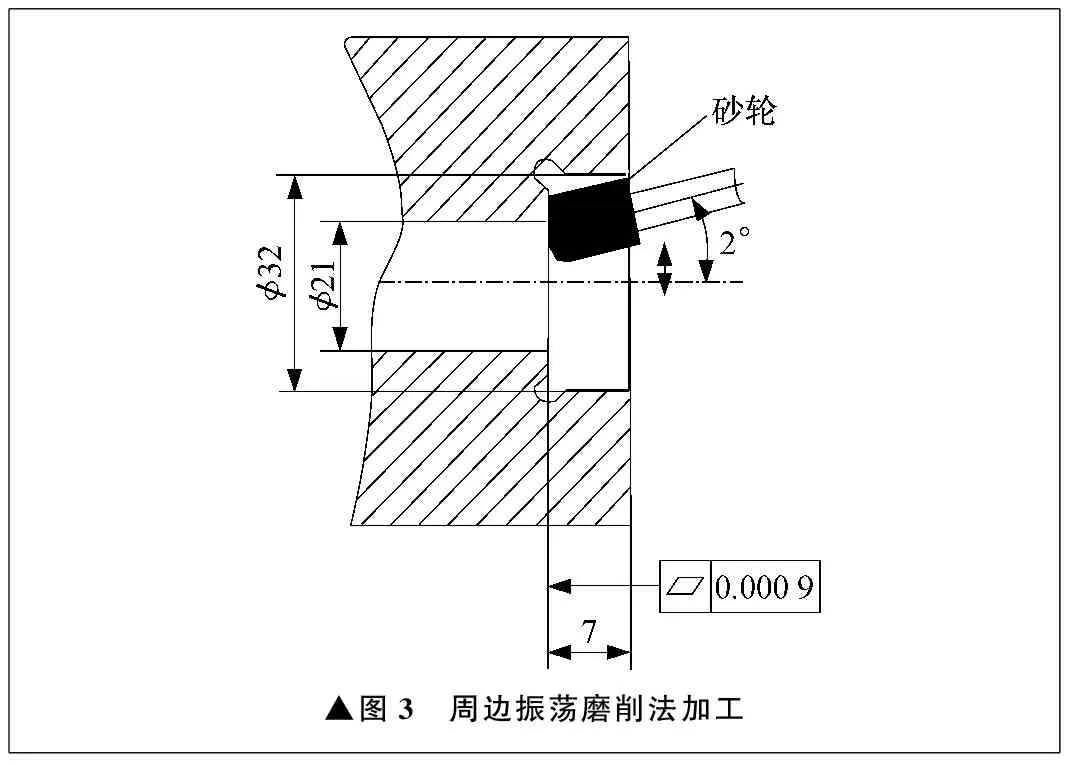
周邊振蕩磨削法加工如圖3所示。使砂輪軸心線與沉孔軸心線成2°夾角,使砂輪端面與沉孔底面形成線狀接觸,并且砂輪在徑向來回振蕩,保證沉孔底面加工表面呈環形磨削紋理,同時可以避免砂輪自身形狀精度影響沉孔底面的平面度。周邊振蕩磨削法加工的精度完全取決于機床自身精度和振蕩頻率,經過對加工參數進行反復試驗,得到周邊振蕩磨削法加工參數,見表2。
采用表2中參數加工的沉孔底面,平面度在80%以上達到要求,同時存在兩個缺點。第一是加工時間長。由于加工余量較大,為了保證形位公差,加工參數設置比較保守,因此磨削時間較長,約為50 min。第二是磨削面有產生裂紋的風險。由于光磨次數達到20次,在冷卻過程中出現任何異常都將會導致產生裂紋。
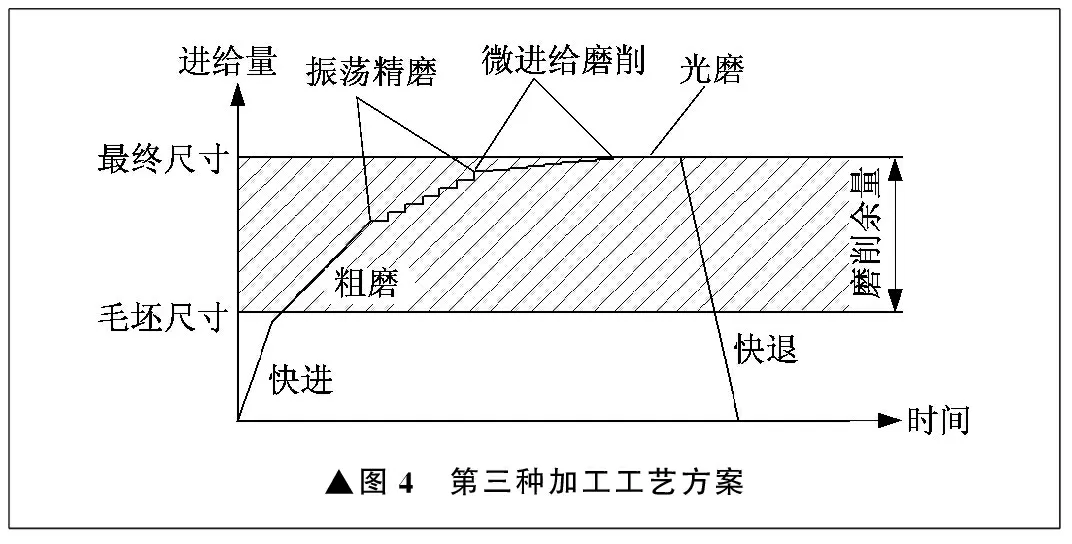
第三種加工工藝方案如圖4所示,參數見表3。這一加工工藝方案具有三個特點。
▲圖3 周邊振蕩磨削法加工
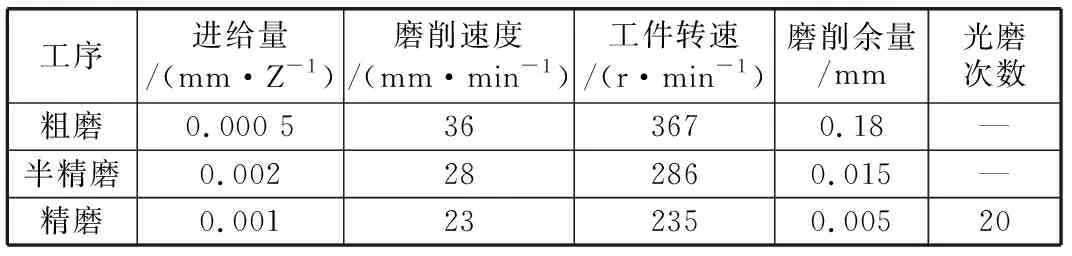
表2 周邊振蕩磨削法加工參數
▲圖4 第三種加工工藝方案
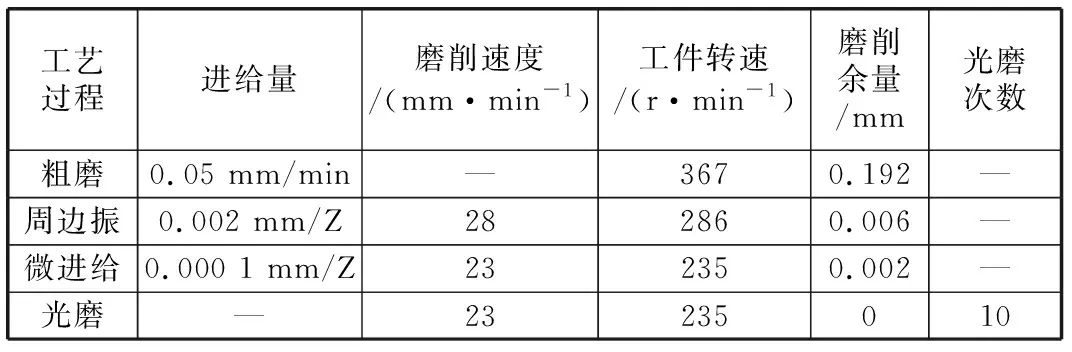
表3 第三種加工工藝方案參數
(1) 效率高。端面磨削加振蕩磨削等方法提高了加工效率,減小了單純振蕩磨削法加工時的磨削余量。
(2) 合格率高。采用周邊振蕩磨削加微進給的加工工藝,提高了磨削部位的平面度。微進給的主要作用是替代部分光磨,提高平面度[10],并且減少光磨次數,降低磨削裂紋風險,提高合格率。根據現場跟蹤檢測,沉孔底面一次合格率高于95%。
(3) 質量穩定。光磨次數減少,磨削裂紋產生的風險大幅降低,一次性加工合格率較高。采用偏置砂輪磨削,可以減小磨削面,使熱量不易聚集,不易產生裂紋。
由表3可知,第三種加工工藝方案粗磨時間只需約4 min,最終磨削余量為0.008 mm,先采用周邊振蕩磨削,再進行微進給磨削,最后進行光磨。第三種加工工藝方案通過優化加工參數,調整相關磨削余量的分配,提高了加工效率和質量,并且降低了裂紋產生的風險。經過試生產加工后,采用白光干涉儀檢測第三種加工工藝方案柱塞套沉孔底面,平面度為0.6~0.8 μm,均滿足柱塞套的技術要求,驗證了第三種加工工藝方案的可行性。由此最終確定第三種加工工藝方案為高壓共軌噴射系統中柱塞套沉孔底面的加工工藝方案。
6 結束語
通過對沉孔底面超精密加工工藝進行研究,將兩種磨削方法相結合,保證了沉孔底面的平面度精度要求。雖然攻克了沉孔底面的加工難點,但是超精密磨削還有很多方面可以去研究,筆者后續將對第三種加工工藝方案作進一步優化完善。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52