相控陣超聲檢測技術在鋁合金液化天然氣儲罐焊縫檢測中的應用
2020-06-18 03:02:16
無損檢測 2020年6期
(漢正檢測技術有限公司, 德陽 618300)
1 鋁合金的特點
鋁合金具有良好的抗蝕性能、焊接性能以及加工性能,常用于制造飛機、車輛、船舶、儀表、電器外殼等。目前,幾乎大多數常規的焊接方法都可以應用在鋁合金的焊接中,而鋁合金焊接過程具有極易氧化、應力大的特點,因此常產生氣孔、未熔合、未焊透等焊接缺陷。
2 相控陣超聲檢測特點及工藝要點
2.1 相控陣超聲檢測特點
相控陣超聲檢測技術(PAUT)已有40多年的發展歷史,初期主要應用于醫療領域的超聲成像中,受系統的復雜性、固體中波動傳播的復雜性及成本費用高等因素的影響,其在工業無損檢測中的應用并不廣泛。近年來,伴隨壓電復合材料、納秒級脈沖信號控制、數據處理分析、計算機模擬等多種新材料及技術應用的增多,相控陣超聲檢測技術在工業無損檢測領域中亦得到了快速發展。
相控陣超聲檢測技術通過多種掃查方式的聲場模擬和延遲法則的計算,可以方便地改變聲束入射角;通過對局部晶片單元組合聲場的控制,能實現全方位和多角度的檢測,對于不同取向的缺陷具有良好的檢出率[1]。相控陣超聲檢測一般有三種掃描方式:線性掃描、扇形掃描、深度聚集掃描。
2.2 相控陣超聲檢測工藝
2.2.1 試塊制作
原則上選用聲學性能與被檢產品相同或相近的材料制作試塊,選用與產品相同的材料,參照NB/T 47013.3-2015《承壓設備無損檢測 第3部分:超聲檢測》制作CSK-1A鋁合金標準試塊和鋁合金對比試塊。根據產品焊縫特征制作焊縫試塊2塊,尺寸(長×寬×厚)為150 mm×60 mmX20 mm,試塊編號為1#,2#,其上含有不同深度的尺寸(直徑×長度,下同)為2 mm×40 mm的長橫孔,試塊實物如圖13所示,試塊的人工缺陷信息如表1所示。

圖1 CSK-1A鋁合金標準試塊實物

圖2 鋁合金對比試塊實物

圖3 鋁合金焊縫試塊實物
2.2.2 設備、探頭及楔塊選擇
試驗設備為:M2M-GEKKO相控陣超聲檢測儀,5L32-A31探頭和SA31-N55S-IHC楔塊。

表1 試塊的人工缺陷信息 mm
2.2.3 焊縫檢測試驗
(1) 在1#試塊上找到深度為5 mm的φ2 mm×40 mm長橫孔人工缺陷,進行相控陣超聲檢測試驗,檢測時選用扇形掃描方式,掃描角度設置為45°~75°,得到的試驗結果如圖4和表2所示。

圖4 1#試塊的試驗結果
表2 1#試塊的缺陷檢測結果mm

項目缺陷長度缺陷深度缺陷直徑人工缺陷實際尺寸4052PAUT檢測結果424.32.1
(2) 在2#試塊上找到編號為2-1#,深度為6 m的φ2 mm×40 mm長橫孔人工缺陷,進行相控陣超聲檢測試驗,檢測時選用扇形掃描方式,掃描范圍設置為45°~75°,得到的試驗結果如圖5和表3所示。

圖5 2#試塊的試驗結果(2-1#缺陷)
表3 2#試塊的2-1#缺陷檢測結果mm

項目缺陷長度缺陷深度缺陷直徑人工缺陷實際尺寸4062PAUT檢測結果416.172.1
(3) 在2#試塊上找到編號為2-2#,深度為10 mm的φ2 mm×40 mm長橫孔人工缺陷,進行相控陣超聲檢測試驗,檢測時選用扇形掃描方式,掃描范圍設置為45°~75°,得到的試驗結果如圖6和表4所示。

圖6 2#試塊的試驗結果(2-2#缺陷)
表4 2#試塊的2-2#缺陷檢測結果mm

項目缺陷長度缺陷深度缺陷直徑人工缺陷實際尺寸40102PAUT檢測結果4211.462.2
(4) 在2#試塊上找到編號為2-3#,深度為15 mm的φ2 mm×40 mm長橫孔人工缺陷,進行相控陣超聲檢測試驗,檢測時選用扇形掃描方式,掃描范圍設置為45°~75°,得到的試驗結果如圖7和表5所示。
2.2.4 試驗結果
可見,相控陣超聲檢測可以發現鋁合金焊縫試塊中的人工缺陷,可以一次掃查實現多角度的檢測,實現動態成像和保存,有利于提高缺陷的檢出率。
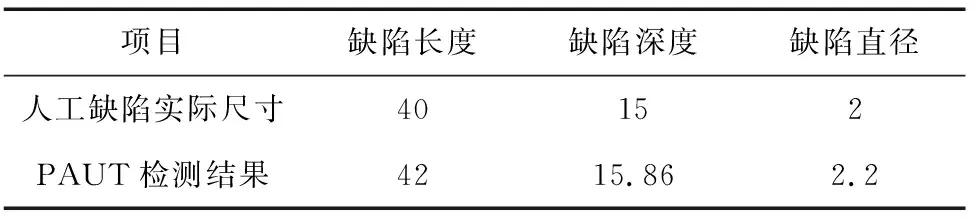
表5 2#試塊的2-3#缺陷檢測結果 mm

圖7 2#試塊的試驗結果(2-3#缺陷)
3 相控陣超聲檢測應用實例
應用上述檢測對比試驗的結論,對某公司鋁合金液化天然氣儲罐焊縫進行檢測,檢測部位為 820 mm 厚鋁合金對接焊縫(V型坡口),檢測標準為ISO 17640 《焊縫無損檢測 超聲檢測 技術、檢測等級和評估》B級,驗收標準為ISO 11666 《焊縫無損檢測 焊接接頭超聲檢測 驗收等級》2級。
3.1 檢測工藝
采用M2M-GEKKO相控陣設備、5L32-A31探頭和SA31-N55S-IHC 楔塊,在鋁合金標準試塊CSK-1A上進行水平線性、垂直線性的校準,在鋁合金對比試塊上進行TCG(深度補償)或DAC(距離-波幅)校準[2-3],并按驗收標準設置檢測靈敏度,采用沿線掃查+扇掃描的方式進行單面雙側檢測,掃描角度設置為45°~75°。
3.2 缺陷記錄和比較
經現場相控陣超聲檢測,對發現的3個典型缺陷進行記錄,結果如圖810和表68所示。
圖8 現場檢測缺陷1的圖像

表6 現場檢測缺陷1的數據 mm

表7 現場檢測缺陷2的數據 mm

表8 現場檢測缺陷3的數據(PAUT與RT比較) mm
3.3 檢測結果
共檢測鋁合金液化天然氣儲罐鋁合金對接焊縫超過220 m,共發現20多處未焊透、氣孔等缺陷,通過現場解剖及部分位置的RT、UT(超聲檢測)結果的比對,可見PAUT與RT、UT的檢測結論相一致。
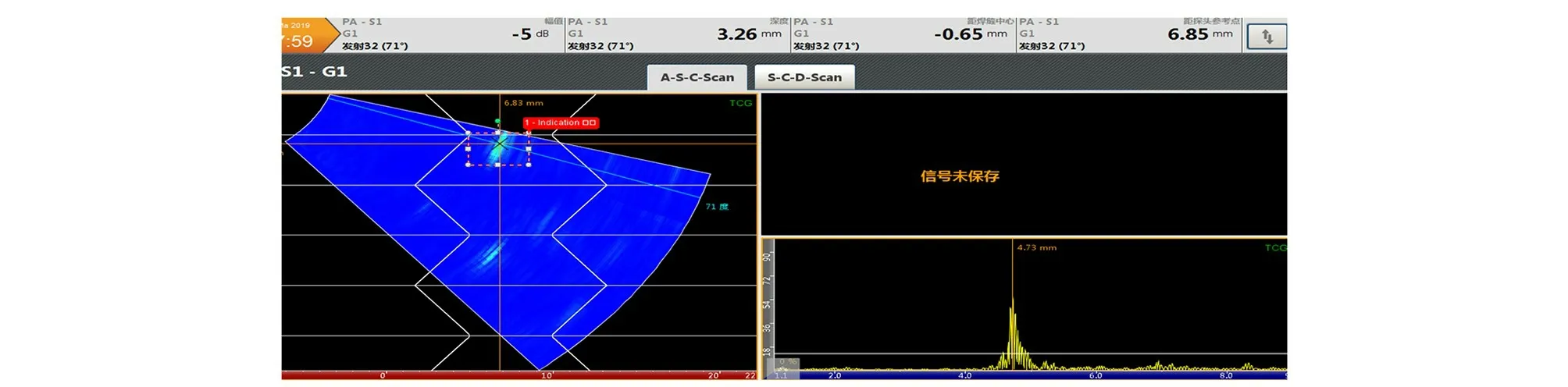
圖9 現場檢測缺陷2的圖像
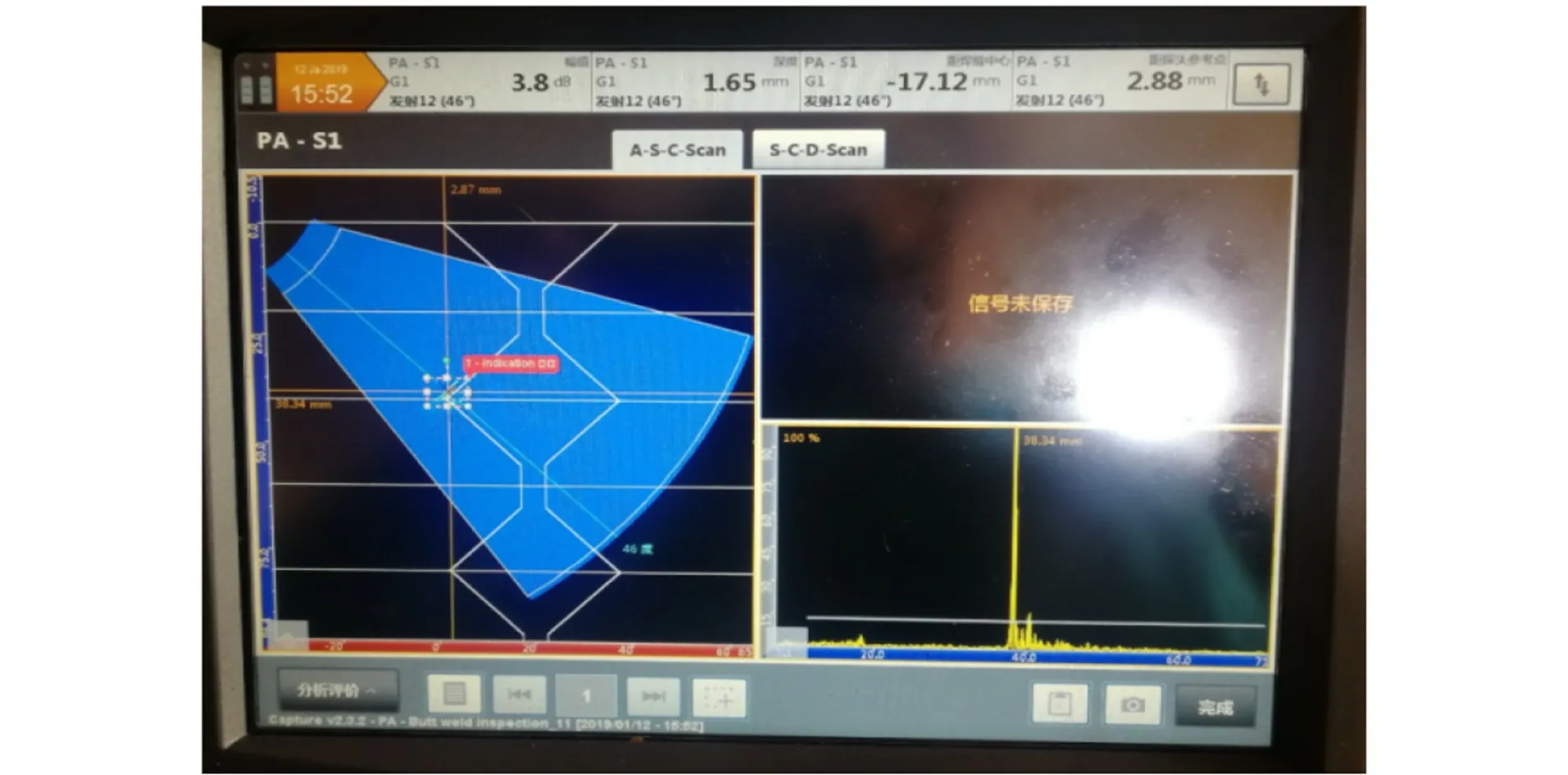
圖10 現場檢測缺陷3的圖像(PAUT與RT比較)
4 結論
相控陣檢測技術對液化天然氣儲罐鋁合金對接焊縫的檢測能完全滿足相關標準的要求,而且相控陣檢測成像直觀,可一次多角度掃描缺陷,對缺陷的檢出率高,有明顯的應用優勢。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
制造業自動化(2017年2期)2017-03-20 14:26:13
