簡析BWA40II-1800型卷繞機控制系統
2020-06-22 08:33:16
紡織科學研究 2020年6期
(北京中麗制機電氣有限公司 北京 101111)
1 引言
近年來,隨著化纖市場的迅速發展,對化纖長絲的品質要求越來越高,同時社會經濟的進一步增長,也提高了化纖企業的用工成本,這就要求化纖長絲企業不僅要提高產品的質量和產量,也要控制生產成本和提高設備利用效率。北京中麗制機工程技術有限公司順應市場需求,從2013年開始投入大量人力和物力進行新型卷繞機的研發。經過市場調研和前瞻性判斷,決定在原有紡絲10 頭卷繞機的基礎上,研發12 頭全自動高產量新型卷繞機,這就是BWA40II-1800 型卷繞機。
作為新型卷繞機,對其控制系統提出了更高的要求,不僅要實現基本的控制功能,提高設備的穩定性,更要使絲餅質量實現質的飛越,使一種卷繞機適合紡多種規格的絲,使其應用范圍更加廣泛。因此,粗放式的三角波擾動卷繞方式已無法滿足復雜的控制要求。精密卷繞控制算法是一種精確控制理論,它能很好解決底層絲問題、疊絲問題以及使絲餅有很好的成型外觀。
2 控制系統的工作原理及結構設計
2.1 控制系統的基本情況
本文的研究內容,采用明電舍公司DSF2-14 精密卷繞控制器的分段式控制系統。明電舍DSF2-14 集變頻器和計算控制器為一體,驅動2 臺卡頭電機,1 臺摩擦輥電機和1 臺橫動電機,其速度控制和精密卷繞算法在一個獨立的控制單元完成。采取嵌入式控制器結構,內置卡頭電機速度控制系統、摩擦輥電機和橫動電機速度控制系統。速度檢測模塊可在線實時監測卡頭、摩擦輥和橫動的實際速度。系統并集成通訊控制器與RS485 通訊端口,可采取MODBUS 等多種通信協議,實現與PLC 的實時數據通訊。
CTH2-223 可編程控制器是一個小型且功能強大的邏輯控制器,不但集成有MPI 通信協議,通信串口,還有模擬量輸出等多種功能。完成卷繞機的相關機械動作控制,以及同上位機進行實時數據通訊。
上位機系統實現對生產參數、工藝參數等相關參數的實時監控和設定。手持參數設置面板:對工藝參數、變頻驅動、設備電機參數等進行設定。
2.2 工作原理
精密卷繞控制系統的原理圖,如圖1所示。
2.3 精密卷繞控制算法
在精密卷繞算法中,引用了卷繞比概念,即卡頭轉速與橫動轉速的比值,當該值為正整數時,即是紡絲的疊絲點。當控制橫動電機TR 的轉速所依據的卷繞比WN(=BH[rpm]/TR[rpm])不變時,隨著卡頭BH 的卷繞直徑不斷增大,卷繞角WA 減小,由于卷繞角不能小于最小卷繞角,當卷繞角達到最小卷繞角時,就需要改變卷繞比,因此就產生了多段卷繞比的算法。根據卷繞比WN 列表,卷繞比WN 的數值自動跳轉到下一個卷繞比,其變化過程如圖2所示。
隨著卡頭BH 直徑的增大,最小卷繞角的數值也在變化,以保證絲束的張力保持穩定,其變化曲線如圖3所示。
在紡絲過程中,經過DSF2-14 控制器優化的實際橫動TR 速度控制曲線,如圖4所示。
3 功能實現及技術創新
3.1 主動式壓輥
以前,舊式卷繞機壓輥都是采用從動式(或稱被動式)運轉,依靠與卡頭接觸,由卡頭帶動運轉,這就要求在“生頭”時上下兩個卡頭都必須啟動,上卡頭把壓輥提速到紡絲速度,下卡頭用于紡絲“生頭”。存在的問題就是當卡頭切換時,卡頭與壓輥脫離,壓輥轉速就會減少;當壓輥與卡頭再次接觸時,由于壓輥轉速與卡頭轉速不匹配而產生硬性摩擦,嚴重影響絲餅底層絲的質量。
主動式壓輥,則是由電機直接驅動壓輥旋轉。其優點是“生頭”時不再需要上卡頭帶動其運轉,壓輥旋轉的線速度可始終與卡頭線速度保持一致,無論壓輥與卡頭是否脫離都不會產生降速的問題,因此大大提高了底層絲的品質。
3.2 精密卷繞
精密卷繞是一種最新的防疊絲控制理論,采取多段卷繞比控制理論。在2.3 中已經進行了詳細的論述。
3.3 伺服轉盤電機
伺服電機的使用,使在切換過程中的卷繞機更加穩定、安全。伺服系統中采取最大脈沖輸出保護功能,即使卡頭定位傳感器循壞,卡頭切換時也不會產生切換超位打壞卷繞機的現象。此外,伺服系統速度控制采用多段速模式,切換時先高速旋轉,快到位時切換到低速運轉,這樣既保證了切換時間短,又保證了切換停止時的柔性,對整個設備運轉的穩定性有很大的提高。
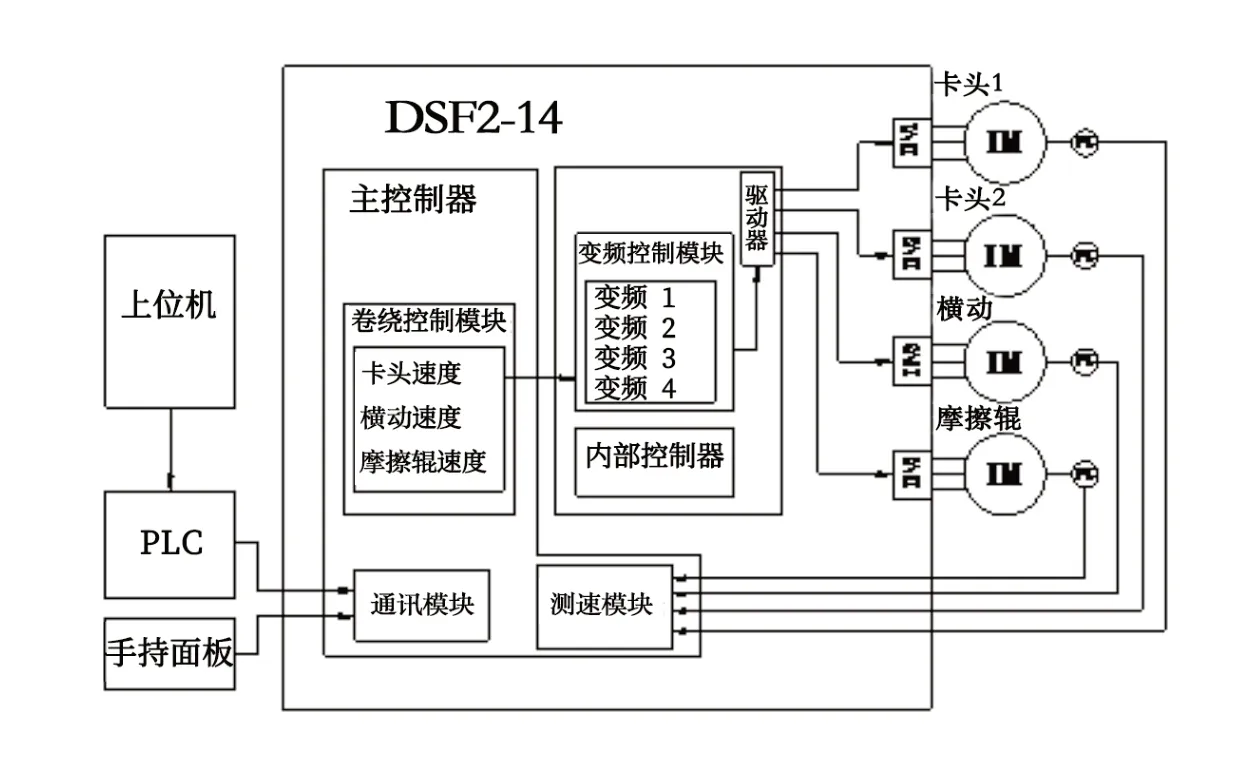
圖1 系統原理圖
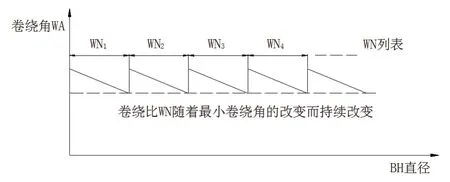
圖2 卷繞比取值曲線圖
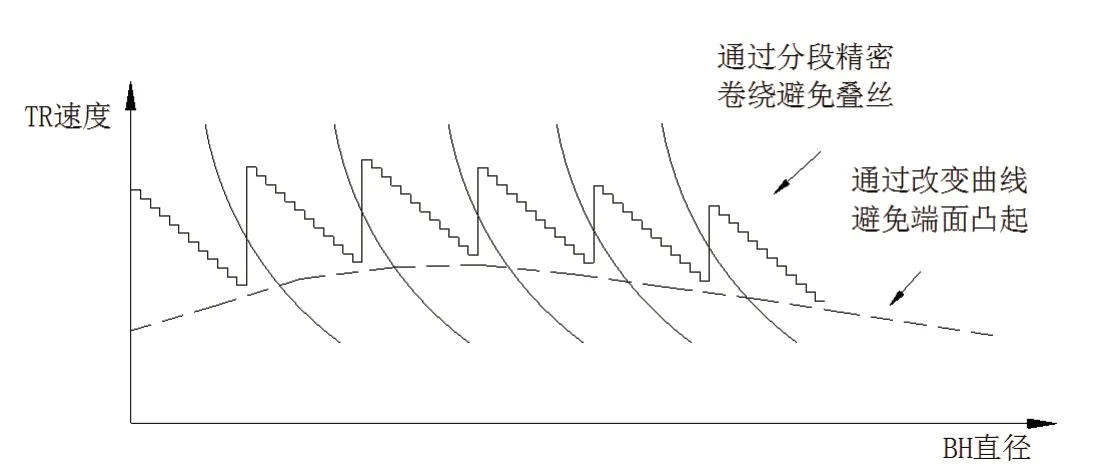
圖4 橫動TR 速度曲線
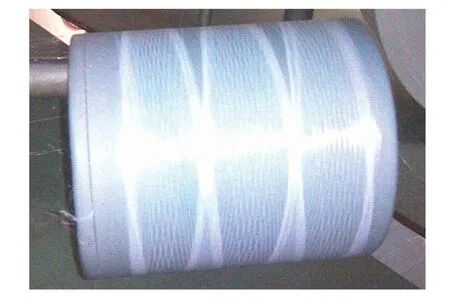
圖5 被動摩擦輥的普通卷繞方式底層絲

圖6 主動摩擦輥的精密卷繞方式底層絲
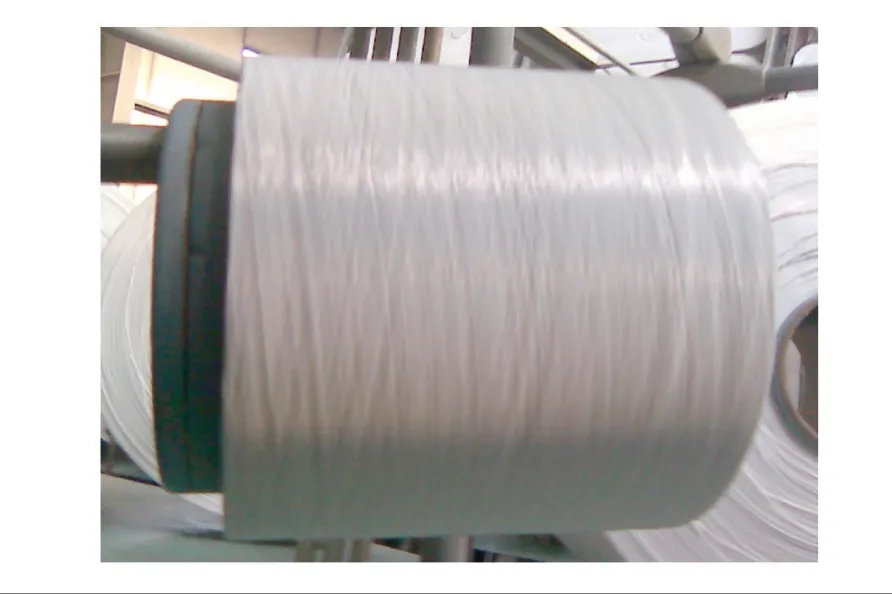
圖7 被動壓輥普通卷繞方式絲餅

圖8 主動壓輥精密卷繞方式絲餅
3.4 無極接觸壓力調節
在紡絲生產過程中,隨著絲餅的逐漸增大,轉盤位置也會發生變化。如果壓輥垂直向下的力不變,其對絲餅切線的垂直壓力就會發生變化,從而產生絲餅壓力不一樣的現象。為了使絲餅受力一樣,在控制中添加了模擬量無極調節壓力控制系統,根據絲餅直徑的大小調節氣壓大小。
3.5 邏輯控制優化
從動壓輥卷繞機在“生頭”時,上卡頭需要啟動,“生頭”完成后,下卡頭還要進行一次松筒、推筒、更換紙管的工作。主動壓輥由于有電機驅動,“生頭”時上卡頭無需啟動,“生頭”完成后直接將頭生桿復位即可,大大簡化了“生頭”操作流程。
4 結束語
經過長期的生產觀察,主動壓輥、精密卷繞控制系統大大改善了底層絲品質,有效地實現了防疊絲功能。圖5和圖6分別給出了被動壓輥普通卷繞和主動壓輥精密卷繞的底層絲效果圖。圖7和圖8分別給出了被動壓輥普通卷繞和主動壓輥精密卷繞的防疊絲效果圖。
化纖行業如今再次步入高速發展時期,若生產廠家的設備嚴重老化、技術相對落后,其產品質量就難以適應市場的需求。因此,國內具有較大的設備改造空間及新設備擴展需求空間。
目前,大部分國產卷繞機技術上依然落后于進口設備,而國外進口同類機型早已選用主動摩擦輥加精密卷繞控制系統的配置方案。本文的研究內容,采用明電舍公司DSF2-14 精密卷繞控制器的分段式控制系統,正是適應了全自動高速卷繞機的技術發展方向,可以達到提高國產卷繞機的市場競爭力,降低最終客戶的升級改造成本,以及后續維護成本和生產成本,提高生產效率和成品質量的目的,具有較高的推廣應用價值。