取向硅鋼冷軋過(guò)程中二十輥軋機(jī)輥系力學(xué)分析
2020-06-22 15:26:26李元華賈志偉張海利王項(xiàng)龍
鞍鋼技術(shù) 2020年3期
關(guān)鍵詞:優(yōu)化
李元華,賈志偉,張海利,王項(xiàng)龍
(1.鞍鋼股份有限公司冷軋硅鋼廠,遼寧 鞍山114021;2.鞍鋼集團(tuán)鋼鐵研究院,遼寧 鞍山114009)
隨著冷軋技術(shù)的飛速發(fā)展,二十輥軋機(jī)以其整體剛度大、軋制精度高等優(yōu)點(diǎn),已廣泛應(yīng)用于取向硅鋼生產(chǎn)[1-2]。高磁感取向硅鋼通常含有3.0%~3.4%硅元素,導(dǎo)致鋼板變形抗力和軋制載荷明顯上升,同時(shí)在單側(cè)閉乳時(shí)效軋制模式的共同作用下,易造成軋輥磨損加劇和板形控制效果惡化,因而對(duì)于二十輥軋機(jī)軋輥磨損控制成為提高取向硅鋼冷軋效率和降低生產(chǎn)成本亟待解決的問(wèn)題之一。同時(shí),由于二十輥軋機(jī)輥系間接觸單元眾多,難以對(duì)軋制過(guò)程中輥系載荷情況進(jìn)行測(cè)量[3-4],從而為輥系變形、磨損情況分析帶來(lái)困難。本文基于二十輥軋機(jī)輥系載荷模型,通過(guò)取向硅鋼軋制過(guò)程中輥系載荷變化進(jìn)行定量分析,以降低輥系載荷為目標(biāo),對(duì)取向硅鋼冷軋軋制工藝進(jìn)行優(yōu)化,在有效降低軋輥載荷的同時(shí),為減輕軋輥磨損和改善板形控制效果提供了優(yōu)化依據(jù)。
1 ZR22B52”型森吉米爾軋機(jī)輥系載荷模型
1.1 二十輥軋機(jī)輥系結(jié)構(gòu)特點(diǎn)
二十輥軋機(jī)輥系結(jié)構(gòu)如圖1所示。二十輥森吉米爾軋機(jī)輥系呈塔形分布在對(duì)稱(chēng)梅花膛孔式的機(jī)架內(nèi),這種輥系結(jié)構(gòu)特點(diǎn)使得作用在工作輥上的軋制力可以呈扇形傳遞到機(jī)架上,使機(jī)架受力更為均勻[5]。此外,整體式的多面體機(jī)架形狀,盡可能地減小了機(jī)架的縱向變形,在實(shí)現(xiàn)了軋機(jī)“零凸度”的同時(shí),進(jìn)一步提升了二十輥軋機(jī)控制精度及板形控制效果[6-7]。因此,二十輥森吉米爾軋機(jī)輥系載荷分布對(duì)于提高輥系穩(wěn)定性、軋輥彈性變形及板形優(yōu)化控制具有重要意義。
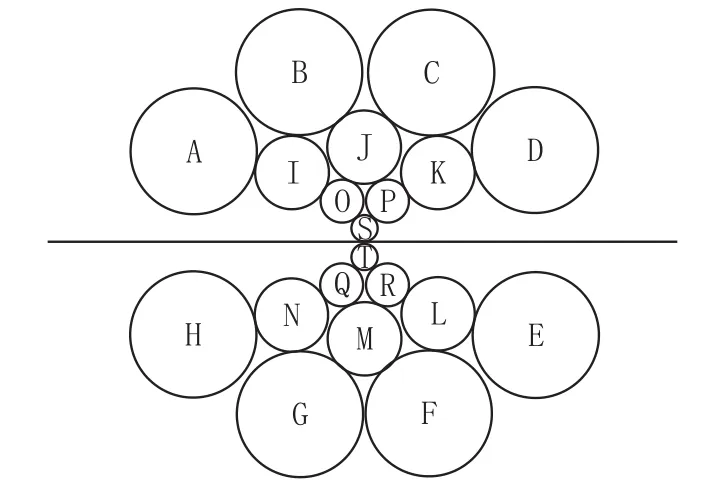
圖1 二十輥軋機(jī)輥系結(jié)構(gòu)Fig.1 Roll System Structure of 20-H Rolling Mill
1.2 二十輥軋機(jī)輥系載荷計(jì)算模型
圖2為二十輥軋機(jī)上輥系軋輥空間位置及載荷關(guān)系,結(jié)合二十輥軋機(jī)輥系結(jié)構(gòu)特點(diǎn),在以機(jī)架橫、縱向中心線(xiàn)為坐標(biāo)軸求解軋輥輥心位置的基礎(chǔ)上,通過(guò)建立各層軋輥力學(xué)平衡方程,從而實(shí)現(xiàn)作用在不同方向上的軋輥載荷進(jìn)行求解。
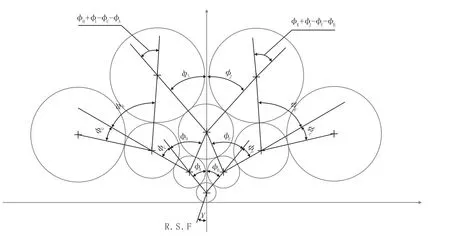
圖2 二十輥軋機(jī)上輥系軋輥空間位置及載荷關(guān)系Fig.2 Relationship between Spatial Positions and Loading in Terms of Upper Roll System
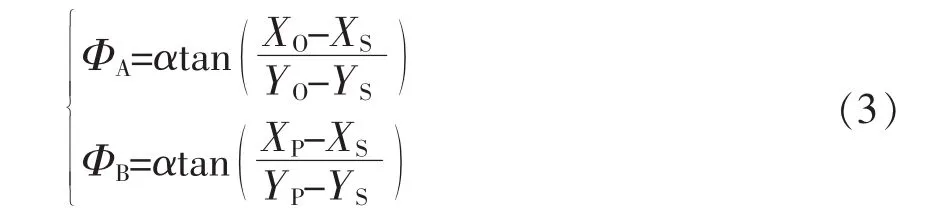
圖3為靜態(tài)平衡條件下工作輥的受力情況,在軋制載荷作用下工作輥靜力平衡方程為:

由于張力與軋制力之間比值很小,因此可近似認(rèn)為γ≈0°,則有一中間輥與工作輥之間的載荷方程為:
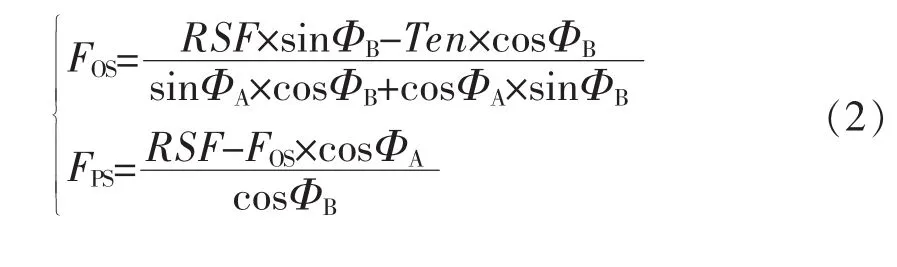
式中,RSF 為軋制力,t;FOS、FPS分別為上輥系軋輥O、P與工作輥S之間的作用力,t;Ten為前后張力差,t;γ 為軋制力與機(jī)架(縱向)中線(xiàn)夾角,rad;ΦA(chǔ)、ΦB為一中間輥O、P與工作輥之間作用力夾角,rad。 ΦA(chǔ)、ΦB與軋輥?zhàn)鴺?biāo)(Xi,Yi)之間的關(guān)系為:
同理,推導(dǎo)出一中間輥與二中間輥之間的載荷方程為:
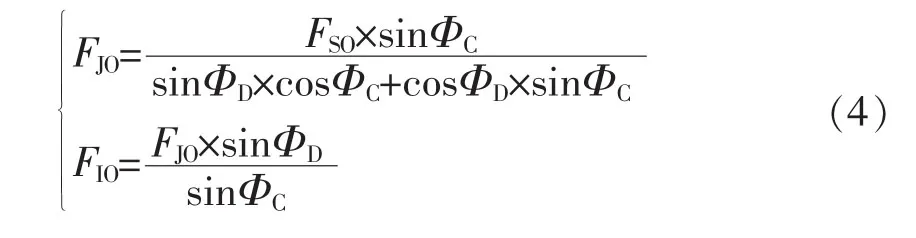
式中,F(xiàn)JO、FIO分別為軋輥 J-O、I-O 之間作用力,t;ΦC、ΦD與軋輥?zhàn)鴺?biāo)(Xi,Yi)、軋輥直徑 Ri之間的關(guān)系為:
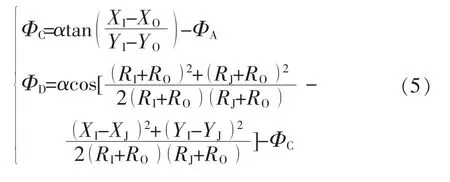
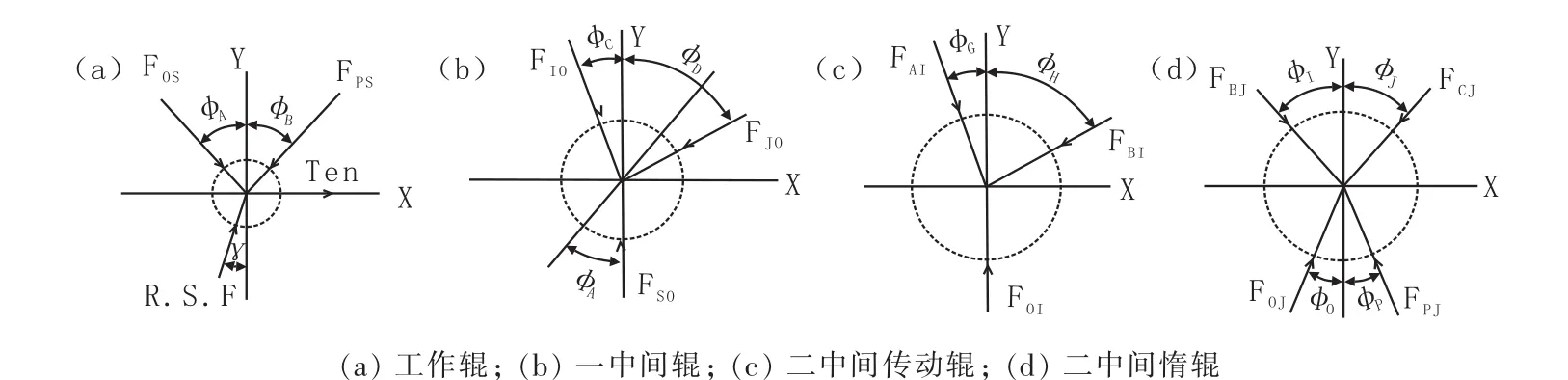
圖3 各層軋輥載荷分析Fig.3 Analysis on Load of All Roll Systems
1.3 取向硅鋼冷軋過(guò)程中的輥系載荷分布
表1為鞍鋼30規(guī)格高磁感取向硅鋼軋制工藝及軋線(xiàn)設(shè)定參數(shù),基于二十輥軋機(jī)輥系載荷計(jì)算模型,對(duì)表1所示軋制工藝及輥系公稱(chēng)直徑條件下各層軋輥載荷進(jìn)行計(jì)算。以取向硅鋼冷軋第1道次軋制為例,輥系各層軋輥載荷計(jì)算結(jié)果如表2所示。對(duì)比發(fā)現(xiàn),各層軋輥中,以一中間輥所受載荷最高(約302 t,占比65%),在高載荷作用下長(zhǎng)期服役磨損最重,不利于板形控制,甚至?xí)?dǎo)致帶鋼板形惡化。因此,主要對(duì)載荷最高的一中間輥受力情況及變化規(guī)律進(jìn)行計(jì)算分析。
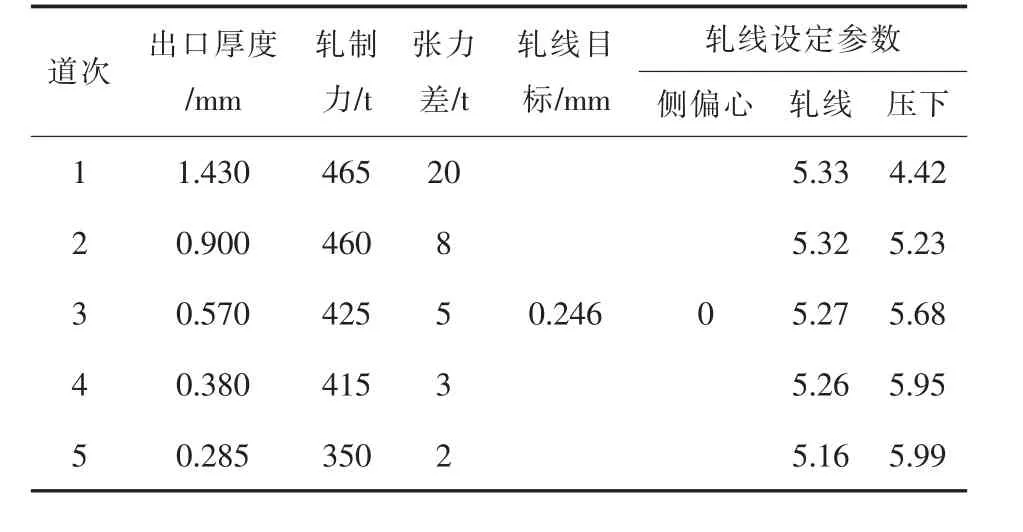
表1 鞍鋼30規(guī)格高磁感取向硅鋼軋制工藝及軋線(xiàn)設(shè)定參數(shù)Table 1 Rolling Process and Setup Parameters for 30 Hi-B Oriented Silicon Steel in Ansteel
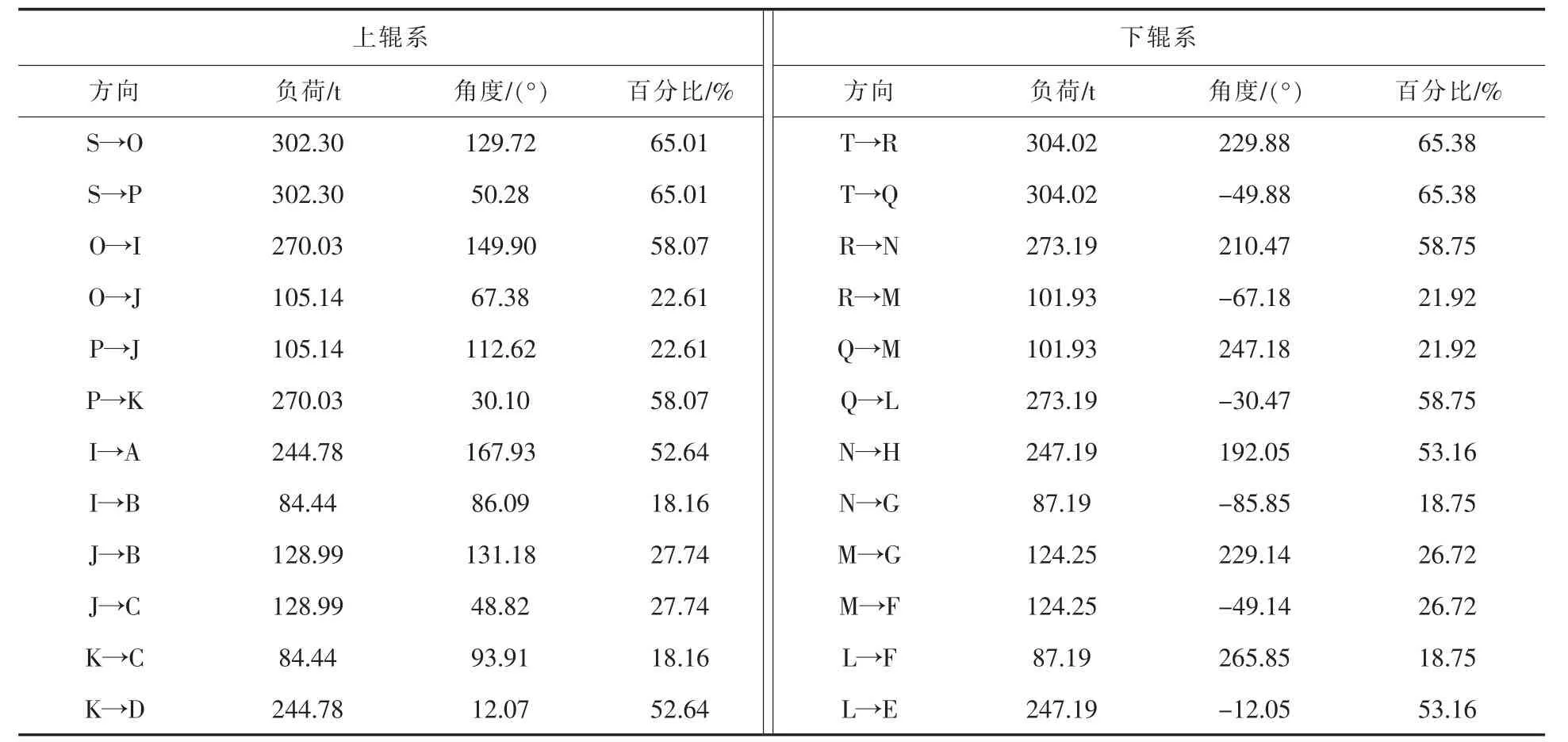
表2 第1道次輥系各層軋輥載荷計(jì)算Table 2 Analytical Results of Force Borne by First Pass in Roll System
2 二十輥軋制輥系影響因素
2.1 輥系直徑及調(diào)整參數(shù)影響
圖4為軋線(xiàn)調(diào)整參數(shù)及輥徑變化對(duì)一中間輥受力的影響。由圖4(a)可知,隨著壓下增加、側(cè)偏心量減小,一中間輥載荷增加,這是由于壓下調(diào)整逐漸調(diào)整至閉合狀態(tài)過(guò)程中,調(diào)整機(jī)構(gòu)對(duì)輥系的“楔形效應(yīng)”增強(qiáng),工作輥與一中間輥之間的載荷作用角度增加,一中間載荷由301 t增加至309 t。相反,側(cè)偏心量調(diào)整至閉合狀態(tài)過(guò)程中,側(cè)偏心調(diào)整對(duì)輥系“向內(nèi)擠壓效應(yīng)”增強(qiáng),工作輥與一中間輥之間載荷作用角度減小,一中間輥受到工作輥的載荷由302 t降低至285 t。同理,在輥系配置許用范圍內(nèi),圖4(b)所示的一中間輥載荷隨著工作輥及一中間輥直徑增加而降低,其原因在于輥徑增加導(dǎo)致載荷作用角度減小的緣故。此外,在輥徑比在1.60~1.65之間、壓下量低于5或偏心調(diào)整量5~10條件下,相應(yīng)一中間輥載荷可降低至300 t以下。由此可見(jiàn),通過(guò)采用合理的軋線(xiàn)調(diào)整模式和工作輥與一中間輥輥徑比能夠降低一中間輥載荷。
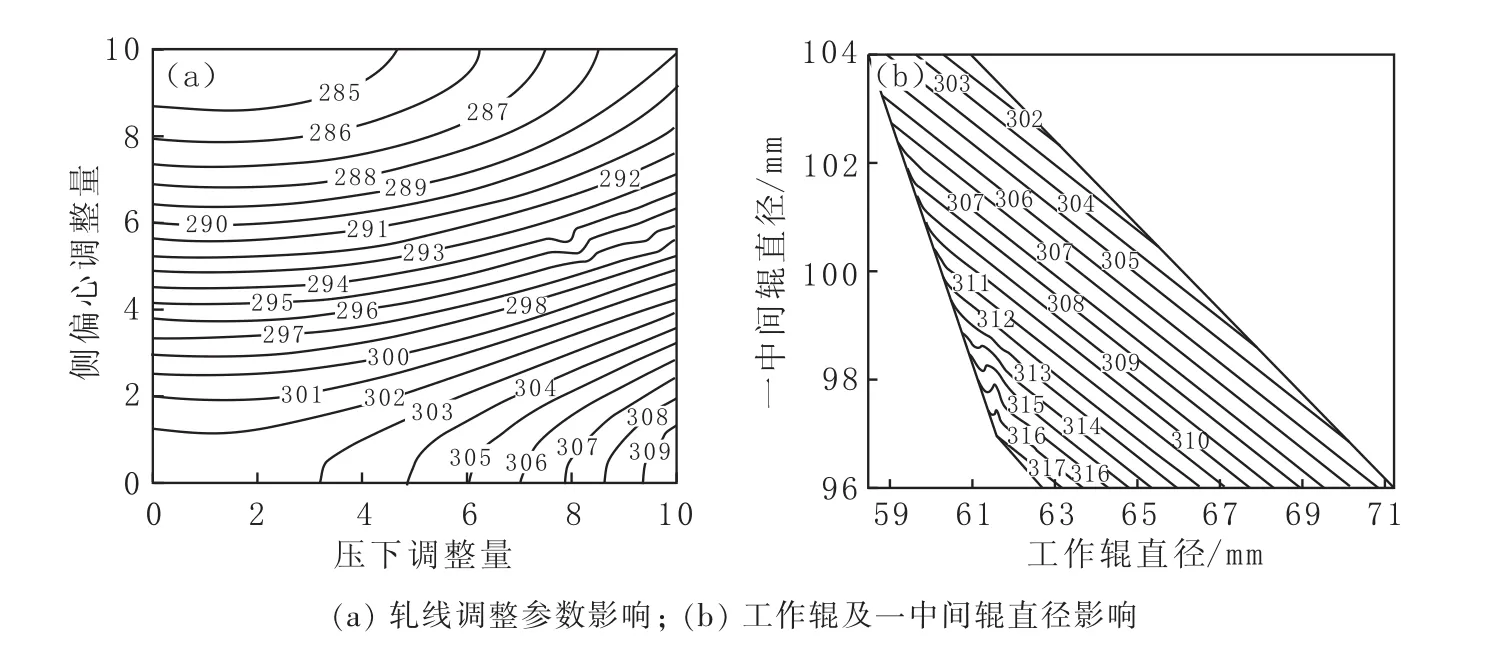
圖4 軋線(xiàn)調(diào)整參數(shù)及輥徑變化對(duì)一中間輥受力影響Fig.4 Effect of Parameter-adjusting in Rolling Line and Roll Diameter on Loading of One Intermediate Roll
2.2 軋制參數(shù)影響
基于Bland-Ford軋制力模型對(duì)不同軋制厚度下的軋制力、軋線(xiàn)參數(shù)及一中間輥載荷變化進(jìn)行計(jì)算,如圖5所示。結(jié)果表明,取向硅鋼冷軋第1道次軋制厚度由1.55 mm減薄至1.40 mm,軋制力由439 t提高至471 t。這種情況下,隨著機(jī)架彈性變形增加,軋制線(xiàn)參數(shù)由5.29%增加至5.34%、壓下調(diào)整參數(shù)則由4.19%增加至4.48%。在軋制力增加和軋線(xiàn)調(diào)整機(jī)構(gòu)“楔形效應(yīng)”的綜合作用下,一中間輥載荷提高約21 t。此外,在前、后張力差保持不變(20 t)的條件下,O、P輥之間載荷差異保持在15.55 t左右。
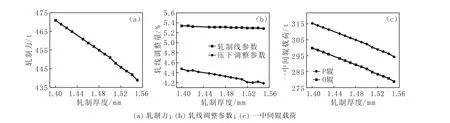
圖5 不同軋制厚度對(duì)應(yīng)軋制力、軋線(xiàn)參數(shù)及一中間輥載荷Fig.5 Different Rolling Thickness Corresponding to Rolling Force, Parameters in Rolling Line and Loading of One Intermediate Roll
圖6為張力差對(duì)應(yīng)軋制力、軋線(xiàn)參數(shù)及一中間輥載荷變化。由圖可以看出,隨著前張力增加,取向硅鋼軋制力由473 t降低至459 t。這種情況下,隨著機(jī)架彈性變形減小,軋制線(xiàn)參數(shù)由5.34降低至5.32,壓下調(diào)整參數(shù)則由4.43增加至4.41,一中間輥載荷則降低15 t。同時(shí),隨著張力差增加,O、P輥之間載荷差異則由8.9 t增加至21 t。
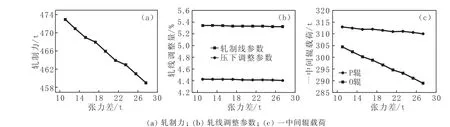
圖6 張力差對(duì)應(yīng)軋制力、軋線(xiàn)參數(shù)及一中間輥載荷變化Fig.6 Tension Difference Corresponding to Rolling Force,Parameters in Rolling Line and Loading of One Intermediate Roll
3 取向硅鋼可逆軋制工藝優(yōu)化
在取向硅鋼前3道次采用出側(cè)閉乳、高載荷的往復(fù)式軋制模式下,易加劇軋輥出現(xiàn)不均勻性磨損,在造成軋輥輥形惡化和輥耗增加的同時(shí),不利于帶鋼板形控制。因此,在取向硅鋼時(shí)效軋制過(guò)程中,通過(guò)優(yōu)化時(shí)效道次壓下分配、前后張力差,優(yōu)化軋線(xiàn)調(diào)整模式等方式降低軋輥載荷,從而減輕軋輥磨損。基于此,對(duì)30規(guī)格高磁感取向硅鋼冷軋軋制壓下量及張力差進(jìn)行表3所示優(yōu)化,結(jié)果表明,隨著道次增加,一中間輥載荷由303 t降低至237 t,O、P輥載荷差則由 19 t減小至4 t。
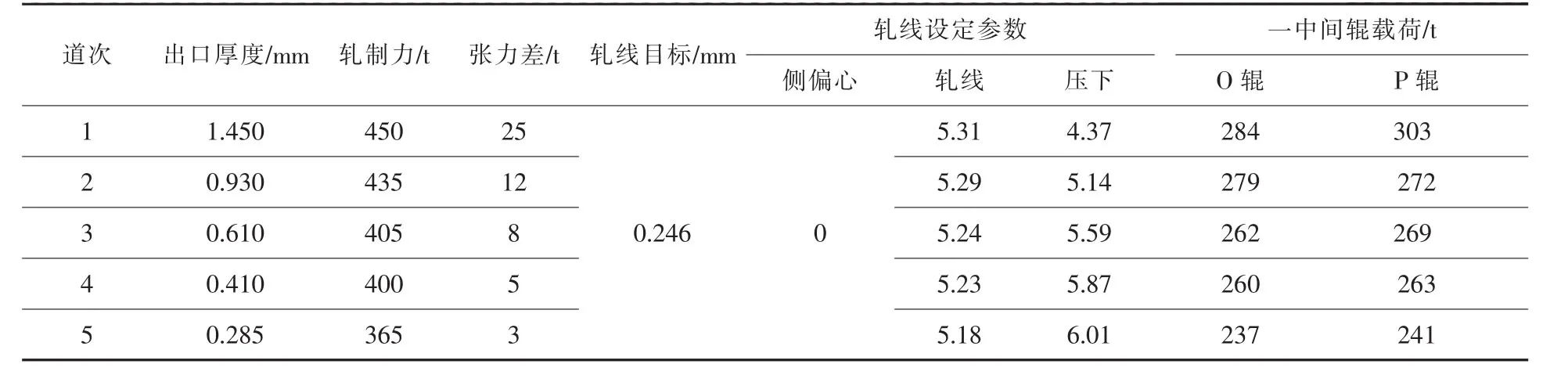
表3 鞍鋼30規(guī)格高磁感取向硅鋼軋制工藝優(yōu)化結(jié)果Table 3 Optimization Results of Rolling Process for 30 Hi-B Oriented Silicon Steel in Ansteel
4 優(yōu)化效果
圖7為取向硅鋼軋制工藝優(yōu)化前后一中間輥載荷變化。
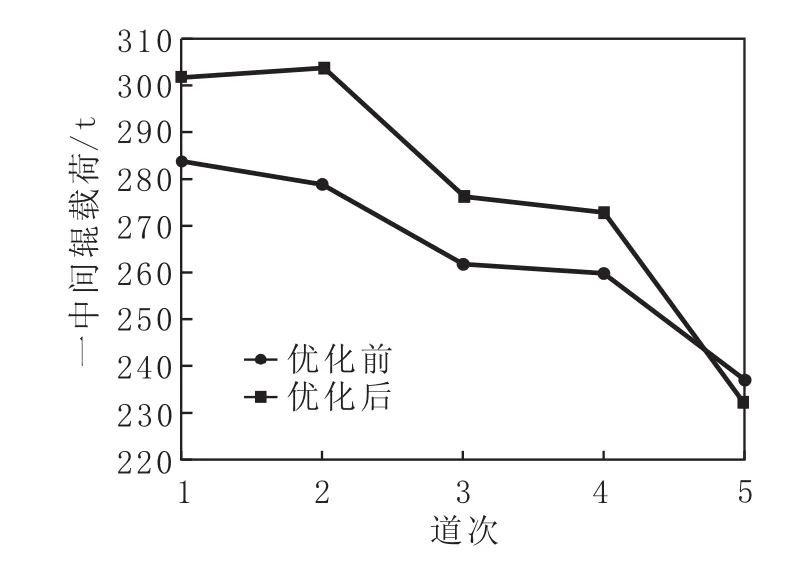
圖7 工藝優(yōu)化前后一中間輥載荷變化Fig.7 Force Borne by One Intermediate Roll before and after Optimization of Rolling Process
相比之下,在采用閉乳軋制、高載荷的時(shí)效道次工況條件下,通過(guò)降低各道次軋制厚度和增加張力差,可有效降低一中間輥載荷,降幅達(dá)13~25 t,相應(yīng)一中間輥使用周期提高8%左右。
5 結(jié)論
(1)取向硅鋼冷軋過(guò)程中,以一中間輥所受載荷最高,達(dá)302 t,占比65%,在高載荷作用下長(zhǎng)期服役磨損最重,不利于板形控制,甚至?xí)?dǎo)致帶鋼板形惡化。
(2)輥徑比在1.60~1.65之間、壓下量低于 5或偏心調(diào)整量5~10條件下,一中間輥載荷約降低5~15 t。在取向硅鋼冷軋工藝優(yōu)化過(guò)程中,應(yīng)綜合考慮一中間輥與工作輥輥徑比、軋線(xiàn)參數(shù)、壓下量分配及前后張力差對(duì)輥系載荷的影響。
(3)取向硅鋼軋制工藝優(yōu)化結(jié)果符合其冷軋工藝要求,采用降低時(shí)效道次壓下量、適當(dāng)提高張力差及優(yōu)化軋線(xiàn)調(diào)整模式等方式,優(yōu)化后各道次一中間輥載荷降低,最高達(dá)15 t,軋輥使用周期可提高8%左右,同時(shí)有利于保證板形控制效果。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
今日農(nóng)業(yè)(2020年16期)2020-12-14 15:04:59
消費(fèi)導(dǎo)刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(shù)(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45