板坯自動火焰清理機在鞍鋼連鑄生產中的應用
2020-06-22 15:26:40王金輝王巒濤王洪濤崔國亮陳宇
鞍鋼技術 2020年3期
王金輝,王巒濤,王洪濤,崔國亮,陳宇
(鞍鋼股份有限公司煉鋼總廠,遼寧 鞍山 114021)
板坯生產過程中,板坯表面和皮下橫縱裂紋、皮下針孔、夾渣等各種缺陷會導致軋制工序出現大量廢品和現貨,嚴重影響了最終產品的質量[1]。由于板坯自動火焰清理機具有清理效率高、熱量損失小、清理質量穩定等優點,已經逐漸成為各大鋼廠提高產品質量和保證產品性能穩定的選擇[2]。鞍鋼股份有限公司煉鋼總廠三分廠 (以下簡稱三分廠)有兩臺板坯連鑄機,主要生產超低碳汽車鋼板坯,為滿足汽車鋼板表面質量要求,需要對板坯進行表面清理。以往采取人工清理的方式,清理效率低,且不利于清理質量的穩定控制。2018年三分廠引進鞍鋼首臺可實現板坯四面同時清理的自動火焰清理機,年清理量達到70萬t,清理成功率98%以上,有效地提高了板坯清理效率和清理質量,提高了鞍鋼高級別面板的市場競爭力。
1 板坯自動火焰清理機參數
板坯火焰清理分為冷坯清理、溫坯清理和熱坯清理。三分廠引進的SMS-10-6-1板坯自動火焰清理機可對0~900℃的板坯上、下表面及兩個側面同時清理或組合清理,并且可根據板坯溫度,通過調整火焰清理速度,滿足對板坯不同清理深度的要求。板坯自動火焰清理機基本參數見表1。
2 板坯自動火焰清理機工作原理
板坯自動火焰清理機采用丙烷作為燃氣,利用氧氣和丙烷形成的燃燒火焰預熱板坯的局部區域,在其表面形成預熱坑。板坯以一定的速度通過連續噴出純凈、干燥氧氣流的燒嘴,由于高壓氧氣流和板坯形成一定的銳角,氧氣將板坯表面的金屬氧化,并將其表面缺陷吹到預定的深度,然后用粒化高壓水清除掉表面的氧化熔渣。圖1為板坯自動火焰清理機工作原理示意圖[3],化學反應如下:
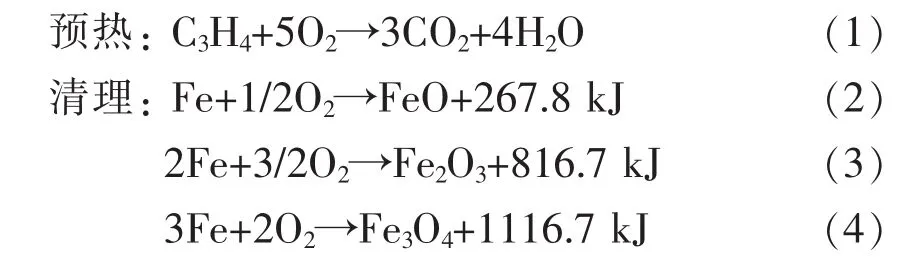

表1 板坯自動火焰清理機基本參數Table 1 Basic Parameters of Automatic Slab Scarfing Machine

圖1 板坯自動火焰清理機工作原理示意圖Fig.1 Working Principle Diagram for Automatic Slab Scarfing Machine
3 板坯自動火焰清理機工作流程
板坯自動火焰清理機為操作者參與半自動工作方式,操作人員根據MES系統傳輸的板坯信息(鋼種、溫度、清理深度),在人機對話界面上選擇當前板坯清理深度和溫度需要應用的特性曲線,火焰清理機按照特性曲線自動完成清理作業。
3.1 使用前火焰機的檢查
板坯自動火焰清理機使用前,需要對其做如下檢查:
(1)檢查輸入、輸出輥道是否有死輥、輥子變形、漏水等現象;
(2)檢查垛板臺、對中裝置、轉盤、翻鋼機、測溫裝置、燒嘴等設備狀態是否正常;
(3)檢查板坯自動火焰清理機各介質管路壓力是否正常。
3.2 板坯準備
對板坯做如下準備工作:
(1)確認待清理的板坯信息;
(2)將符合清理要求的板坯吊運至板坯垛板臺,用推鋼機將板坯推至輥道上;
(3)上線輥道將板坯輸送到對中輥道上,光電傳感器進行位置檢測,完成對中;
(4)板坯測溫計自動測量板坯表面溫度,并將測定的溫度值發送至火焰清理控制系統;
(5)板坯進入前夾送輥道,到達燒嘴閉合位置;
(6)上下燒嘴和水平燒嘴依次閉合;
(7)板坯定位,退回至“預熱位”。
3.3 板坯清理
板坯清理過程如下:
(1)啟動預熱開關,預熱開始,丙烷和氧氣通過燒嘴預熱塊噴出,氣體燃燒后產生的熱量在板坯表面形成預熱熔池;
(2)當預熱熔池達到一定深度時,火焰清理過程激活;
(3)清理開始,清理氧氣閥門打開,在前夾送輥的帶動下,板坯以設定速度前進,同時高壓沖渣水閥門打開;
(4)鋼坯繼續移動,通過光電管位置計數,到達后夾送輥位置,激活后夾送輥,以維持牽引且保證通過燒嘴時速度一致;
(5)繼續清理直至鋼坯尾端通過燒嘴,到達觸發“清理結束信號”位置,停止火焰清理。燃氣、氧氣及沖渣水關閉,燒嘴撤回;
(6)除磷水和除磷吹掃開啟,延時一定時間后關閉。
3.4 板坯檢查
對清理后的板坯做如下檢查:
(1)板坯通過輸出輥道到達檢查臺,檢查板坯清理質量,確認其上表面及兩側無漏清;
(2)使用翻鋼機將清理后的板坯翻面,檢查其下表面,確認沒有熔渣等缺陷后,板坯輸出至熱軋輥道下送。
4 清理后板坯缺陷產生原因及處置方案
清理后的板坯常見缺陷有漏清、表面平整度超標和表面熔渣殘留等。表2為清理后板坯缺陷產生原因及處置方案。針對不同的清理后缺陷,及時采取人工補清等措施,并進行必要的設備檢查和維護,保證清理后板坯表面質量滿足下道工序要求。

表2 清理后板坯缺陷產生原因及處置方案Table 2 Causes Leading to Defects and Countermeasures after Slab Scarfing
5 生產實績
5.1 火焰清理機位置設計
三分廠有1號和2號兩臺板坯連鑄機,高級別汽車面板、鍍鋅板等需要表面清理的鋼種主要在1號連鑄機生產。為了提高生產作業效率,將火焰清理機設計在靠近1號連鑄機的位置,火焰清理機上料輥道緊鄰1號連鑄機板坯輸出輥道,使生產出的板坯以最短流程通過火焰清理機進行表面清理,減少了天車倒運板坯造成的生產交叉和時間耽誤,確保連鑄機和火焰清理機生產無縫銜接。
5.2 清理工藝優化
優化生產工藝,對部分冷軋卷表面質量要求相對不高的低碳鋼種,開展不清理熱送試驗,并及時做好后工序的質量跟蹤反饋,在保證質量的前提下節約設備資源。
5.3 設備維護
組建專業的維護團隊,確定“4+8”日(4天小修一次,8天大修一次)定修計劃,優化火焰清理機設備的定修和年修管理,合并設備修理和維護工作,進行燒嘴等重要設備的專項維護工作,以降低火焰清理機的設備故障;優化燒嘴設計,減少漏氧現象,減少板坯漏清,提高清理后板坯表面平整度,從而提高板坯合格率。
5.4 應用效果
使用板坯自動火焰清理機后,三分廠板坯表面質量得到顯著提高,冷軋軋后表面質量缺陷指數明顯下降。板坯自動火焰清理機使用前后鑄坯缺陷指數的對比如圖2所示,由圖2看出,使用后的缺陷指數比使用前降低57.6%。
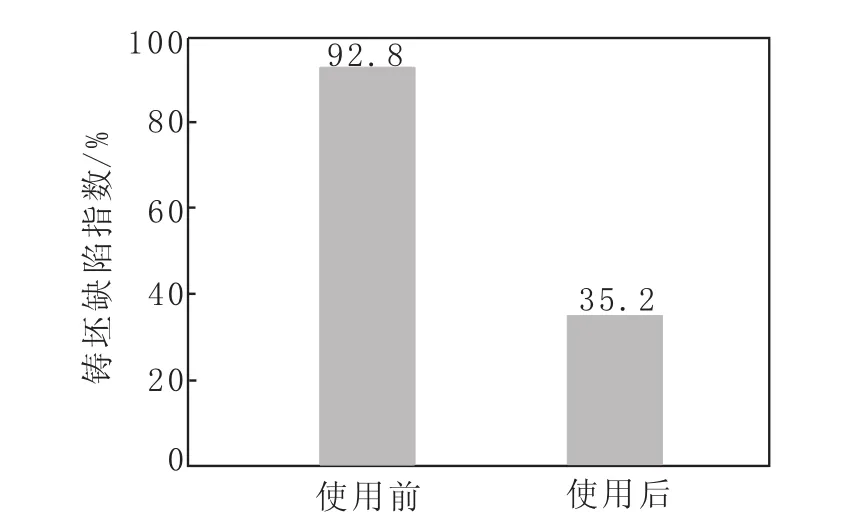
圖2 火焰清理機使用前后鑄坯缺陷指數的對比Fig.2 Contrast of Defect Indexes before and after Using Scarfing Machine
6 結論
鞍鋼股份有限公司煉鋼總廠板坯自動火焰清理機主要用于超低碳汽車板鋼和鍍鋅板等重點鋼種板坯的表面清理。使用板坯自動火焰清理機清理的板坯產品缺陷指數比使用前降低57.6%,使鞍鋼汽車板和鍍鋅板等其它重點品種的產品質量得到大幅提升,為鞍鋼高端汽車面板的市場占有率提供了有力保證。