長玻纖增強聚丙烯在汽車儀表板輕量化上的應用
2020-06-22 07:23:20李東強劉瓊宇任曉康李盈坤
合成材料老化與應用 2020年3期
李東強,劉瓊宇,任曉康,李盈坤
(廣州汽車集團股份有限公司汽車工程研究院,廣東廣州 511434)
近年來,隨著我國經濟的不斷發展,汽車工業也得到了快速發展。然而,由此引發的環境問題也日益嚴重,通過汽車輕量化來降低油耗從而降低環境污染,已經成為汽車行業的研究熱點,其中,使用質量更輕的非金屬材料替代傳統金屬材料的研究在近年來也取得了較大進展[1]。運用復合材料來部分取代車身結構件及內、外飾裝飾件是汽車輕量化的一種行之有效的方法。在眾多的復合材料中,長玻纖增強聚丙烯材料(PP-LGF)以其低廉的價格、優良的力學性能和環境友好性而獲得更多的青睞。與短玻纖增強聚丙烯材料(PP-SGF)相比,PPLGF在強度、剛度、翹曲度、耐疲勞、缺口沖擊強度和尺寸穩定性等方面更具優勢,因此,使用PP-LGF生產的汽車零部件可進一步實現重量及成本的降低。
1 長玻纖增強聚丙烯材料性能特點
長玻纖增強聚丙烯材料的制備工藝主要分為5種,即熔融浸漬、溶液浸漬、粉末浸漬、纖維混編工藝以及薄膜疊層工藝[2],而在汽車零部件領域主要應用的為熔融浸漬法。熔融浸漬法生產的PP-LGF粒子的長度一般為8mm~15mm,其中玻纖的含量可達20%~60%,粒子中玻纖的保留長度可達1mm~3mm,如圖1所示,相較于玻纖保留長度僅為0.2mm~0.4mm的PP-SGF材料,PPLGF因其內部纖維構成的三維網絡結構,可保證產品具有更優的力學性能、抗沖擊性能、耐蠕變性能等特點,更加適合應用于汽車領域對結構性能要求較高的零部件。
此外,如表1所示,隨著纖維含量的增加,PP-LGF的性能也隨之提高。
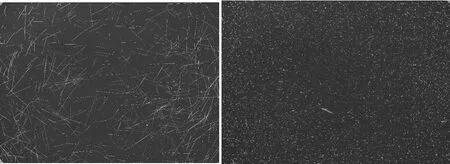
圖1 PP-LGF(左)和PP-SGF(右)中玻纖分布情況Fig. 1 Distribution of glass fiber in PP-LGF (left)and PP-LGF (right)
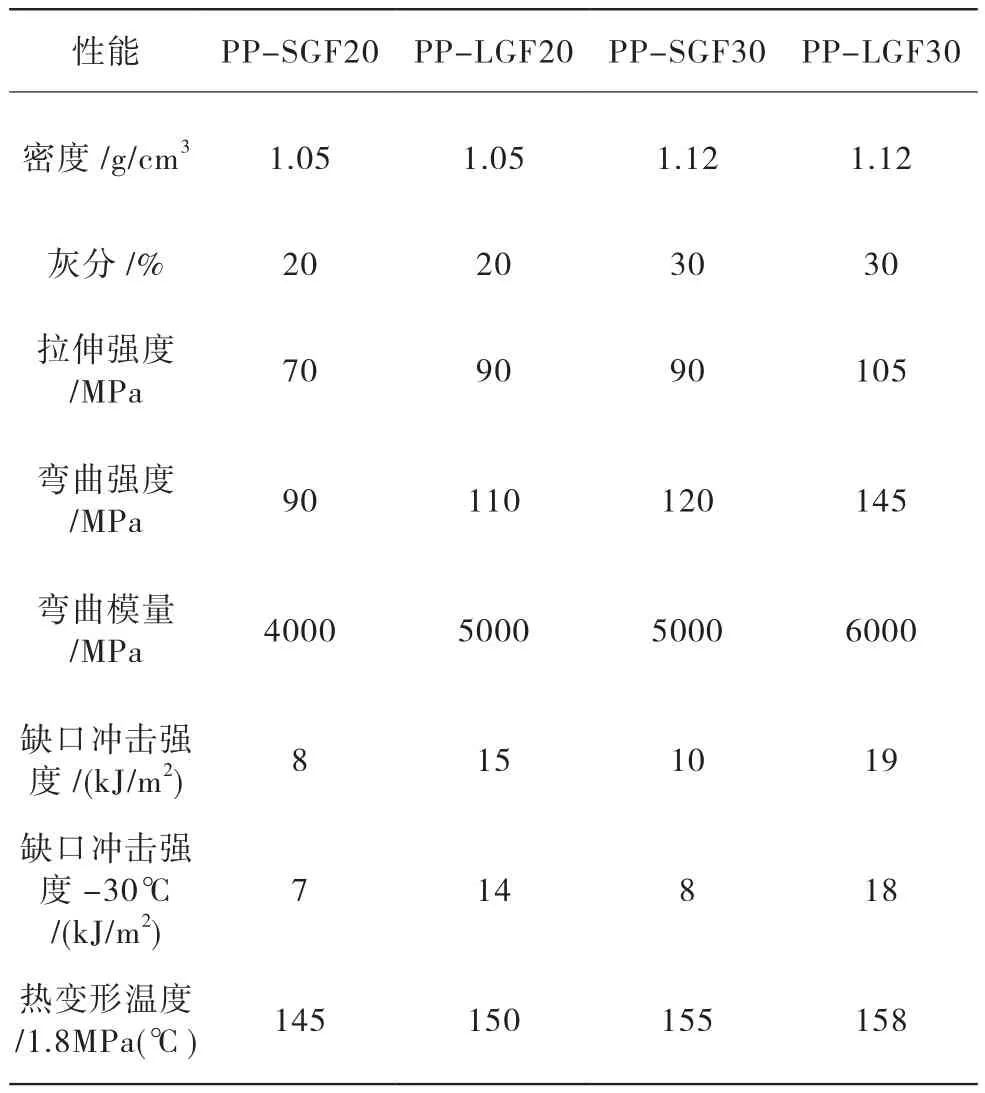
表1 不同玻纖含量PP-LGF材料和PP-SGF材料性能對比Table 1 Comparison of properties of PP-LGF and PP-SGF with different glass fiber content
2 長玻纖增強聚丙烯材料在儀表板上的應用
儀表板是汽車內飾中的重要部件,為提升汽車內飾的感知質量,中、高檔車型普遍會采用軟質儀表板,即在儀表板骨架表面增加軟質表皮層。儀表板骨架作為儀表板系統的主體部件,同時也是電器件和其他功能件的承載結構,因此要求其具有高強度及高剛性,目前在儀表板骨架上使用最為廣泛的為PP材料,采用相同密度的PP-LGF材料替代傳統PP材料,在滿足相關性能的同時,可提升儀表板吸能性能,同時可將現有儀表板骨架的設計厚度由3mm~3.5mm降低到1.8mm~2.5mm,從而降低儀表板骨架重量,推動汽車內飾輕量化。
以下將從PP-LGF應用于儀表板上的薄壁注塑、物理發泡、化學發泡三種成型工藝方面,介紹PP-LGF在儀表板輕量化方面的應用。
2.1 薄壁注塑
薄壁注塑工藝是直接將產品壁厚減薄,在模具中進行加工的一種成型方法,與傳統PP材料注塑的3mm~3.5mm壁厚的儀表板骨架相比,PP-LGF材料運用薄壁注塑工藝制造的儀表板骨架產品壁厚一般為2.5mm左右,整體減重可達約25%。該工藝的投入成本較低,重量優勢明顯。目前,該工藝在國內和國外合資品牌中,如吉利、大眾、上汽、福特等均有應用,一般選擇PPLGF20材料,設計的產品壁厚一般為2.2mm~2.5mm。
然而,薄壁注塑工藝也存在兩點問題,首先是該工藝的模具成本較高,使用薄壁注塑,成型模具需要采用熱流道設計,熱流道模具的成本要比普通注塑工藝的模具成本高。其次,注塑工藝管控和注塑精度要求高,因為PP-LGF中長玻纖分布的各向異性[3],采用PP-LGF材料的薄壁注塑產品翹曲變形較為嚴重,尺寸穩定性較差。
2.2 物理發泡
物理發泡工藝又稱為MuCell 工藝,它是以熱塑性材料為基體,通過將超臨界流體(二氧化碳或氮氣) 溶解到熱熔膠中形成單相溶體,并保持在高壓力下,然后,通過開關式射嘴射進溫度和壓力較低的模具型腔,由于溫度和壓力降低引發分子的不穩定性從而在產品內部形成從十到幾十微米不等的封閉氣泡微孔[4-5],該項技術早期由麻省理工學院發明,1995年由美國Trexel公司將技術實現全球商品化。
MuCell 工藝優勢為成型周期短、產品尺寸穩定性好、翹曲低、產品輕量化和工藝適用性廣。MuCell工藝使用超臨界流體,可有效降低PP-LGF材料黏度, 提高熔體流動性。泡孔成長壓力代替傳統注塑中的保壓階段,縮短成型周期,同時,可使壓力分布均勻,有效降低PPLGF產品內應力,降低因長玻纖各項異性導致的產品翹曲,增加產品的尺寸穩定性。另外,泡孔填充可有效避免產品表面縮痕,微孔結構擴充,降低材料密度,產品重量減輕,較同材質實體,重量可降低5%~10%。目前,福特新蒙迪歐在儀表板骨架上應用了該工藝,骨架產品設計壁厚2.4mm,相較于實心材料重量降低了10%,此外,長城和大眾也有應用于此項技術。
MuCell 工藝的缺點是一次性投入高,工藝難度大,同時相關研究表明,使用該工藝對儀表板減重比控制在3%~8%時,產品性能會下降10%左右,基本滿足性能要求,減重超過8%,機械性能和耐熱老化性能急劇下降,不能滿足要求。若使用MuCell 工藝推薦減重比為3%~5%。
2.3 化學發泡
化學發泡工藝包括模內發泡工藝和二次開模發泡工藝(core-back)(如圖2所示),二者均是在注塑過程中,利用塑料粒子中加入的碳酸氫鈉和碳酸銨類的無機發泡劑,受熱分解產生的二氧化碳等氣體,使產品形成微孔發泡結構,以降低材料密度,減輕產品重量[6]。
其中,core-back工藝因使用了二次開模,相較于模內化學發泡,發泡的倍率更高,產品中形成的泡孔數量更多,產品的減重比更大。一般來說,模內化學發泡的減重比相比于實心材料在5%~8%左右,而core-back工藝可高達30%~50%,具體根據退模行程決定。同物理發泡工藝一樣,化學發泡工藝可在PP-LGF材料應用減重的同時,減少產品翹曲變形,提升產品穩定性,而且二次開模發泡工藝能夠適用于做外觀件。目前,寶馬5系已在儀表板骨架上應用了PP-LGF的core-back工藝,產品壁厚由初始1.8mm左右發泡到3.8mm,重量降低了約40%,此外大眾的部分車型也已使用模內化學發泡工藝。
core-back工藝的缺點是發泡劑較貴,開模的周期較長,模具成本也比模內發泡模具高,而且該工藝的技術難度較高,后期調試周期較長,產品的綜合成本較高。模內發泡工藝的缺點是發泡劑較貴,產品的減重效果不是特別明顯,減重效果低于薄壁注塑工藝,物理發泡工藝和core-back工藝。
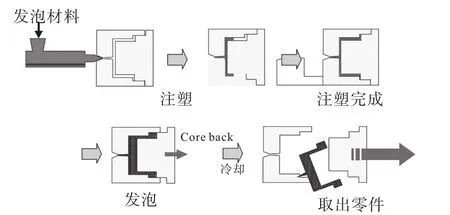
圖2 二次開模發泡示意Fig. 2 Schematic diagram of secondary mold opening foaming
3 PP-LGF在儀表板輕量化上應用展望
輕質高強復合材料在汽車零部件上的應用已經成為汽車輕量化技術的應用焦點,PP-LGF憑借其優異的材料特性和減重效果,已成為汽車儀表板輕量化的重要途徑,具有良好的實用價值。目前PP-LGF材料已經在國內外眾多車型上成功應用。在滿足儀表板性能要求的基礎上,采用PP-LGF的儀表板可以大幅度減重,同時也具有結構強度更好的優勢,產品綜合成本上也與傳統材料相當,因此,PP-LGF材料在未來汽車儀表板的輕量化中必將有更加廣泛的應用。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(2016年4期)2016-04-18 00:24:37
銅業工程(2015年4期)2015-12-29 02:48:39
Coco薇(2015年1期)2015-08-13 02:23:50
決策探索(2014年21期)2014-11-25 12:29:50
石油化工應用(2014年8期)2014-03-11 17:40:03
玩具(2009年10期)2009-11-04 02:33:14
個人電腦(2009年9期)2009-09-14 03:18:46