電液振動試驗臺控制系統設計
2020-06-22 14:21:42吳焱明王聯琦吳喆建孟凡喜何昊陽黃立宇
機械工程與自動化 2020年3期
吳焱明,王聯琦,吳喆建,孟凡喜,何昊陽,黃立宇
(合肥工業大學 機械工程學院,安徽 合肥 230009)
0 引言
工業生產中的各種材料、零部件、構件都需要經過振動試驗才能確定它們的力學性能。了解這些性能能使設計更加合理、使用更加可靠,只有經過試驗才能確定產品性能的優劣。彈性橡膠元件在汽車零部件中應用廣泛,能有效地減少汽車運動過程中零部件的振動,調整內部各系統的動態性能,因此橡膠元件的優劣十分關鍵。
動剛度是衡量彈性橡膠元件抗振能力的主要指標,動剛度越大,振動量越小;動剛度越小,振動量越大。因此設計一種振動試驗臺,利用電液伺服技術實現對彈性橡膠元件動剛度的檢測是十分必要的[1-2]。
1 電液振動試驗臺工作原理
電液伺服振動試驗臺分為試驗臺主機和控制系統兩部分。振動試驗臺三維模型如圖1所示,主要由位移傳感器1、加載框架2、伺服閥3、伺服閥作動器4、橫梁5、上夾具6、夾緊液壓缸7、下夾具8、力傳感器9和升降液壓缸10等組成。彈性橡膠元件固定在上夾具6和下夾具8之間。主機執行的具體動作包括液壓回路的升壓和卸壓、橫梁的升降和夾緊、伺服閥控制的作動器振動[3]。
伺服閥控制的作動器實現理想的正弦振動是下位機控制的核心。下位機采用閉環控制的方式,具體過程為:PLC與上位機進行通信,獲取實驗對象的振動加載信號,同時將與實驗對象接觸的力傳感器和位移傳感器采集的數據信號反饋到PLC,PLC比較兩類信號得出系統的誤差信號,誤差信號經模糊控制算法處理后通過D/A模塊輸送給伺服閥的放大器,伺服閥獲得電流控制信號從而控制液壓缸運動,完成振動實驗。另外,PLC可以控制液壓系統的電磁閥,驅動夾緊缸和升降缸等液壓缸,控制液壓回路升壓和降壓。控制系統組成框圖如圖2所示[4-6]。
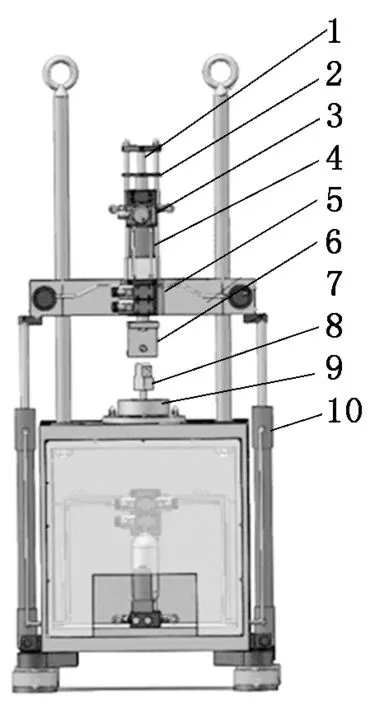
1-位移傳感器;2-加載框架;3-伺服閥;4-伺服閥作動器;5-橫梁;6-上夾具;7-夾緊液壓缸;8-下夾具;9-力傳感器;10-升降液壓缸
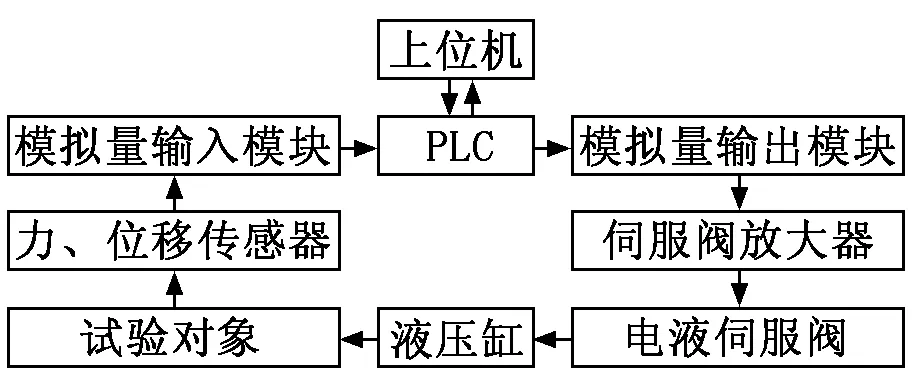
圖2 控制系統組成框圖
2 振動試驗臺控制系統硬件組成
振動試驗臺控制系統采用以工控機為核心的上位機和以PLC為核心的下位機的聯合控制方案。上位機系統需要進行大量的計算、數據處理、網口通信等,因此選用研華ARK-2121L型號工控機。PLC應該支持添加相應的模擬量擴展模塊、支持網口通信等,因此選用施耐德TM241CE40U型號PLC。該PLC的供電電源為直流24 V,24個輸入包括8個高速輸入和16個漏型晶體管,輸出包括4個脈沖輸出,有1個以太網接口,支持Modbus TCP通信,在滿足本系統性能要求的基礎上還留有了裕量。
電液伺服閥是電液伺服控制中的關鍵元件,振動試驗臺控制系統對伺服閥有以下要求:動態響應較好;具有高分辨率,低環滯;驅動力大,結構穩固,使用壽命長。結合成本、性能,選用MOOGG761系列伺服閥,具體型號是G761-3005b。
3 振動試驗臺控制系統軟件設計
3.1 振動試驗臺控制系統軟件組成
振動試驗臺控制系統軟件分為兩個部分:以工控機為核心的上位機軟件和以PLC為核心的下位機軟件。控制系統軟件采用模塊化的思想編寫,其組成框圖如圖3所示。
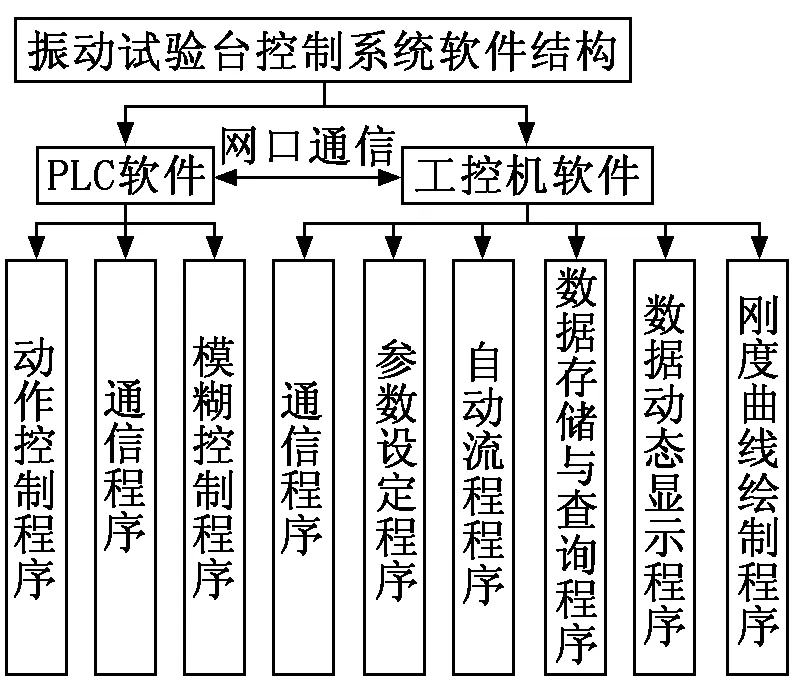
圖3 控制系統軟件組成框圖
工控機軟件程序的開發主要通過.NET平臺的C#語言實現,PLC軟件程序的開發通過軟件Somachine4.3實現[7]。
3.2 PLC軟件
PLC軟件主要包括:
(1) 動作控制程序,用控制柜上的按鈕實現對振動試驗臺升降、夾緊、松開、升壓、卸壓等動作的控制。
(2) 通信程序,實現工控機和PLC的通信,接收來自計算機的控制參數和上傳實時試驗數據。
(3) 模糊控制程序,為實現振動試驗臺良好的振動響應,在PLC中采用模糊控制的方案實現反饋數據的處理和控制數據的輸出。
以下位機為核心的下位機系統運行流程如圖4所示。
3.3 工控機軟件
工控機軟件主要包括:
(1) 通信程序,主要用于計算機和PLC之間的數據交互,實現控制數據的下發和實時試驗數據的采集。
(2) 參數設定程序,用于設定振動試驗相關參數和PLC模糊控制程序參數。
(3) 自動流程程序,主要用于控制已設定好參數的振動試驗的開始和結束。
(4) 數據存儲和查詢程序,主要用于在振動過程中,實時查詢與振動試驗相關的力和位移數據并存儲。
(5) 數據動態顯示程序,主要用于在計算機程序界面上實時顯示振動過程中的位移、力和電壓值曲線。
(6) 剛度曲線繪制程序,主要用于在一次振動測試完成后,回放位移和力數據,繪制動剛度曲線。
以工控機為核心的上位機系統運行流程如圖5所示[8-9]。
4 現場調試及結果
在完成了對振動試驗臺整體方案設計之后,一方面對振動試驗臺的機械部分和電氣部分進行了裝配和接線,實物如圖6所示。另一方面對控制系統程序進行相關的調試,測試液壓運動機構能否按照控制系統程序的指令要求運行以及振動的穩定性和可靠性。
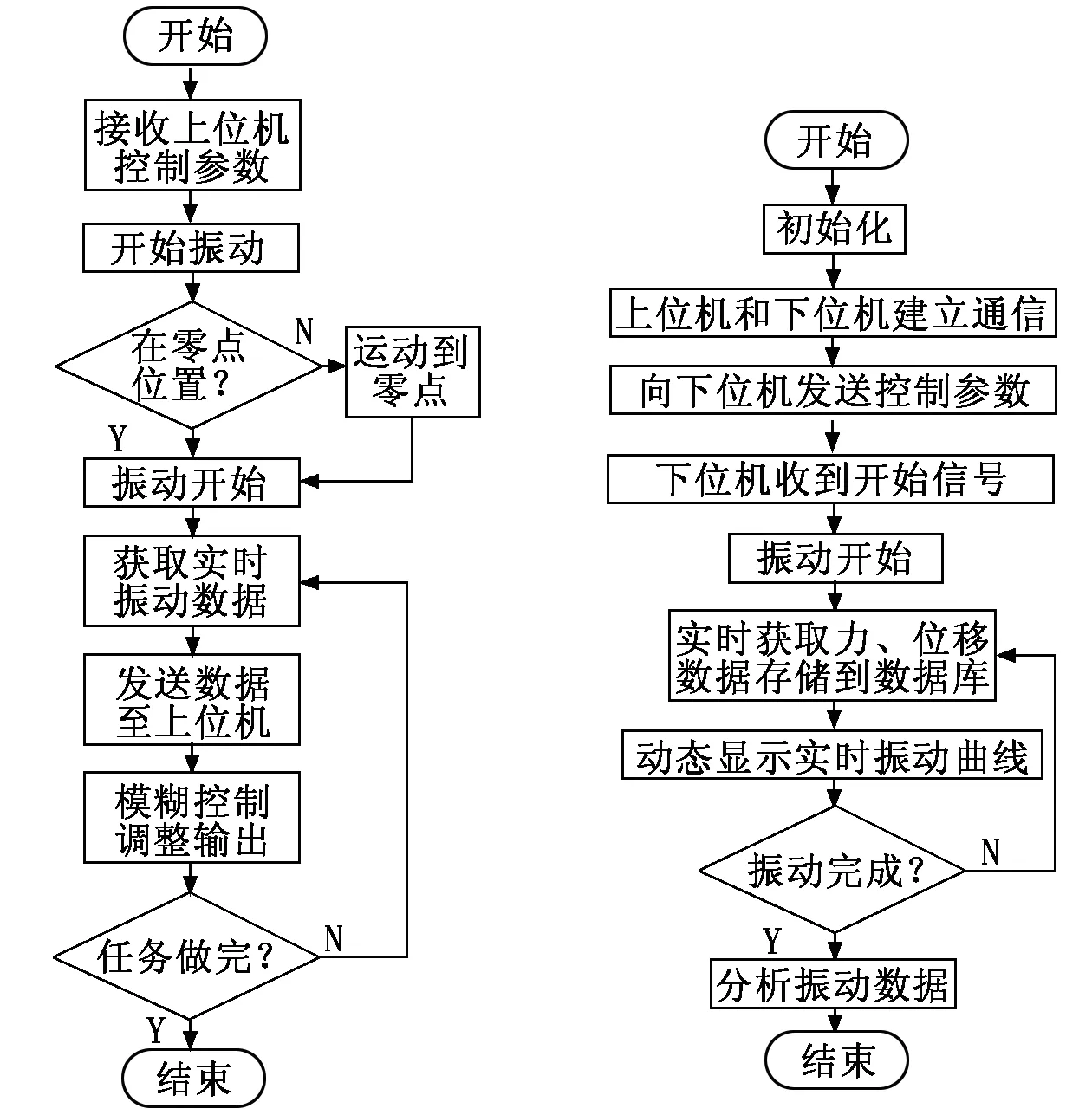
圖4 下位機系統運行流程 圖5 上位機系統運行流程

圖6 振動試驗臺
以橡膠彈性元件振動試驗為例,振動試驗臺的振動頻率范圍為0 Hz~50 Hz,對試驗臺按頻率為10 Hz進行振動測試,實時數據動態顯示如圖7所示。振動試驗過程中,軟件界面實時顯示位移、力動態波形。位移動態曲線反映了橡膠彈性元件在試驗臺頻率為10 Hz時的變形情況。從圖7(a)可知,橡膠彈性元件變形過程為理想的正弦曲線。
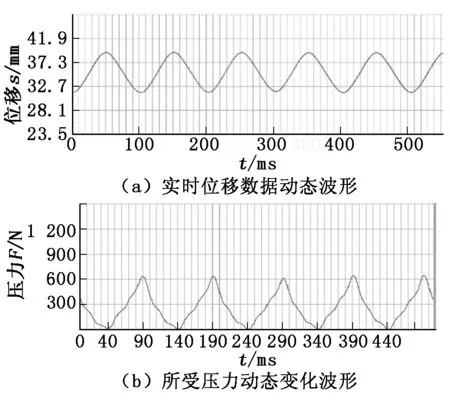
圖7 橡膠彈性元件振動試驗實時數據動態顯示
在試驗過程中,上位機獲取振動過程中的力和位移實時數據并用txt格式保存。振動結束后,遍歷振動過程的力、位移數據,取第四次周期以后的數據繪制工件剛度變化曲線,如圖8所示。圖8(a)是一周期工件剛度變化曲線,曲線上凸部分是振動加載過程,力隨位移的增大而增大,曲線下凹部分為振動減載過程,力隨位移的減小而減小。圖8(b)是試驗過程中工件剛度變化曲線,將全部曲線按振動開始到結束分為series1到series6。從圖8(b)可知,隨著試驗的進行,工件剛度變化曲線逐漸向內部收斂,工件剛度下降[10]。
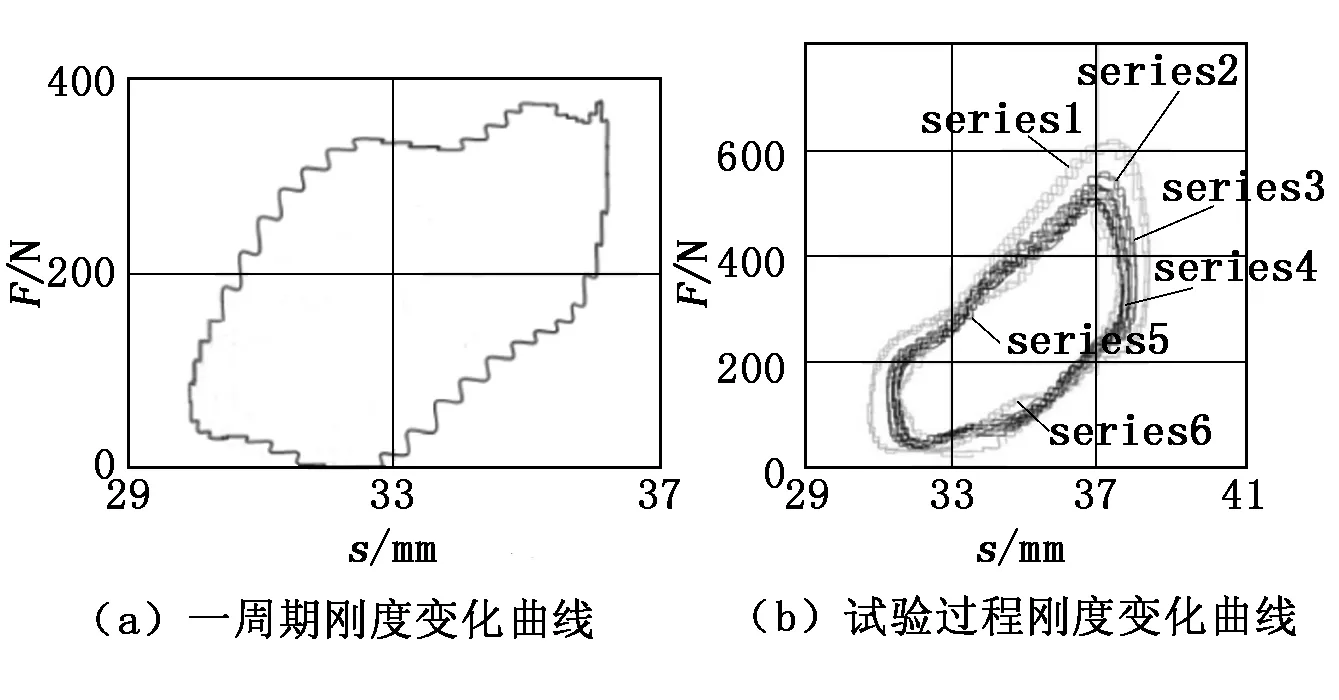
圖8 振動頻率10 Hz下橡膠彈性元件的動剛度曲線
5 結束語
目前,電液伺服振動試驗臺控制系統已經研制完成,在0 Hz到50 Hz振動頻率下,系統具有良好的幅頻特性響應。系統運行時,界面全數字顯示負荷、位移、電壓、試驗頻率等多個工程量。試驗結束后可再現試驗歷程,分析試驗數據,實現了對橡膠彈性元件力學性能的檢測。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
中國衛生(2015年3期)2015-11-19 02:53:32
