5A06鋁合金VPPA/TIG復合焊接頭組織與性能研究
2020-06-23 00:59:28崔衛則謝新義秦永強張立強李韶華
機械工程與自動化 2020年3期
崔衛則,李 青,謝新義,秦永強,張立強,李韶華
(山西航天清華裝備有限責任公司,山西 長治 046012)
0 引言
近年來,隨著航空航天等行業的快速發展,對輕金屬高質量和高效率的焊接方法提出了更高的要求。5A06鋁合金由于其化學性質活潑、熱導率高及線膨脹系數較大等特點,在普通單電弧焊接過程中容易產生氣孔及裂紋等缺陷。與普通單電弧焊接相比,復合焊接技術能夠有效地提升焊接質量和效率。VPPA/TIG復合焊接技術一直是焊接領域的研究熱點,該項技術充分利用變極性等離子弧焊和TIG焊的優勢,將兩個熱源復合后可以優勢互補,形成高質高效的復合熱源[1]。變極性等離子弧(Variable Polarity Plasma Arc,VPPA)焊接技術是一種針對鋁合金焊接而開發的技術,其電流波形是正負極性交替的方波,正極性階段時,等離子弧的高能量輸入可以確保焊縫的質量,而反極性階段高效清除鋁合金表面的氧化膜,從而提高了焊縫的質量[2]。TIG焊接方法電弧穩定,具有良好的焊縫蓋面能力。李國偉等[3]研究了7075鋁合金變極性等離子弧焊接,張勤練等[4]研究了2A14鋁合金變極性等離子弧橫向焊接工藝,孔祥峰等[5]研究了2219鋁合金進行攪拌摩擦與變極性等離子交叉焊。本文采用VPPA/TIG復合焊方法,對5A06鋁合金進行了焊接,并分析焊縫組織及其對力學性能的影響,對實際焊接生產具有指導意義。
1 試驗材料及方法
1.1 試驗材料
母材選用25 mm厚5A06-H112鋁合金,其主要化學成分見表1(國家標準GB/T3190—2008《變形鋁及鋁合金化學成分》),室溫力學性能見表2(國家標準GB/T3880.2—2012《一般工業用鋁及鋁合金板、帶材第2部分:力學性能》)。VPPA焊填充焊絲采用Φ1.6 mm的5A06光亮焊絲,TIG焊填充焊絲采用Φ4 mm的5A06光亮焊絲。
1.2 焊接工藝規范
焊接試板正面未開坡口側采用VPPA焊,背面開坡口側采用多層多道自動TIG焊,試板坡口形式見圖1。

表1 5A06-H112鋁合金化學成分(質量分數) %

表2 5A06-H112室溫力學性能
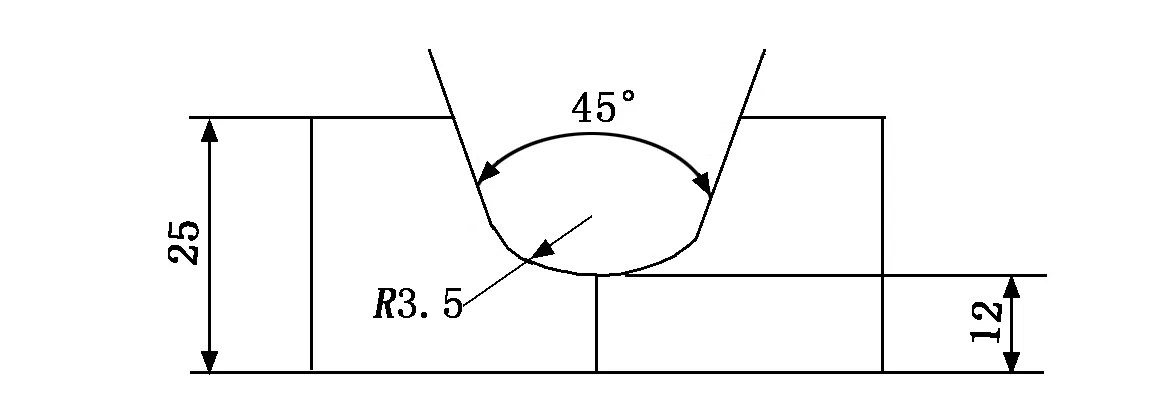
圖1 試板坡口形式
目前國內外的變極性等離子焊接正反極性時間比通常選定在19∶4,使用經驗表明:5A06鋁合金正反極性時間比通常選定在19∶3。鎢極直徑、內縮量均為4 mm。噴嘴孔徑選用4 mm,噴嘴高度為4 mm。起弧后先采用100 A的預熱電流進行預熱,具體工藝參數見表3。
焊接前利用角磨機打磨母材表面的氧化膜,并用丙酮去除母材上的水分和油污。層間溫度控制在70 ℃左右。在保證焊透的前提下減小焊接熱輸入,從而減少接頭變形量。
1.3 試驗方法
焊后采用數控車床車成拉伸試樣,沿垂直于焊縫方向取小塊試樣,磨制成金相試樣,然后在5 mL HF+25 mL HNO3+75 mL HCl混合溶液中腐蝕3 min左右,使用金相顯微鏡觀察焊接接頭顯微組織。接著,對焊縫進行X射線探傷。最后,在電子拉伸試驗機上進行拉伸試驗。
2 試驗結果及分析
2.1 焊縫質量及形貌
在VPPA/TIG復合焊焊接工藝中,VPPA焊接技術的最大工藝特點是焊接過程的熔池中存在小孔,可以有效地排除熔池內的氣孔和夾雜,焊縫具有較高的質量。圖2、圖3分別為VPPA焊側焊縫和TIG焊側焊縫。從圖2可以看出,正面VPPA焊焊縫成形良好,光亮平整,無魚鱗波紋,焊縫寬度大約在10 mm左右,焊縫無焊瘤、未熔合、塌陷等表面缺陷。從圖3可以看出,背面自動TIG焊縫表面具有細密的魚鱗紋,而且寬度在5 mm左右。

表3 焊接工藝參數
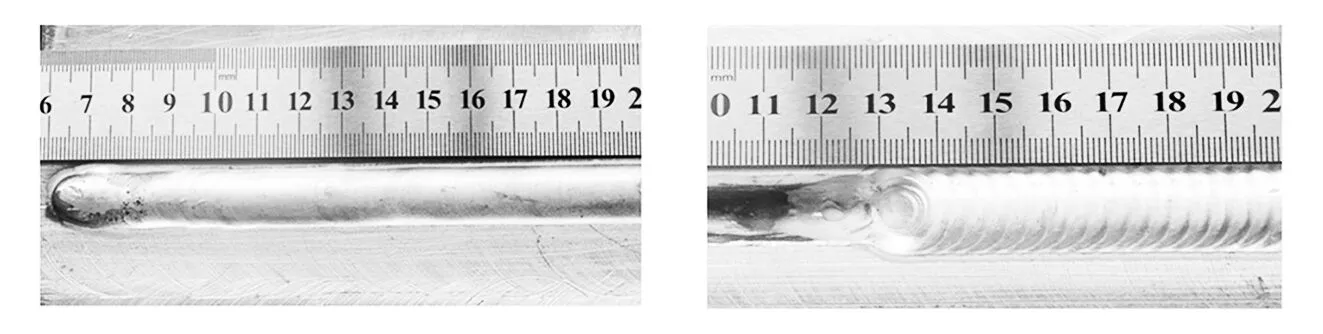
圖2 VPPA焊側焊縫 圖3 TIG焊側焊縫
2.2 焊縫顯微組織特征
圖4為焊接接頭宏觀形貌,從圖中可以明顯看出界限分明的焊縫區及母材區。圖5為母材及焊縫區顯微組織。由圖5(a)可知,由于母材不受焊接熱循環影響,不存在組織上的轉變,仍保持原始軋制態纖維狀,組織為α(Al)和少量析出強化相。圖5(b)和圖5(c)為焊縫區顯微組織,主要由白色的α(Al)固溶體基體以及在α(Al)基體上分布著的細小、黑色的金屬間化合物β(Mg2Al3)相等組成。

圖4 焊接接頭宏觀形貌
從圖5(b)和圖5(c)可看出,VPPA焊焊縫區組織與TIG焊焊縫區組織特點有所不同。由圖5(b)可知,VPPA焊焊縫區顯微組織基本呈現不規則的等軸非枝晶結構,而且晶界之間存在一定量析出的第二相顆粒。顯微組織研究表明:相對于母材組織,焊縫區組織經過熱處理作用,晶粒長大,分界面參差不齊,組織分布不勻;焊縫區析出相增多,呈線狀或者帶狀,這是因為如果Mg元素不能完全固溶于Al中,在300 ℃~450 ℃時,由于元素偏析,會產生Mg2Al3第二相粒子,它們彌散在基體金屬中。從圖5(c)可知,隨著焊接熱輸入的增加,TIG焊焊縫的顯微組織比較粗大,并且晶粒大小不均勻,焊縫區析出的形貌呈圓片狀,第二相β(Mg2Al3)相數量明顯增加,且β相形成細小均勻、彌散分布的粒狀組織。
2.3 焊縫X射線檢測
對焊縫按NB/T47013.2—2015《承壓設備無損檢測第2部分:射線檢測》進行X射線無損檢測,結果表明,焊縫處未發現氣孔、夾雜、未焊透、熔合等缺陷。焊縫質量滿足QJ176B—2016《地面設備熔焊技術條件》中Ⅰ級要求。

圖5 母材及焊縫區顯微組織
由于采用立焊的工藝,變極性等離子弧強烈的穿孔沖刷效應和復雜的熔池金屬流動,有效地消除了氣孔和固體雜質。因此對氣孔非常敏感的5A06鋁合金當采用變極性等離子弧焊工藝時,焊縫裂紋氣孔等缺陷發生率非常低,焊縫質量優良。
2.4 焊縫拉伸力學性能測試
焊后取試樣進行拉伸試驗,如圖6、圖7所示。由圖7可知,斷裂位置均出現在母材。

圖6 拉伸試樣制取 圖7 拉伸試驗斷裂
拉伸試驗結果如表4所示。焊縫強度超過母材強度,說明該VPPA/TIG復合焊方法能夠有效保證厚板5A06的焊縫質量。
3 結論
(1) 焊縫顯微組織分析表明:VPPA焊焊縫區組織晶粒長大,分界面參差不齊,組織分布不勻,析出相明顯增多,呈線狀或者帶狀;TIG焊焊縫區析出相增加,呈圓片狀且細小均勻、彌散分布。
(2) X射線無損檢測結果表明:焊縫處未發現氣孔、夾雜、未焊透、熔合等缺陷。焊縫質量滿足Ⅰ級要求。
(3) 拉伸試驗結果表明:斷裂位置均出現在母材,焊縫處強度優于母材。

表4 5A06焊接接頭室溫力學性能測量值
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24
