檢驗圓孔軸線到實體邊界專用檢具設計
2020-06-29 06:08:02楊順利倫安國馬文朋王振中王翠青
汽車電器 2020年6期
楊順利,倫安國,馬文朋,王振中,王翠青
(河南天海電器有限公司,河南 鶴壁 458030)
在整體注塑模具設計過程中,對于帶圓孔的鈑金件在整體注塑模具設計時常被用來定位。整體注塑模具對圓孔軸線到實體邊界尺寸穩定性要求嚴格,如果該尺寸生產過程不穩定超差,整體注塑時極易導致漏銅、毛刺、注不滿等一系列品質問題。長期以來對圓孔軸線到實體邊界尺寸批量檢驗比較困難,原來的檢驗方法只能借用影像儀或三坐標抽檢測量,無法做到100%過程監控,該方法在生產現場過程控制有一定局限性。為使鈑金件尺寸滿足工程和生產的工具要求,盡可能減少批量生產過程偏差,鈑金件圓孔軸線到實體邊界尺寸需要100%檢驗。針對這種情況本文研究設計專用檢具用于滿足工作需求。
1 端子圓孔φ6.5±0.1軸線到實體邊界尺寸6.85±0.2檢具設計概述
1.1 方案討論
設計檢具目的是為了定性檢驗判定圓孔軸線到實體邊界尺寸6.85±0.2,為了使檢具能夠達到判定精確、操作簡單、不受地點限制等檢驗要求,設計時進行了2套方案的比較探討。
1.1.1 第1套檢具方案
圖1中尺寸②為金屬端子圓孔軸線到邊界尺寸的技術要求。
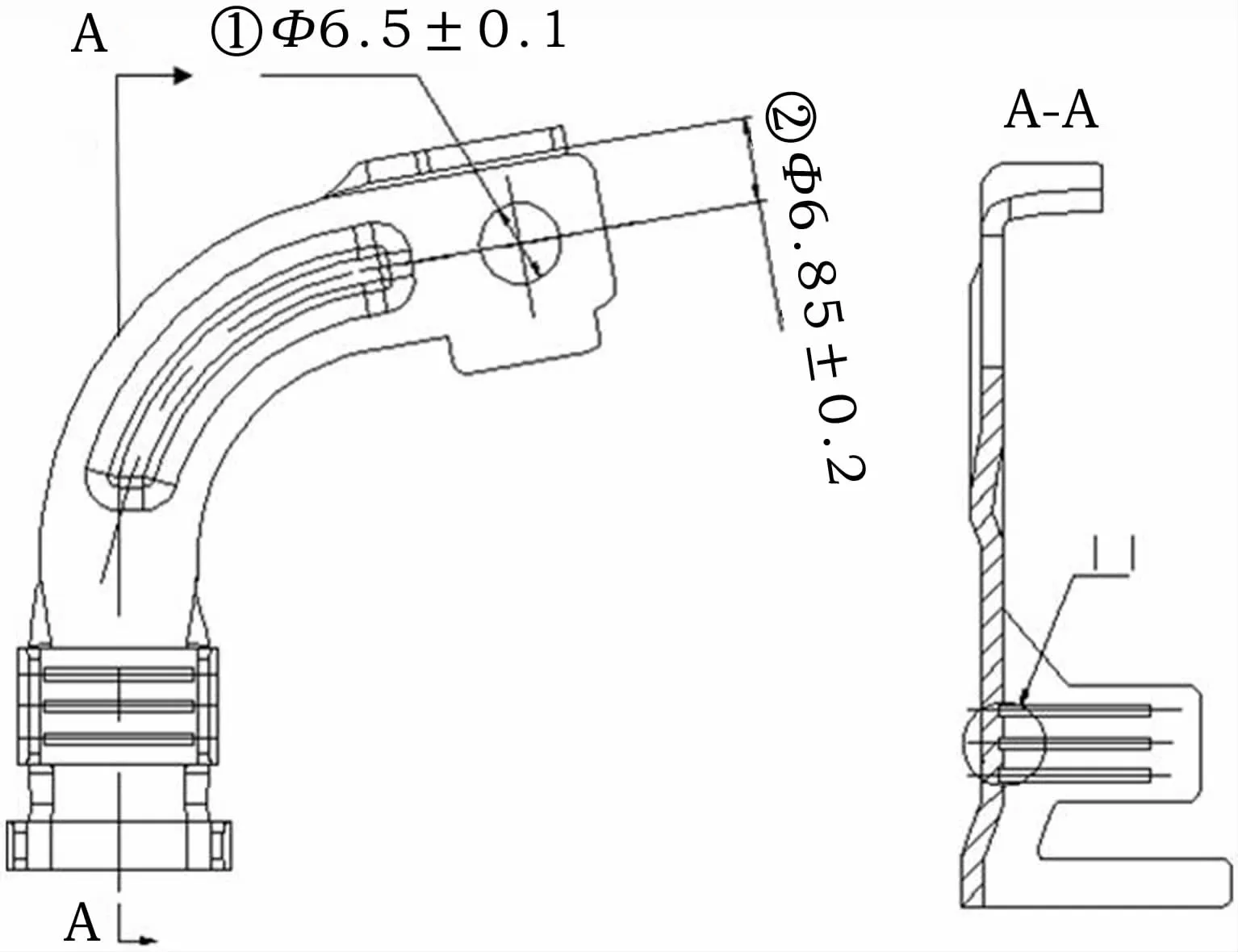
圖1 鈑金端子技術要求
解決尺寸6.85±0.2檢具設計思路必須解決以下3個關鍵問題。
1)關鍵問題1:如果使用機械結構檢具管控,圓孔軸線必須通過基準模擬器等價轉換成可以接觸的基準邊界。
對于關鍵點1設計基準模擬器,前提是圓孔大小必須合格 (可采用止通規判定)。設計針對圖1尺寸①圓孔6.5±0.1的錐形銷基準模擬器,圖2圓孔軸線到實體的邊界距離為a,圖3錐形銷上端圓柱銷外邊界到規定邊界距離為b。在ASME Y14.43-2003標準中可知,當錐形銷與圓孔配合時錐形銷的軸線可模擬等價為圓孔的軸線,實現對b尺寸控制轉化等價于對a的控制。
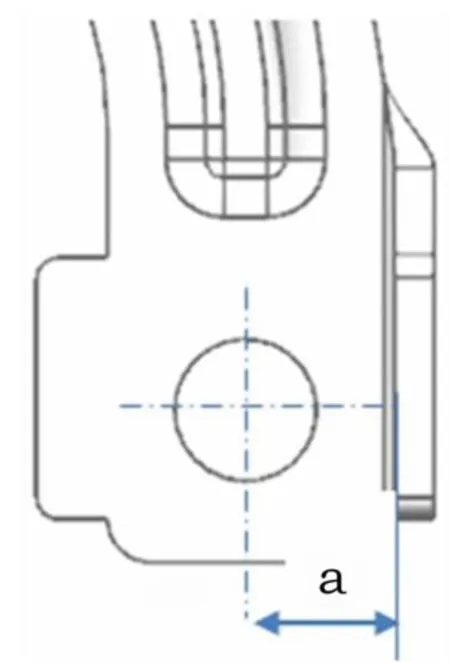
圖2 圓孔軸線與實體邊界距離a
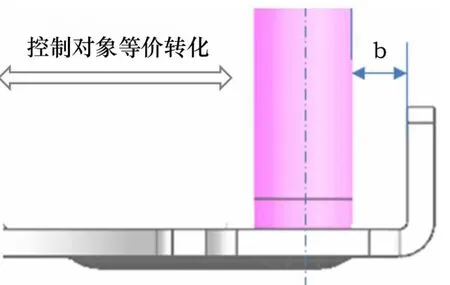
圖3 基準模擬器邊界與實體邊界距離b
2)關鍵問題2:檢具的通止端尺寸和公差的確定。設計針對錐形銷基準模擬器上端圓柱銷外邊界到實體邊界距離之間尺寸b止通規,根據b幾何尺寸確定檢具止通規尺寸,根據a的公差確定檢具的公差,按照檢具公差分配原則:工件公差的5%作為檢具加工制造誤差,另外的5%用于檢具磨損許可,合起來檢具總共公差為工件公差10%。
3)關鍵問題3:鈑金端子自由度約束。物體在空間坐標系中自由度為6個,X、Y、Z 3個方向移動和繞X、Y、Z轉動。根據錐形銷可限制自由度數量可知,當基準模擬器錐形銷與圓孔配合時端子自由度只剩下繞Z軸轉動和Z+方向移動。為防止金屬端子的轉動和移動,檢具本體加上一個限位端面,另外檢驗時用手固定Z+方向移動,由此就可以滿足要求。
滿足以上要求的第1套檢具設計方案見圖4。
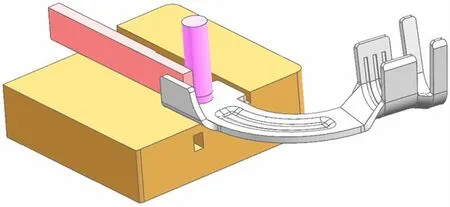
圖4 第1套檢具方案效果圖
第1套方案雖然能實現檢具對檢驗對象的定性過程控制,但在實際使用過程中發現存在以下問題:①放置鈑金端子后插入定位銷,再放置止通規判定,可操作性不高,效率低;②方案1對鈑金端子裝夾定位時,定位面尺寸外形要求嚴格,否則容易造成定位失效;③止通規和定位銷無防跌落措施,有跌落和損壞風險,可能影響使用。
基于以上檢具存在問題,放棄第1套檢具方案,對檢具結構優化升級。
1.1.2 第2套檢具方案
為規避第1套方案存在的弊端進一步優化檢具結構設計。首先對止通規移動采用限位槽滑動結構,基準模擬器 (錐形定位銷)采用固定結構鑲嵌在檢具底座上,這樣避免止通規和定位銷跌落和損壞,而且方便操作。
其次采用齒條齒輪傳動,結合彈簧壓緊結構保證金屬端子精準定位加緊和高效解鎖需求。圓孔軸線到實體邊界距離為a,端子厚度X(料厚度誤差很小不考慮),為了增加檢具強度,定位面向外偏移定量3.0,由于檢驗尺寸② 6.85±0.2的公差,所以金屬端子外邊界與基準面之間距離為3.0±0.2,轉化等價示意圖見圖5。
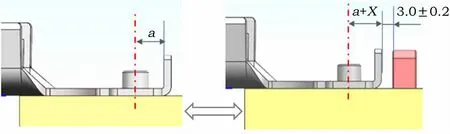
圖5 控制尺寸之間等價轉換
基于最初3個關鍵點和第1套檢具方案,更新優化后檢具既保證測量精度可靠性,又方便操作,故采用此方案。檢具結構和檢驗效果如圖6、圖7所示。
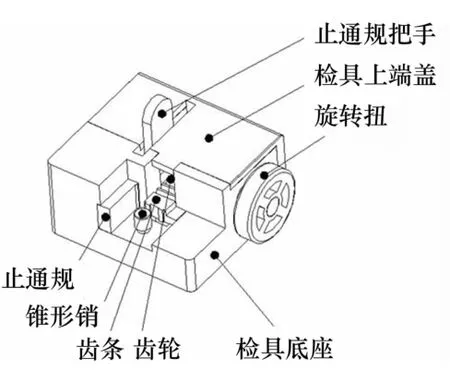
圖6 檢具結構圖
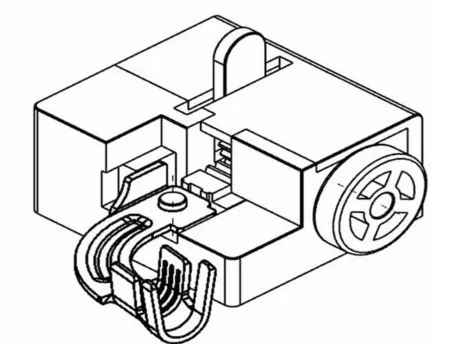
圖7 檢具檢驗效果圖
1.2 設計過程主要參數的確定
1.2.1 止通規和定位銷的設計
根據圖5所示尺寸范圍,確定檢驗部分止通規尺寸。
1)通規尺寸:3.0-0.2=2.8+0.02-0.02mm,止規尺寸:3.0+0.2=3.2+0.02-0.02mm。如圖8所示。
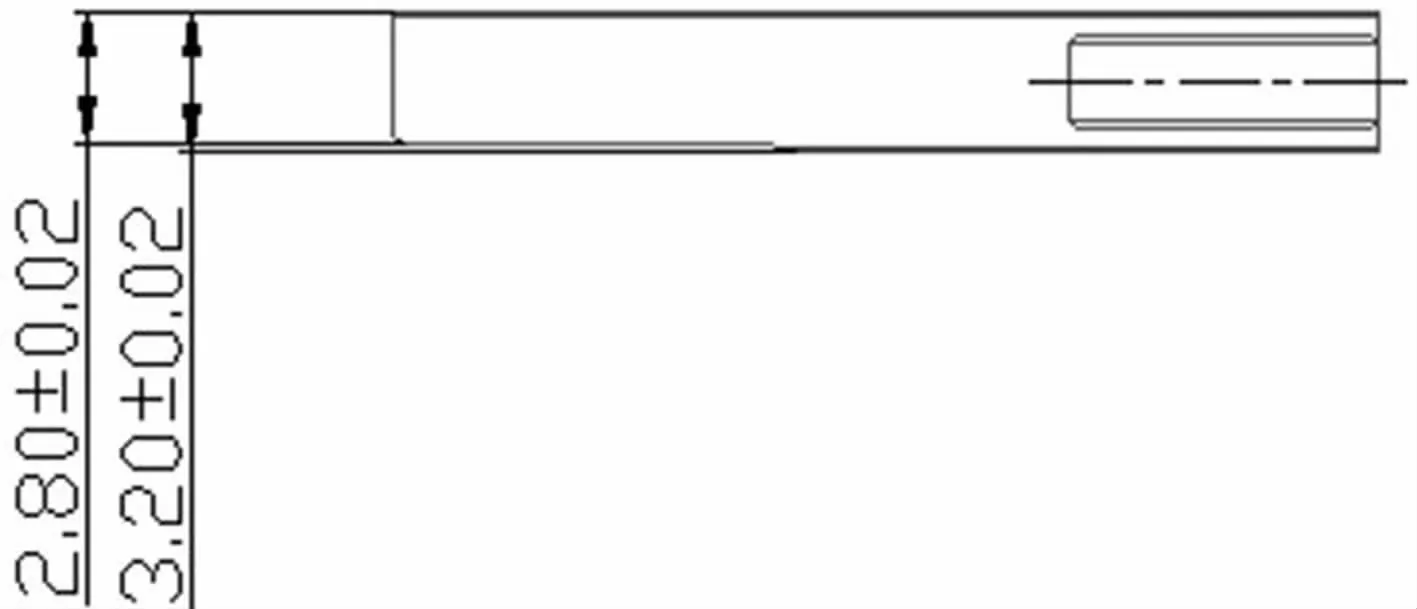
圖8 止通規技術要求
2)定位錐形銷尺寸:根據圓孔直徑尺寸確定錐形銷上下端圓柱直徑尺寸,上端圓柱直徑φ1=6.5-0.1=6.4,下端圓柱直徑φ2=6.5+0.1=6.6,因固定銷的長度尺寸L≥金屬端子料厚X,顧采用錐度為1∶30。如圖9所示。
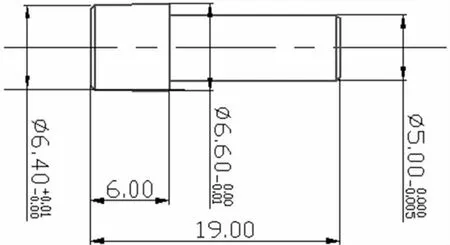
圖9 錐形銷技術要求
1.2.2 測量能力指數的測量判定
根據ASME-Y14.43《量規和夾具定尺寸和公差原理》,對于公差大的檢測參數 (通常公差在0.13以上)采用止通規測量,對于公差在0.05~0.13之間的檢測參數一般采用帶表類檢具進行測量,對于公差<0.05mm,一般采用氣電或電感類檢具測量。所有按照以上原則配置的合格檢具滿足測量能力要求。
2 檢具實際使用驗證與鑒定
1)經過長時間使用的實踐證明,檢具檢驗穩定可靠。
2)此種檢驗方法簡單易行,操作工人可做到對工件100%檢驗,產品品質得到保證,檢驗過程也得到了簡化。能及時快速檢驗判定產品的狀態,提高了檢驗效率,同時監控生產過程穩定性,有效地控制加工狀態,保障了產品品質。
本文所述檢具已成功申請專利:一種圓孔軸線到實體邊界專用檢具,201921289517.1。