汽車鈑金零部件下料機(jī)械手爪的模塊化設(shè)計(jì)
2020-06-29 07:16:23陳芳
微型電腦應(yīng)用 2020年5期
關(guān)鍵詞:模塊化
陳芳
摘 要:考慮汽車鈑金零部件生產(chǎn)線中的下料任務(wù),實(shí)現(xiàn)了真空吸附結(jié)合磁力吸附結(jié)構(gòu)的設(shè)計(jì)。基于此,通過(guò)模塊化原理實(shí)現(xiàn)工業(yè)機(jī)械手爪的設(shè)計(jì),實(shí)現(xiàn)生產(chǎn)線中不同工業(yè)下料的工作,利用機(jī)械下料實(shí)驗(yàn)對(duì)機(jī)械手爪可靠性進(jìn)行了驗(yàn)證。
關(guān)鍵詞:汽車鈑金零部件;下料;機(jī)械手爪;模塊化
Abstract:In this paper, the design of vacuum adsorption and magnetic adsorption structure is realized for the blanking task of automobile sheet metal parts production line. Based on this, the design of industrial mechanical claw is realized by modularization principle. The reliability of mechanical claw is verified by mechanical cutting experiment.
Key words:automobile sheet metal parts;blanking;mechanical gripper;modularization
0 引言
在我國(guó)沖壓加工技術(shù)不斷發(fā)展的過(guò)程中,其占據(jù)機(jī)械加工過(guò)程中的比重不斷的擴(kuò)大。沖壓產(chǎn)業(yè)發(fā)展對(duì)于沖壓機(jī)工生產(chǎn)工藝不斷的提高,傳統(tǒng)手工送料的方式因?yàn)槭艿剿俣取⒕取踩缘闹萍s,無(wú)法滿足現(xiàn)代化生產(chǎn)需求,自動(dòng)送料結(jié)構(gòu)逐漸代替?zhèn)鹘y(tǒng)手工送料。目前,已經(jīng)不再需要大量勞動(dòng)力實(shí)現(xiàn)生產(chǎn)活動(dòng),勞動(dòng)密集型逐漸轉(zhuǎn)變成為技術(shù)密集型,沖壓自動(dòng)化生產(chǎn)成為未來(lái)沖壓行業(yè)主要的發(fā)展趨勢(shì)。
1 自動(dòng)化沖壓生產(chǎn)線的對(duì)比
1.1 傳統(tǒng)沖壓生產(chǎn)線
傳統(tǒng)沖壓生產(chǎn)線主要包括多個(gè)單動(dòng)機(jī)械壓力機(jī)構(gòu)成,將機(jī)械手安裝到不同壓力機(jī)中,實(shí)現(xiàn)加工工位的控制,從而實(shí)現(xiàn)工件翻轉(zhuǎn)。此種上下料方式結(jié)合機(jī)械及人工,為半機(jī)械化流水線。現(xiàn)代,我國(guó)大部分沖壓企業(yè)都是利用此種方式實(shí)現(xiàn)生產(chǎn)。
1.2 柔性自動(dòng)化送料
此為常規(guī)機(jī)械手系統(tǒng)及多工位橫桿輸送系統(tǒng)中間的結(jié)構(gòu),自動(dòng)化送料較為靈活、簡(jiǎn)便、高效。另外,此種系統(tǒng)在大批量及加工方式不變化的生產(chǎn)線中,無(wú)法在多品種、小批量產(chǎn)品生產(chǎn)中使用[1]。
1.3 多自由度送料機(jī)器人
常見(jiàn)自動(dòng)沖壓生產(chǎn)線使用穿梭小車式,現(xiàn)代國(guó)內(nèi)沖壓生產(chǎn)線自動(dòng)化輸送系統(tǒng)都屬于此種方式。此種方式的穩(wěn)定性標(biāo)高,但是購(gòu)買(mǎi)機(jī)器人的成本也比較高,價(jià)格較為昂貴,速度比較慢,只能夠在大型沖壓行業(yè)中使用。
1.4 快速送料機(jī)械手
目前,快速送料機(jī)械手被廣泛應(yīng)用到中小沖壓企業(yè)中。此種送料方式具有較快的送料速度,還能夠在各種沖壓生產(chǎn)線中使用,具有較為廣泛適用面,滿足我國(guó)實(shí)際發(fā)展需求。但是,此種機(jī)械手大部分都是購(gòu)買(mǎi)與國(guó)外,價(jià)格比較貴,維修也不方便。國(guó)內(nèi)生產(chǎn)機(jī)械手,如圖1所示。
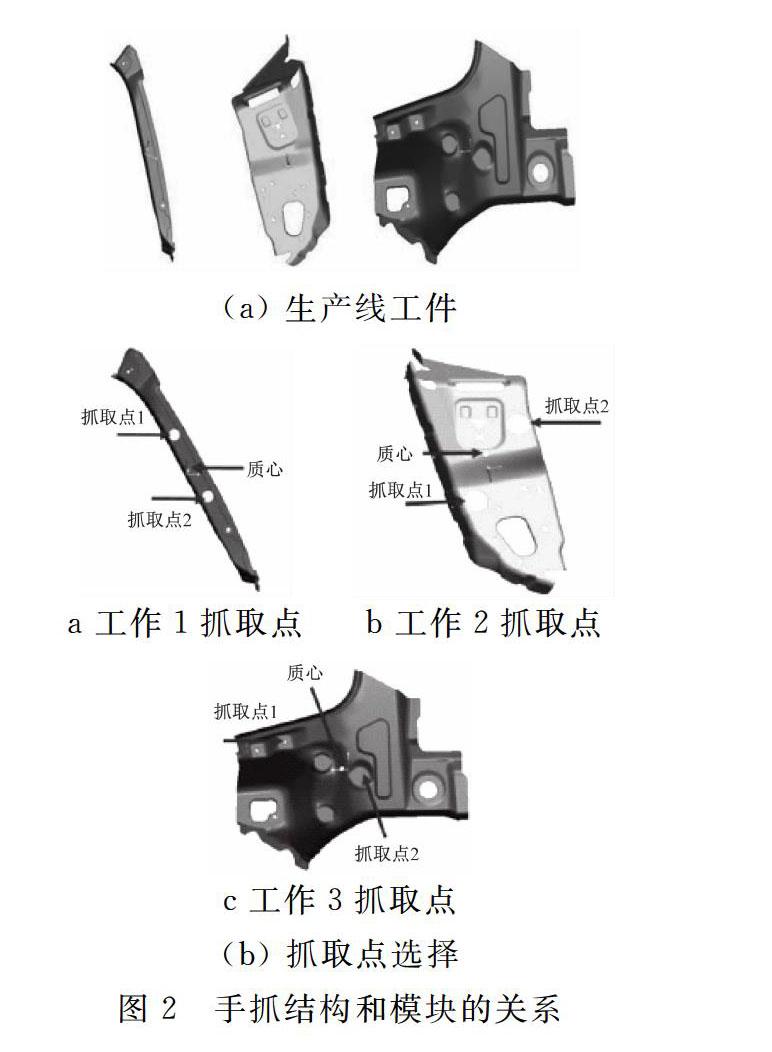
其雖然能夠?qū)崿F(xiàn)快速的上下料,但是在滑塊中安裝支座,在上下卸料的過(guò)程中無(wú)法對(duì)其穩(wěn)定性進(jìn)行保證[2]。為了保證手抓抓取工件時(shí)力和力矩的平衡,分別在工件質(zhì)心兩側(cè)尋找合適抓取點(diǎn),并且兩個(gè)抓取點(diǎn)距離分別為180 mm,如圖2所示。
2 機(jī)械手結(jié)構(gòu)設(shè)計(jì)
為了能夠有效定位工件,抓取被加工件到?jīng)_壓線中放置實(shí)現(xiàn)沖壓,要求旋轉(zhuǎn)、平移及抓取3個(gè)動(dòng)作為基礎(chǔ),實(shí)現(xiàn)上述動(dòng)作模型的創(chuàng)建。
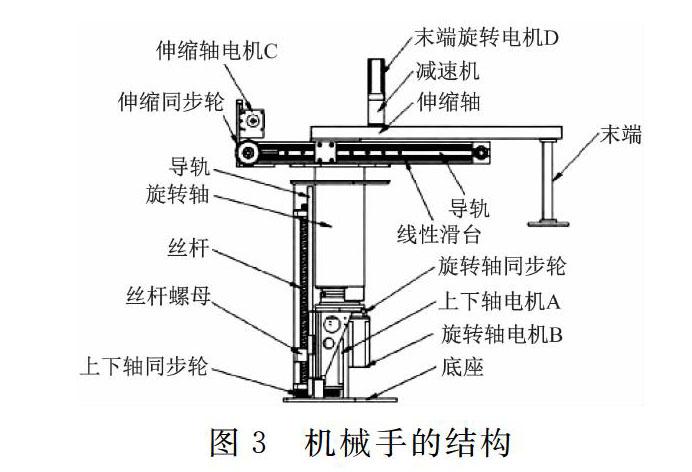
機(jī)械手的結(jié)構(gòu),如圖3所示。
此模型主要包括上下升降、底座、伸縮、中心旋轉(zhuǎn)和末端。對(duì)應(yīng)地主要包括四個(gè)自由度,上下升降軸J1、中心旋轉(zhuǎn)軸J2、前后伸縮軸J3、末端旋轉(zhuǎn)軸J4。
上下軸傳動(dòng)方案利用交流伺服電機(jī)促進(jìn)同步輪實(shí)現(xiàn)傳動(dòng),并且利用同步帶為同步輪進(jìn)行傳遞,通過(guò)同步輪軸和絲桿連接,從而實(shí)現(xiàn)轉(zhuǎn)動(dòng),絲桿螺母和平臺(tái)在機(jī)械手整體上下升降實(shí)現(xiàn)固定。中心旋轉(zhuǎn)軸電機(jī)B使利用同步帶減速連接諧波減速器軸,以此使負(fù)載慣量得到降低,使輸入轉(zhuǎn)矩得到提高,提高控制的進(jìn)度。伸縮軸電機(jī)主要作用就是利用線性滑臺(tái)使旋轉(zhuǎn)運(yùn)動(dòng)朝著直線運(yùn)動(dòng)進(jìn)行轉(zhuǎn)變,末端伺服電機(jī)是轉(zhuǎn)動(dòng)軸驅(qū)動(dòng),使其帶動(dòng)末端進(jìn)行旋轉(zhuǎn),從而在平面內(nèi)實(shí)現(xiàn)末端的定位[3]。
3 機(jī)械方案的設(shè)計(jì)
機(jī)械手機(jī)械結(jié)構(gòu)主要包括:其一,結(jié)構(gòu)主體通過(guò)鋁板、鋁型材構(gòu)成;其二,在鋁板中安裝30個(gè)真空吸盤(pán),不同的真空吸盤(pán)中設(shè)置控制開(kāi)關(guān),以吸附工件尺寸實(shí)現(xiàn)工作中真空吸盤(pán)數(shù)量的調(diào)節(jié);其三,X軸傳動(dòng)機(jī)構(gòu)屬于同步帶傳動(dòng)機(jī)構(gòu),主要包括上下兩層,利用線性導(dǎo)軌實(shí)現(xiàn)導(dǎo)向,機(jī)構(gòu)通過(guò)一個(gè)伺服電機(jī)利用同步帶驅(qū)動(dòng)雙層支臂同時(shí)伸縮,設(shè)置1 800 mm行程。Y軸傳動(dòng)機(jī)構(gòu)屬于絲杠傳動(dòng)機(jī)構(gòu),固定螺母,絲杠開(kāi)始運(yùn)動(dòng),設(shè)計(jì)500 mm行程。
壓力機(jī)下料機(jī)械手下料節(jié)拍為每件4 s,下料的時(shí)間較為緊迫,在設(shè)計(jì)過(guò)程中要在4 s中滿足機(jī)械手從壓力機(jī)外進(jìn)入到吸附位置的需求,之后使工件搬運(yùn)到壓力機(jī)中[4]。
4 末端執(zhí)行模塊的設(shè)計(jì)
常見(jiàn)工業(yè)機(jī)器人中的末端執(zhí)行器根據(jù)握持原理劃分成為夾持類及吸附類兩種,本文在研究過(guò)程中的機(jī)械手是對(duì)于鈑金自動(dòng)下料設(shè)計(jì)的,由于鈑金形狀屬于平面直板,對(duì)夾持類機(jī)械手末端夾持是非常不利的,吸附式手部特點(diǎn)能夠滿足大平面物體需求,鈑金平面直板型形狀能夠滿足此需求,那么本課題使用機(jī)械手末端執(zhí)行器作為吸附類手部。工業(yè)過(guò)程中所使用的吸附類末端執(zhí)行器根據(jù)不同的吸附原理劃分成為氣吸式及磁吸式兩種。
其一,吸附式。氣吸式末端執(zhí)行器屬于工業(yè)中較為常見(jiàn)的吸持物件裝置,主要包括進(jìn)排氣系統(tǒng)、吸盤(pán)及吸盤(pán)支架,其工作原理就是通過(guò)真空吸盤(pán)中內(nèi)外氣壓差將工件吸氣。氣吸使用較為便捷,重量比較輕,不會(huì)污染環(huán)境,機(jī)械結(jié)構(gòu)較為簡(jiǎn)單。氣吸式末端執(zhí)行器能夠在非金屬材料中使用,所以對(duì)于被吸持工件預(yù)定輸送位置誤差并沒(méi)有較高的要求,但是要求吸附物料平整順滑,被吸工件沒(méi)有漏氣及孔洞[5]。
猜你喜歡
海洋信息技術(shù)與應(yīng)用(2022年1期)2022-06-05 07:38:22
裝備制造技術(shù)(2021年2期)2021-07-21 05:38:44
現(xiàn)代裝飾(2020年5期)2020-05-30 13:01:56
汽車與新動(dòng)力(2019年5期)2019-11-07 05:20:16
系統(tǒng)管理學(xué)報(bào)(2018年3期)2018-08-13 01:05:42
中國(guó)核電(2017年2期)2017-08-11 08:00:56
流程工業(yè)(2017年4期)2017-06-21 06:29:52
流程工業(yè)(2017年4期)2017-06-21 06:29:50
石油化工建設(shè)(2015年2期)2015-12-01 04:16:44
中國(guó)教育技術(shù)裝備(2015年10期)2015-03-01 02:41:05

- 微型電腦應(yīng)用的其它文章
- 基于AR技術(shù)的鉆探開(kāi)采事故處理過(guò)程安全監(jiān)控方法研究
- 基于VC的移動(dòng)通信網(wǎng)絡(luò)鄰區(qū)自動(dòng)規(guī)劃軟件設(shè)計(jì)與實(shí)現(xiàn)
- 基于BP神經(jīng)網(wǎng)絡(luò)算法的農(nóng)產(chǎn)品跨境電商人才培養(yǎng)方案設(shè)計(jì)與應(yīng)用
- 基于神經(jīng)網(wǎng)絡(luò)的車輛動(dòng)態(tài)稱重系統(tǒng)設(shè)計(jì)和應(yīng)用
- 基于云計(jì)算資源分配與調(diào)度優(yōu)化的改進(jìn)蟻群算法研究
- 汽車防酒駕控制裝置設(shè)計(jì)研究