高速線材活套堆鋼原因分析及控制
2020-06-30 02:26:30胡鵬飛王瑞彬王軍清王志義王紅軍
中國(guó)金屬通報(bào) 2020年2期
胡鵬飛,王瑞彬,王軍清,王志義,王紅軍
(河鋼邯鋼有限公司 大型軋鋼廠,河北 邯鄲 056001)
高速線材生產(chǎn)中,大多采用微張力和活套無(wú)張力自動(dòng)控制,以保證軋件斷面尺寸精度,提高生產(chǎn)效率和產(chǎn)品質(zhì)量。活套控制系統(tǒng)是高速線材生產(chǎn)的重要組成部分,用來(lái)調(diào)節(jié)金屬秒流量的平衡并保證各機(jī)架間軋件的張力恒定。本文圍繞某鋼廠線材產(chǎn)線的活套堆鋼問(wèn)題,針對(duì)軋鋼工藝和活套控制系統(tǒng)進(jìn)行研究,重點(diǎn)對(duì)活套堆鋼的原因和改進(jìn)措施進(jìn)行詳細(xì)闡述。
1 存在問(wèn)題及難點(diǎn)
邯鋼高線是一條單線無(wú)扭高速全連續(xù)生產(chǎn)線,全線30架軋機(jī),1架~16架采用平立交替的POMINI“紅圈”軋機(jī),精軋機(jī)組為摩根六代45°頂交無(wú)扭軋機(jī),采用“2+8+4”布局,預(yù)精軋和摩根區(qū)共設(shè)3個(gè)立活套和2個(gè)側(cè)活套,其中預(yù)精軋與精軋機(jī)之間僅設(shè)有1個(gè)側(cè)活套。φ12圓及以上規(guī)格精軋機(jī)空過(guò),預(yù)精軋至減定徑距離123.82,側(cè)活套對(duì)成品尺寸精度有著至關(guān)重要的作用,側(cè)活套起套和落套穩(wěn)定性對(duì)生產(chǎn)順行起著重要作用。
預(yù)精軋與精軋之間設(shè)有一個(gè)側(cè)活套,活套頭部起套堆鋼、尾部落套甩尾成為摩根區(qū)活套堆鋼的最為棘手和常見(jiàn)的問(wèn)題,其中φ12規(guī)格摩根區(qū)側(cè)活套甩尾成為制約線材作業(yè)率的難點(diǎn)。頭部起套堆鋼主要問(wèn)題為軋線較長(zhǎng),軋件頭部阻力大,軋件咬入下一架輥縫后,起套時(shí)軋件前后速度差大,超過(guò)起套套量導(dǎo)致打結(jié)堆鋼;活套尾部打結(jié)堆鋼主要是由于活套收套的過(guò)程中,上游機(jī)架的降速不足以消耗或套內(nèi)的套量。
2 活套控制原理
邯鋼線材采用德國(guó)SIEMENS控制系統(tǒng),該系統(tǒng)活套采用PID算法。自動(dòng)活套控制是在軋件弧形曲線進(jìn)行監(jiān)測(cè)和實(shí)時(shí)反饋調(diào)整完成的。活套起套動(dòng)作是軋件咬入下一架輥縫后,控制系統(tǒng)進(jìn)入活套形成階段,系統(tǒng)根據(jù)活套掃描測(cè)得的實(shí)際高度與設(shè)定高度比較,直到活套檢測(cè)器監(jiān)測(cè)到軋件。活套形成后,PI調(diào)節(jié)器根據(jù)活套套量實(shí)測(cè)值和設(shè)定值不斷修正前軋機(jī)的速度,同時(shí)逆向級(jí)聯(lián)投入工作。活套落套,預(yù)先將收套速度加入到上游機(jī)架中,通過(guò)調(diào)節(jié)上游機(jī)架速度來(lái)降低活套高度,完成收套動(dòng)作,收套完成后進(jìn)入下一軋件活套控制。
活套高度的監(jiān)測(cè)采用光電式活套掃描儀,經(jīng)掃描輸出脈沖信號(hào),經(jīng)線性轉(zhuǎn)換電路轉(zhuǎn)換后得到數(shù)字信號(hào),得到活套高度。高溫條件下,金屬軋件仍具有很大的剛性,起活套形狀近似為正弦曲線,見(jiàn)圖1,通過(guò)公式計(jì)算得到活套弧長(zhǎng)和套量。
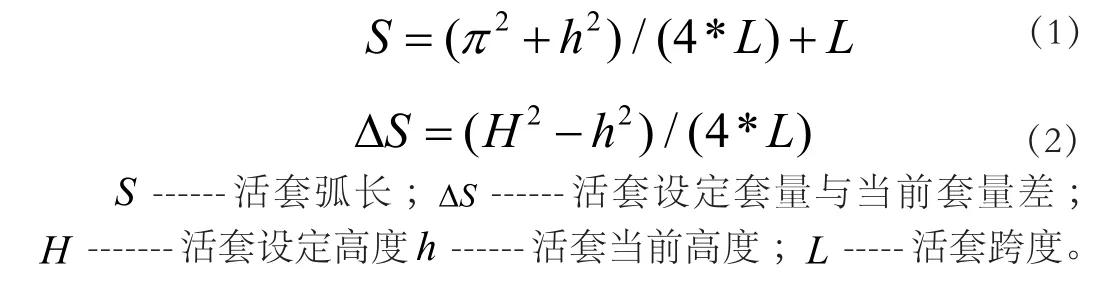
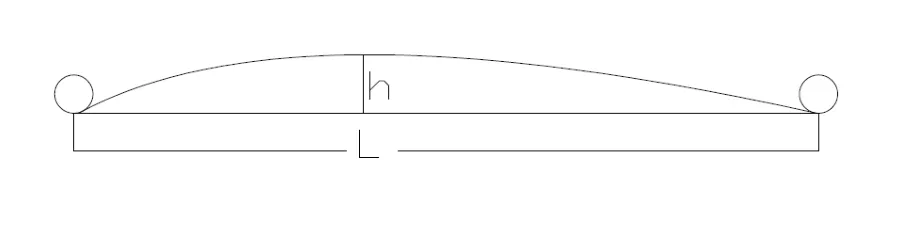
圖1 側(cè)活套近期弧線
3 原因分析
2018年摩根區(qū)側(cè)活套尾部堆鋼成為活套堆鋼事故中的主要部分。其中,摩根區(qū)側(cè)活套堆鋼時(shí)間長(zhǎng)達(dá)300min/月,軋甩5條/月,成為制約生產(chǎn)的主要因素,通過(guò)總結(jié)高線摩根區(qū)側(cè)活套堆鋼事故,并對(duì)事故分析結(jié)果進(jìn)行分類匯總:
(1)摩根區(qū)導(dǎo)槽阻力大,軋件未咬入減定徑,側(cè)活套起套堆鋼。
(2)軋件咬入減定徑,起套不穩(wěn),打結(jié)堆鋼。
(3)尾部落套時(shí),活套套量未完全消除,尾部打結(jié)堆鋼。
4 改進(jìn)和效果
線材生產(chǎn)φ12規(guī)格及以上規(guī)格時(shí),精軋機(jī)空過(guò),預(yù)精軋到減定徑之間距離為123.82m,軋件出預(yù)精軋到減定徑主要依靠軋件自身速度和夾送輥夾持,中間只設(shè)一個(gè)側(cè)活套,側(cè)活套頭部起套堆鋼和尾部落套甩尾已成為φ12規(guī)格及以上規(guī)格主要問(wèn)題,針對(duì)堆鋼原因,主要采取的措施如下:
(1)定期更換磨損嚴(yán)重導(dǎo)槽和補(bǔ)焊空過(guò)導(dǎo)槽,減少導(dǎo)槽錯(cuò)位和導(dǎo)槽磨損軋線不對(duì)中引起的頭部起套堆鋼事故。
(2)通過(guò)對(duì)工藝和控制系統(tǒng)共同改進(jìn),具體如下:
①標(biāo)準(zhǔn)化來(lái)料尺寸和活套設(shè)定高度,防止拉鋼造成尾部套量無(wú)法消除引起的尾部甩尾堆鋼。②高線的活套控制系統(tǒng)采用PID控制系統(tǒng),活套套量的計(jì)算主要通過(guò)正弦曲線擬合進(jìn)行計(jì)算,同時(shí)將尾部料型尺寸增大擬合為套量,通過(guò)公式計(jì)算,預(yù)精軋電機(jī)需要降速>7rpm才能保證落套動(dòng)作正常,見(jiàn)表2。
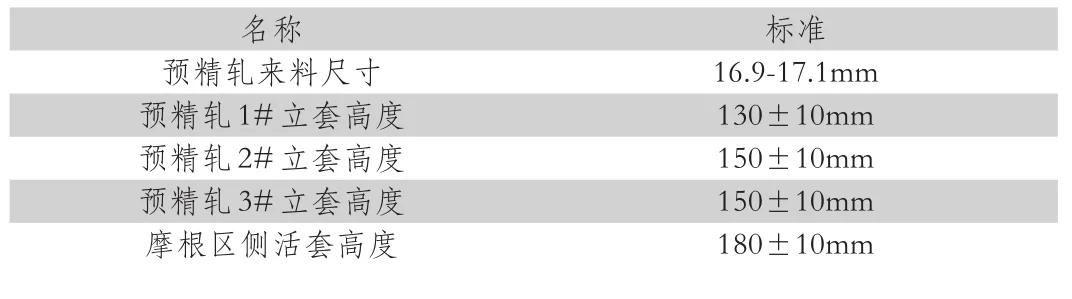
表1 預(yù)精軋尺寸和活套高度

表2 正弦擬合計(jì)算弧長(zhǎng)和預(yù)精軋降速
通過(guò)查找一級(jí)信號(hào)生產(chǎn)記錄PDA,顯示尾部存在拋鋼升速2rpm~3rpm,降速一般在控制在5rpm以內(nèi),無(wú)法消除尾部套量導(dǎo)致起套堆鋼。
側(cè)活套尾部打結(jié)堆鋼主要出現(xiàn)在使用預(yù)精軋17/18架,且出口速度較快時(shí),因此當(dāng)不使用預(yù)精軋17/18架時(shí),控制程序不變,即選擇(5)執(zhí)行程序;當(dāng)使用預(yù)精軋17/18架時(shí),在側(cè)活套收套過(guò)程中加大活套對(duì)上游機(jī)架的速度調(diào)節(jié)量,以便消耗尾部套量,即選擇公式4執(zhí)行程序。
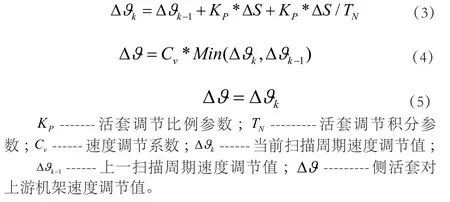
在降速命令發(fā)出后,利用上述公式對(duì)上游機(jī)架進(jìn)行降速,整個(gè)過(guò)程中只有降速且降速量可控。速度調(diào)節(jié)系數(shù)推薦使用1.7~ 3。
該控制程序段放入OB37中,OB37為循環(huán)中斷組織塊,設(shè)定的掃描周期為25ms。程序?qū)Ρ犬?dāng)前掃描周期和上一掃描周期的速度調(diào)節(jié)值,篩選最小值并增加速調(diào)節(jié)系數(shù),消除尾部持續(xù)升速導(dǎo)致的拋鋼動(dòng)作和實(shí)現(xiàn)最大化尾部速降,有效消除尾部活套套量,避免尾部打結(jié)堆鋼。
該控制程序投入使用后,尾部降速程序自行計(jì)算控制在10rpm~15rpm,同時(shí)尾部拋鋼動(dòng)作也得到有效控制,效果非常好,側(cè)活套尾部打結(jié)堆鋼事故得到了有效控制,見(jiàn)圖2。
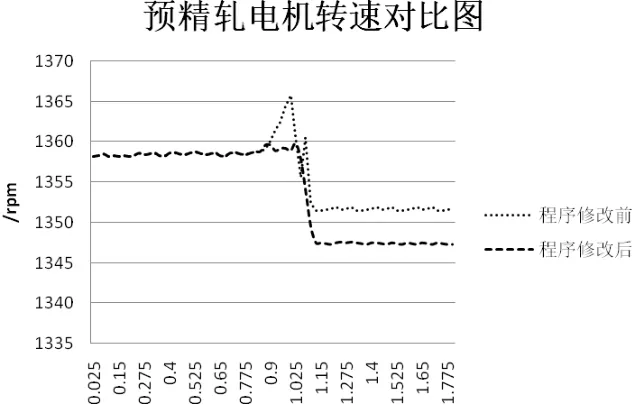
圖2 預(yù)精軋17/18尾部降速對(duì)比圖
(3)夾送輥改進(jìn)。通過(guò)改進(jìn)夾送輥材質(zhì),由鑄鐵改為鑄鋼,夾送輥使用壽命由3000t提升到10000t,磨損消耗大大降低,大大減少由于夾送輥磨損消耗導(dǎo)致夾持力降低而引起的堆鋼事故;夾送輥調(diào)整標(biāo)準(zhǔn)化,依據(jù)軋制程序表的料型尺寸,設(shè)置不同的樣棒,利用交接班、檢鋼、換棍槽時(shí)間對(duì)夾送輥開(kāi)口度進(jìn)行調(diào)整。
通過(guò)工藝改進(jìn)和PI程序優(yōu)化,摩根區(qū)側(cè)活套堆鋼事故壓減為50min/m以內(nèi),軋甩控制在1條/m以內(nèi),摩根區(qū)側(cè)活套堆鋼得到有效控制。
5 結(jié)語(yǔ)
以軋鋼廠高速線材摩根區(qū)活套控制和應(yīng)用為例,結(jié)合國(guó)內(nèi)、國(guó)外同類型的線材產(chǎn)線,分析活套主要控制原理,從活套控制系統(tǒng)改進(jìn)和軋鋼工藝優(yōu)化著手,將側(cè)活套頭部起套堆鋼和尾部落套甩尾問(wèn)題有效控制,其中將改進(jìn)程序?qū)懭胙h(huán)中斷組織塊,形成閉環(huán)控制,尾部拋鋼動(dòng)作消除、尾部降速幅度增大,有效消除尾部套量,解決尾部落套甩尾,對(duì)其它同類型高速線材產(chǎn)線具有一定的借鑒作用。
