無張力軋制在棒線材上的應用
2020-06-30 12:23:48安平
設備管理與維修 2020年12期
安 平
(江北公用高欣水務有限公司,江蘇南京 211500)
0 引言
在棒線材軋制的過程中,為了保證產品尺寸高精度,采用了現代技術無張力軋制,用來消除軋制過程中軋件動態尺寸波動。目前無張力軋制已成為一種成熟的技術手段,棒線材熱連軋生產中起著關鍵性作用。活套是棒線材在連軋生產中的一種表現形式,主要作用是使相鄰機架間保持適當套量,從而實現無張力軋制。
1 常用活套結構
活套就是指相鄰軋機間速度差而引起的多余軋機,進而形成的一種弧形態狀物。圖1 中的a、b 和c 套形,就稱作為活套。活套一般由起套輥、壓輥、氣缸、拉桿、活套本體等零部件組成(圖2、圖3)。
從結構上考慮,圖1、圖2 和圖3 三種結構主要的零部件是可以互換的:圖1 中起套輥為懸臂結構且起套方向與軋件入口方向一致,圖2 中起套輥為兩端支撐結構,結構穩定性較好,起套方向與軋件入口方向相反,且氣缸遠離起套處的熱源。從使用壽命考慮,圖2 活套未設置支撐輥,軋件為滑動摩擦,磨損較圖1 嚴重(表1)。另外,圖1 活套兩側拉桿如果因設計、制造和現場調整不當等因素而出現變形,可能會造成設備使用有卡阻現象。
結合以上兩種結構優缺點,本文推薦使用圖3 活套結構。
2 活套面臨的關鍵技術問題
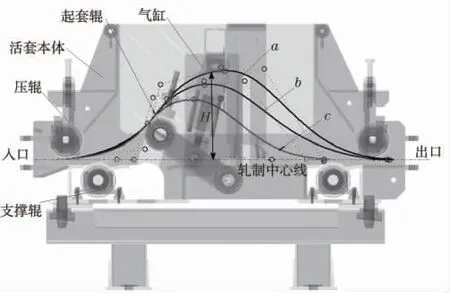
圖1 活套結構1
活套的控制是一個快速、動態、復雜的控制過程,活套套形是一種伴隨時間而流動的近似正弦曲線,主要分為起套、穩定調節和收套3 個階段。從機械因素考慮,其面臨的關鍵技術問題主要有:活套的穩定性、活套的參數設定和活套的故障和排除問題。如圖1 中的a、b 和c 三種狀態下的活套套形:套形a 因活套套高設定過大,軋件產生了堆鋼現象;套形c 因活套套高設定過小,軋件產生了拉鋼現象;套形b 活套起套高度設定恰當,活套輥工作正常,軋件能實現無張力軋制,坯料套形控制較好。
總之,活套的關鍵在于是否快速起套(指的是起套軌跡好、起套阻力小),只要滿足這一點,其結構設計是多樣的。

圖2 活套結構2
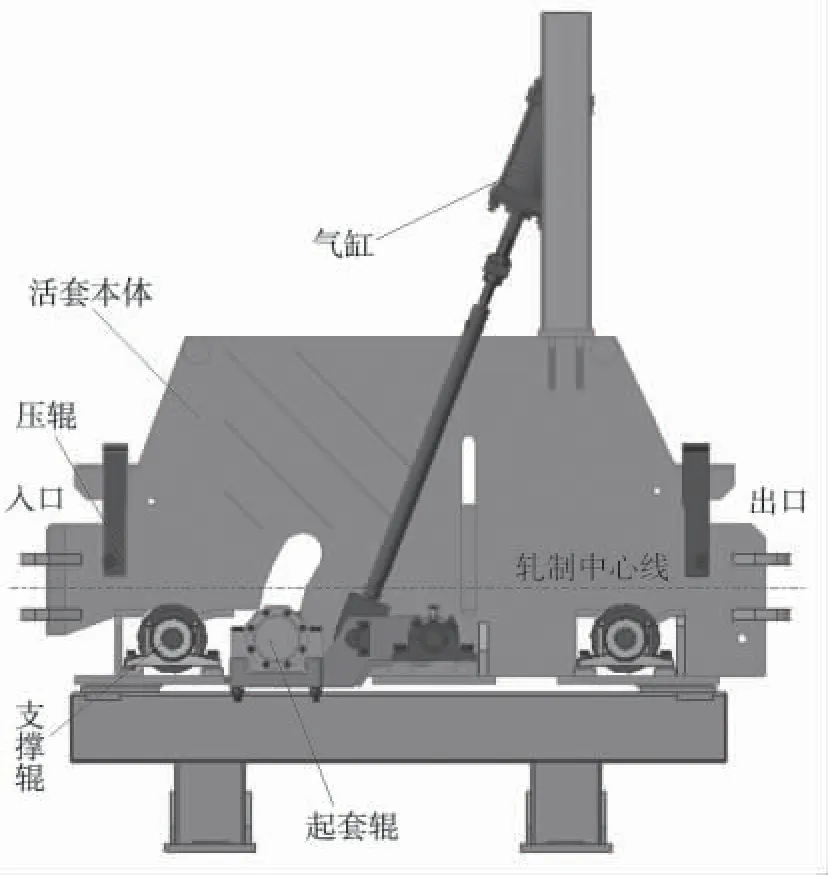
圖3 活套結構3
3 活套建模與有限元分析
根據棒線材生產工藝需要,一般現場有單線活套、雙線活套、三線和四線等常見使用活套。因此,在活套的設計上采用三維軟件Inventor 建模可以大大縮短設計時間。同樣可以利用該軟件分別對活套不同結構進行有限元分析。本文中活套的氣缸,缸徑D 為152.4 mm,桿徑d 為50.8 mm,工作壓力P 為0.6 MPa,行程S為130 mm。
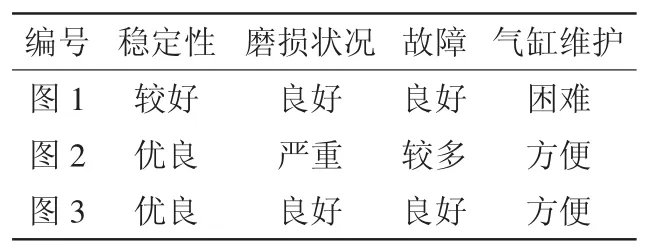
表1 活套結構性能比較
按照氣缸最大工作壓力P=0.6 MPa 計算,最大工作拉力F=9729 N,建立力學模型活套結構的受力圖(圖4、圖5)。
分別計算求得F1=4002 N,F1'=3771 N。根據計算結果帶入有限元分析,分別對活套結構1 和活套結構2 的活套本體進行剛度和強度校核。
通過對上述活套結構1 和活套結構2 靜力學分析。分析結果如圖6 和圖7 所示。
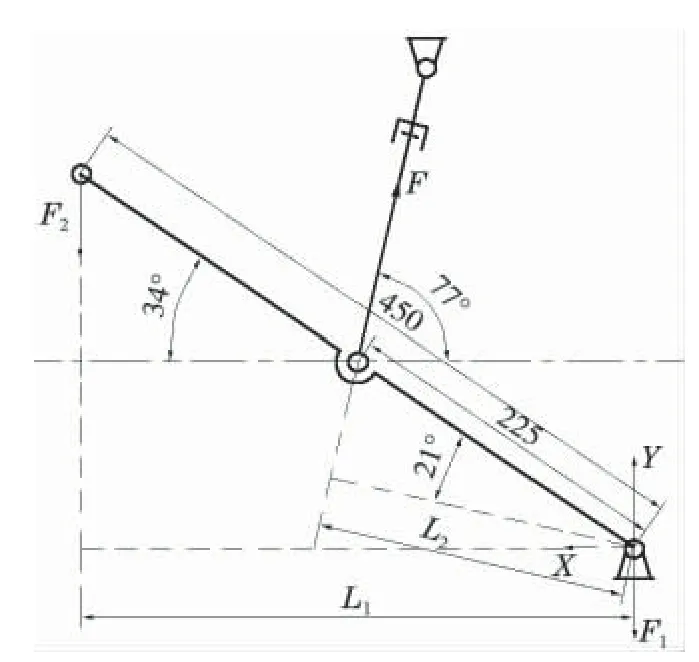
圖4 活套結構受力1
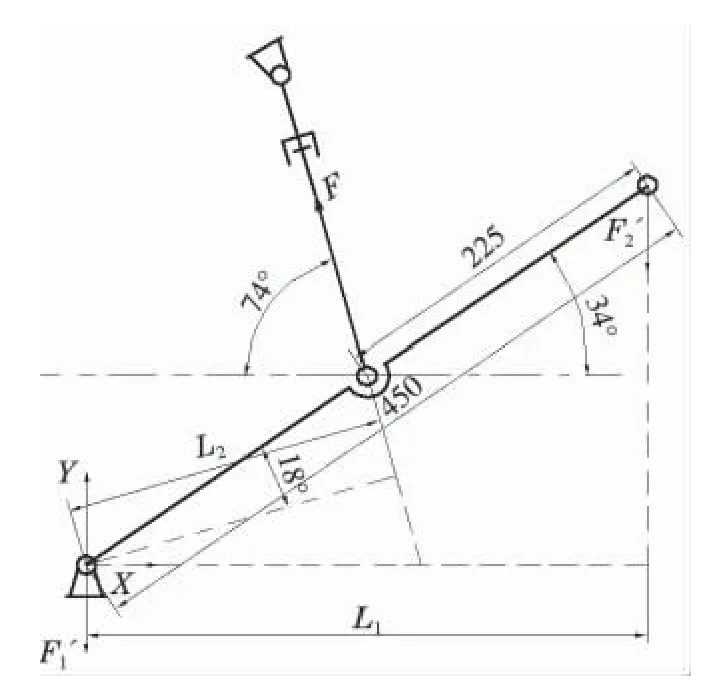
圖5 活套結構受力2
根據活套材料Q235 屈服強度185 MPa,圖6 和圖7 的仿真結果表明,當液壓缸處于最大拉力狀態,活套本體所受等效應力、變形和安全系數均滿足使用要求。
4 結語
活套在工作中可能會受到沖擊載荷的作用,為了防止事故的發生,必須對活套進行嚴格要求與控制,尤其是活套的穩定性,它是提高產品質量的關鍵。隨著計算機技術與有限元分析的快速發展,通過Inventor 軟件對活套進行數值分析與計算,從而為活套的設計提供了理論依據,大大減少實驗次數。
通過理論分析與實踐的結合,活套的研發和設計將在工程實踐應用中得到逐步完善。本著實用性好,可靠性高的原則,合理采用以上所述建議,可以減少活套維修次數,降低其成本,提高活套的可靠性和使用壽命。
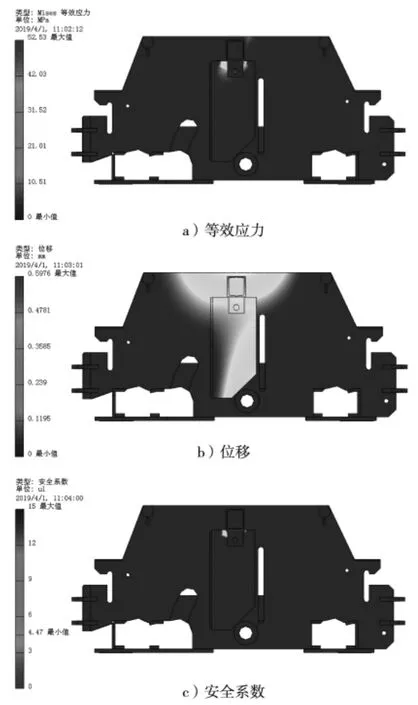
圖6 活套結構靜力分析1
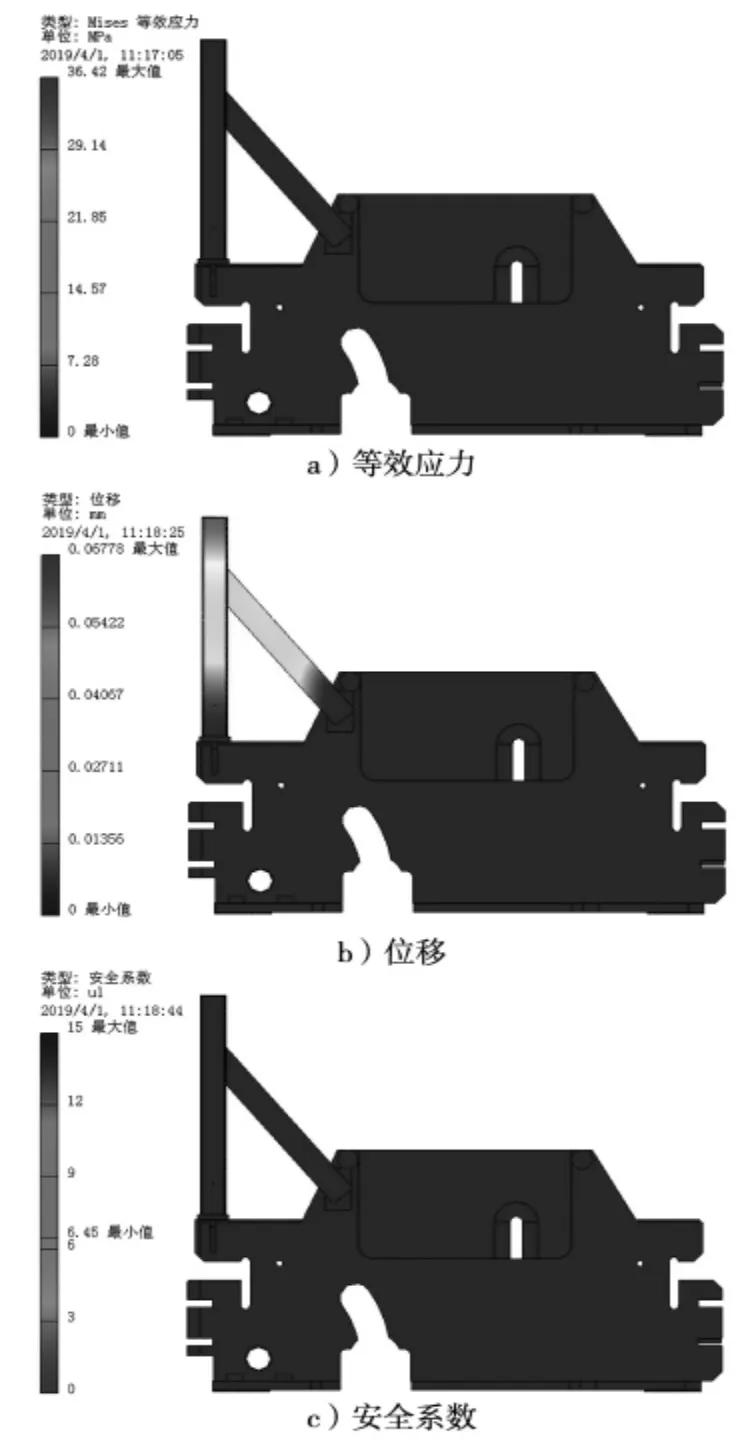
圖7 活套結構靜力分析2
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中華詩詞(2019年7期)2019-11-25 01:43:04
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現代企業(2015年9期)2015-02-28 18:56:50
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
