鎢螺旋線電解拋光工藝研究
2020-07-01 03:38:52成紅霞唐中華李秀秀岳賢寧
云南化工 2020年6期
關鍵詞:工藝
劉 洋,梁 田,成紅霞,唐中華,李秀秀,岳賢寧
(南京三樂集團有限公司,江蘇 南京 211800)
螺旋線型空間行波管的熱特性是一項非常重要的指標,不僅是決定行波管平均輸出功率的主要因素,也是直接影響著空間行波管工作的穩定性與可靠性的主要因素。當空間行波管工作時,鎢螺旋線由于高頻損耗和聚焦特性不好的電子注轟擊而受熱,這部分熱量由夾持桿傳送到管殼,然后擴散出去[1]。在慢波結構散熱過程中,螺旋線與夾持桿處的傳熱速率對螺旋線上熱量的散出起到了重要的作用。

式中,φ為傳熱速率,A為傳熱面積,λ為導熱系數,dν/dσ為溫度梯度。
從公式(1)看出,傳導的熱量與溫度梯度、傳熱面積成正比,其他因素不變,傳熱面積增大,傳熱速率也隨之提高。
當高頻微波通過螺旋線時,由于受到趨膚效應的影響,可認為微波只在螺旋線表面很薄的一層中傳輸,若螺旋線表面凹凸不平,就會使微波在螺旋線上的傳輸距離變長,增加高頻損耗。
因此,本文對鎢螺旋線表面的電解拋光工藝進行了研究,電解拋光是近幾十年發展起來的表面處理技術,目的是為了改善金屬表面的微觀幾何形狀,降低金屬表面的顯微粗糙程度。目前,電解拋光技術已經被逐步應用到了電真空行業中,與機械拋光相比,電解拋光可大大減小工件內部和表面的應力,適用于任何硬度的金屬和合金[2],它依靠選擇性溶解材料表面微小的凸出部分使表面光滑,其拋光后的光潔度與表面平整度比機械拋光保持得更長久。它具有其它表面精加工技術無法比擬的高效率、高難度、高精度、速度快等優點[3]。
1 實驗
1.1 實驗試劑與儀器
磷酸三鈉(AR),氫氧化鈉(AR),丙三醇(AR)。電子天平(島津AUW320),掃描電鏡(SIGMA 500),袖珍式粗糙度測定儀(TR110型)。
1.2 性能測試方法
1.2.1 粗糙度
采用TR110型袖珍式粗糙度測定儀測量鎢螺旋線表面粗糙度,要求鎢螺旋線表面粗糙度(Ra)優于0.2μm。
1.2.2 微觀形貌
采用掃描電鏡在2000倍下對拋光前后的螺旋線表面狀態進行對比分析,要求拋光后的鎢螺旋線表面不允許有毛刺和劃痕。
2 結果與討論
2.1 電解拋光溶液配方及工藝參數
基礎配方及工藝參數為:磷酸三鈉60~140g/L,氫氧化鈉4~12 g/L,丙三醇5~25mL/L,拋光電壓3~11V,溶液溫度30~70℃,拋光時間10~50s。
2.1.1 磷酸三鈉的影響
磷酸三鈉作為緩蝕劑和輔助成膜劑,在溶液中起著至關重要的作用。其他成分和工藝條件保持不變,改變磷酸三鈉濃度,試驗結果見表1。
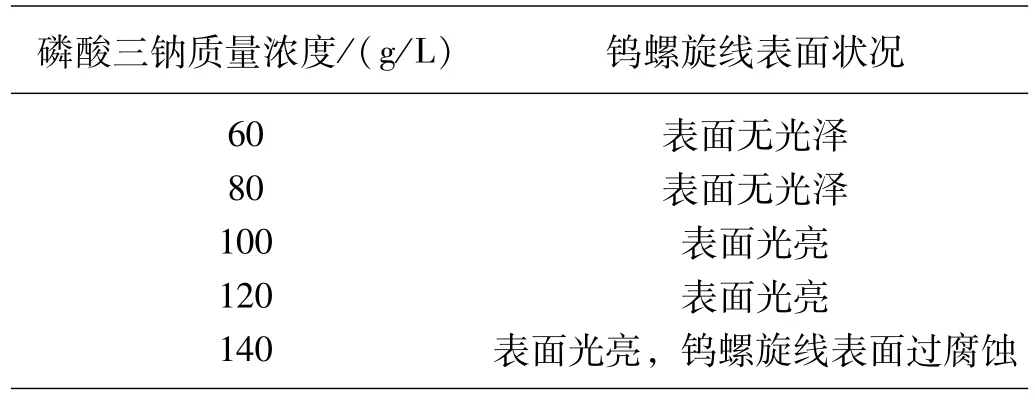
表1 磷酸三鈉的影響
從表1中可看出,磷酸三鈉的濃度低于80g/L時,溶液起不到拋光作用,大于140 g/L時,鎢螺旋線表面過腐蝕。因此,磷酸三鈉的最佳含量在100~120g/L。
2.1.2 氫氧化鈉的影響
氫氧化鈉的作用是為溶液提供一個堿性環境,以保證鎢螺旋線的正常溶解。其他成分和工藝條件保持不變,改變氫氧化鈉的濃度,試驗結果見表2。
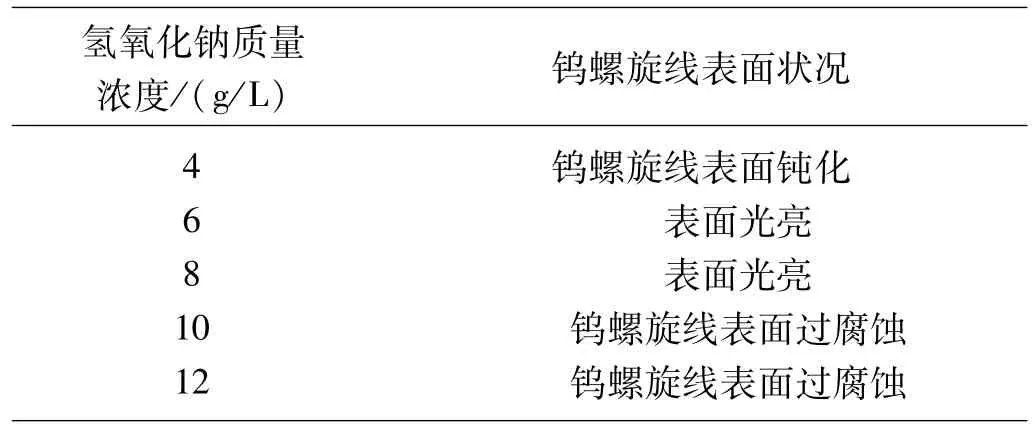
表2 氫氧化鈉的影響
從表2中可看出,氫氧化鈉的濃度低于4g/L時,鎢螺旋線在溶液中鈍化,大于10g/L時,鎢螺旋線表面的腐蝕速度加劇。因此氫氧化鈉的最佳含量為6~8 g/L。
2.1.3 丙三醇的影響
丙三醇作為成膜劑,在電解拋光過程中可以再鎢螺旋線表面形成黏膜,以保證拋光效果。其他成分和工藝條件保持不變,改變丙三醇的濃度,試驗結果見表3。
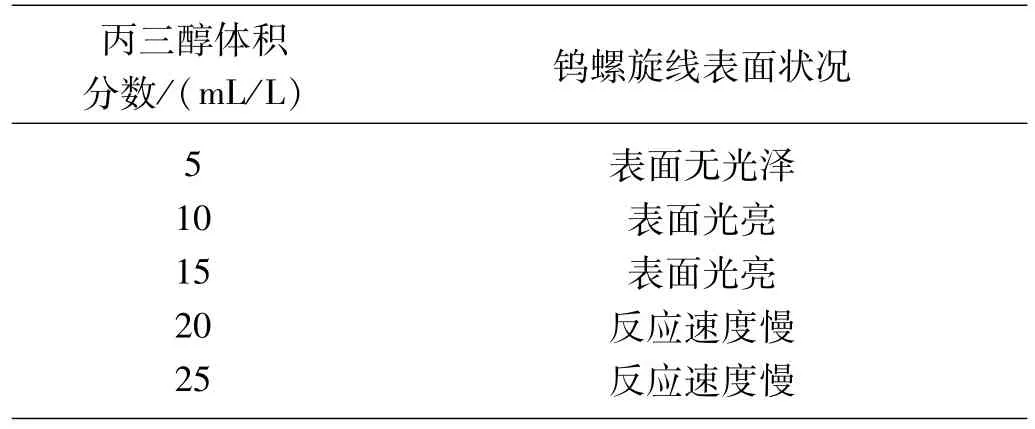
表3 丙三醇的影響
從表3中可看出,丙三醇的體積分數低于5 mL/L時,螺旋線表面無光澤,大于20 mL/L時,螺旋線表面反應速度慢。因此丙三醇的最佳體積分數為10~15mL/L。
2.1.4 拋光電壓的影響
溶液成分和其他工藝條件保持不變,改變電壓值,試驗結果見表4。
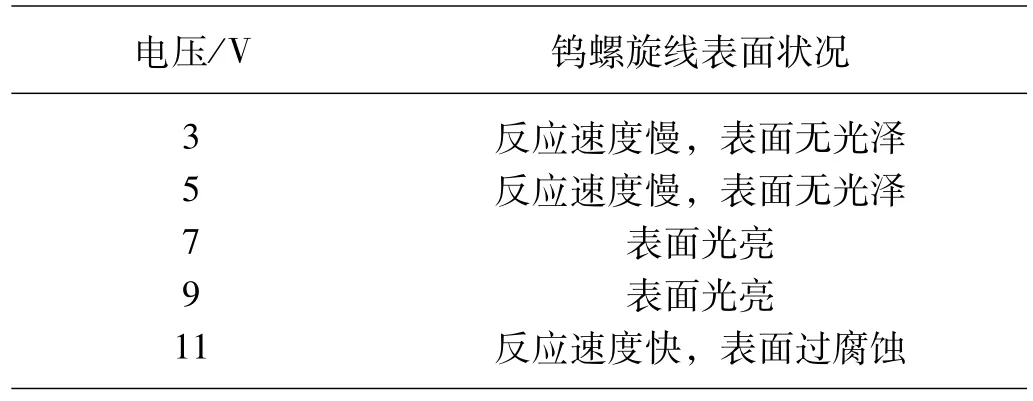
表4 拋光電壓的影響
從表4中可看出,拋光電壓低于5V時,反應速度慢,螺旋線表面無光澤,大于11 V時,反應速度快,螺旋線表面過腐蝕。因此拋光電壓的最佳范圍為7~9V。
2.1.5 溶液溫度的影響
溶液成分和其他工藝條件保持不變,改變溶液溫度,試驗結果見表5。
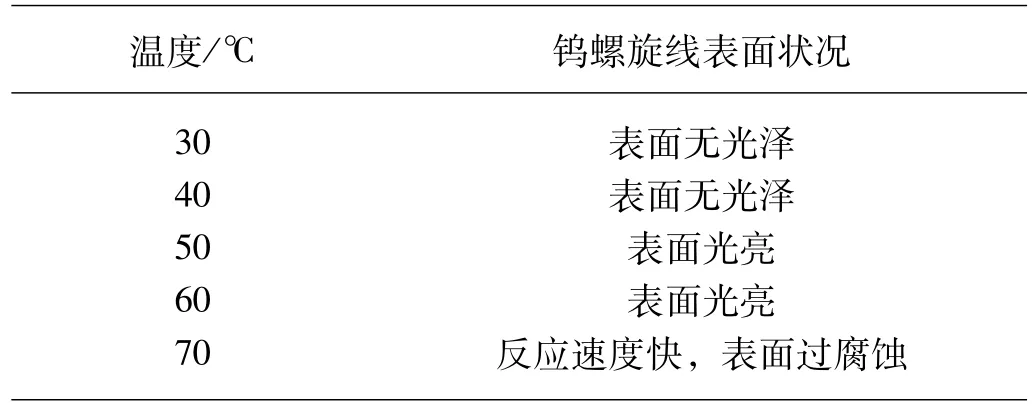
表5 溫度的影響
從表5中可看出,溫度低40℃時,螺旋線表面無光澤,大于70℃時,反應速度快,螺旋線表面過腐蝕。因此溫度的最佳范圍為50~60℃。
2.1.6 拋光時間的影響
在溶液成分及其他工藝條件都確定的情況下,改變拋光時間,試驗結果見表6。
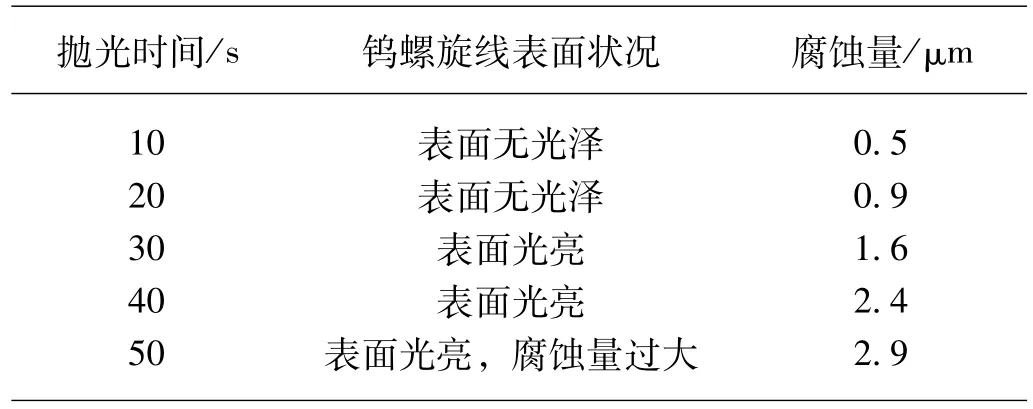
表6 不同拋光時間下鎢螺旋線表面狀況
從表6可看出,拋光時間低于20 s時,鎢螺旋線表面無光澤,大于50 s時,對鎢螺旋線的腐蝕量較大。因此拋光時間的最佳范圍為30~40s。
2.2 粗糙度測試
取5只鎢螺旋線試樣,經電解拋光后采用TR110型袖珍式粗糙度測定儀測量鎢螺旋線表面粗糙度,試驗結果見表7。
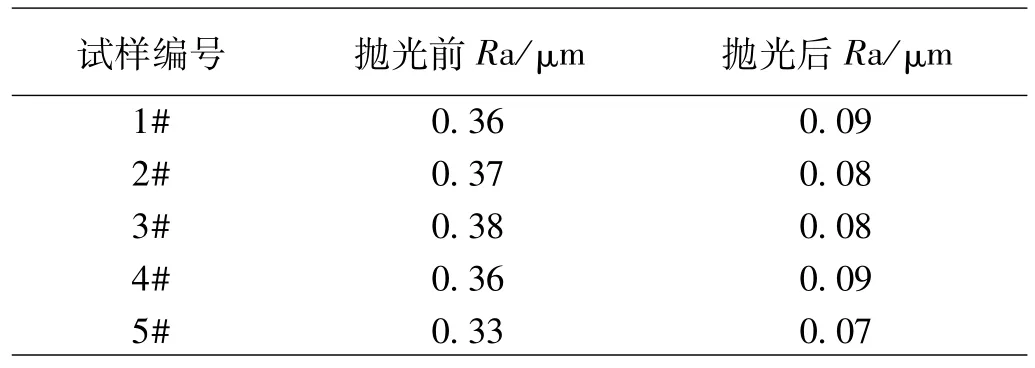
表7 鎢螺旋線電解拋光前后表面粗糙度對比
從表7可看出,5只螺旋線樣品的表面粗糙度均優于0.1μm,滿足指標規定的表面粗糙度優于0.2μm的要求。
2.3 微觀形貌
微觀形貌如圖2所示。
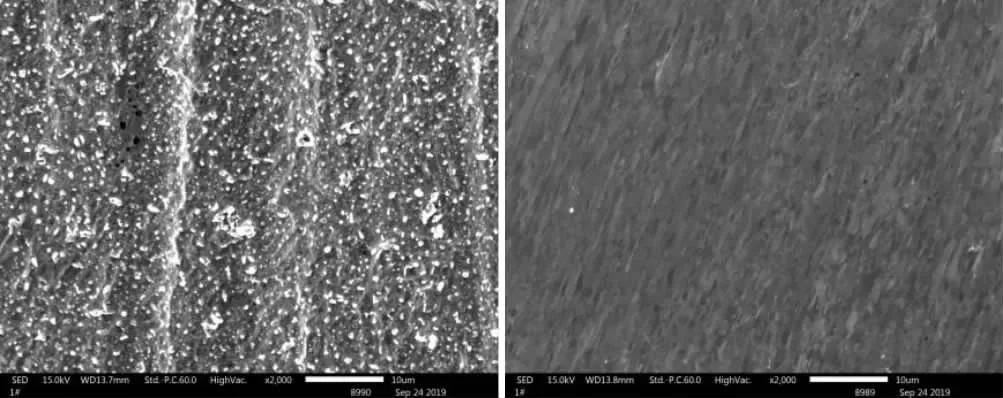
圖2 拋光前后的鎢螺旋線的微觀表面狀態(2000×)
3 結語
鎢螺旋線最佳配方及工藝參數為磷酸三鈉100~120g/L,氫氧化鈉 6~8 g/L,丙三醇 10~15 mL/L,拋光電壓7~9V,溶液溫度50~60℃,拋光時間30~40s;電解拋光尺寸消耗小于2μm;粗糙度優于0.1μm。該工藝可完全滿足螺旋線型空間行波管的使用要求。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
