兩個(gè)側(cè)板零件級(jí)進(jìn)模共模設(shè)計(jì)
2020-07-01 06:58:02
機(jī)電元件 2020年3期
關(guān)鍵詞:設(shè)計(jì)
(桂林航天電子有限公司,廣西桂林,541002)
1 引言
多工位級(jí)進(jìn)模是在一副模具內(nèi)可以實(shí)現(xiàn)包括沖裁、彎曲、成形等多種多道工序,具有生產(chǎn)效率高、零件質(zhì)量一致性好、易于實(shí)現(xiàn)自動(dòng)化生產(chǎn)的特點(diǎn),適合薄料的大批量生產(chǎn),已經(jīng)在機(jī)械電器等行業(yè)的零部件生產(chǎn)得到廣泛的應(yīng)用。現(xiàn)以兩個(gè)繼電器的側(cè)板為例,對(duì)其進(jìn)行沖壓工藝分析和共模設(shè)計(jì)及制造。
2 工藝分析
側(cè)板是繼電器產(chǎn)品常用的一種結(jié)構(gòu)件,圖1分別為兩個(gè)型號(hào)的側(cè)板零件,零件材料不銹鋼0Cr16Ni14,硬態(tài)。
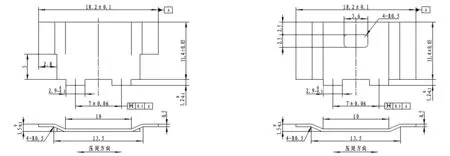
a)側(cè)板A b)側(cè)板B圖1 側(cè)板零件圖
零件為淺彎曲的成形件,兩個(gè)零件的區(qū)別是圖1a的外形具有兩個(gè)5×2.8的缺口,而且部分折彎,圖1b中間具有一個(gè)3.6×2.5的孔,其他基本一致。
目前的工藝是單工序加工,主要工序?yàn)椋郝淞?落料沖孔)——彎曲——挑選——校正,由于零件材料為硬態(tài)不銹鋼,彎曲回彈大,尺寸不穩(wěn)定,需進(jìn)行挑選后校正,一次沖壓彎曲兩側(cè)的短邊平整度稍差,因此存在生產(chǎn)效率低、質(zhì)量不高等不足。
3 排樣設(shè)計(jì)
根據(jù)零件的結(jié)構(gòu)特點(diǎn),采用多工位級(jí)進(jìn)模進(jìn)行成形加工,即在一副模具上完成落料、沖孔、彎曲等加工。
(1)由于零件有壓延方向要求,根據(jù)卷料特性,壓延方向與卷料纖維方向保持一致。
(2)選取雙側(cè)載體,即在最后工位前,制件與帶料的兩側(cè)相連,這樣的強(qiáng)度和送料穩(wěn)定性好,是最為理想的載體,因此設(shè)置為2a所示結(jié)構(gòu),一側(cè)用兩個(gè)尺寸2.9mm的凸起作為連料;另外一側(cè)在不進(jìn)行彎曲成形的中間部分進(jìn)行連料,先把需彎曲成形的部分切開(kāi),最后成形完畢后再切除這部分連料部分,這樣就需分段沖切,由于存在模具間隙、制造精度等影響,沖切是很難精準(zhǔn)平直,會(huì)形成錯(cuò)位、毛刺等缺陷,需進(jìn)行工藝接刀處理,如圖2b所示,制件直邊留余微小缺口(R半徑為0.5mm,深度為0.1mm)。

a)雙側(cè)載體 b)工藝接刀 圖2 雙側(cè)載體和工藝接刀
(3)為提高零件的成形質(zhì)量,采用圖3方式進(jìn)行兩次折彎加工,由于不銹鋼材料比較硬,彎曲分別增加了2°的回彈角余量。

a)一彎 b)二彎圖3 彎曲成形
兩個(gè)零件的排樣圖見(jiàn)圖4,圖4a為側(cè)板B排樣圖,圖4b為側(cè)板A排樣圖。
工位①?zèng)_引導(dǎo)孔/切外形,工位②切外形,工位③沖孔或空位,工位④向上彎曲,工位⑤向下彎曲,工位⑥空位,工位⑦精切外形,工位⑧空位,工位⑨落料。
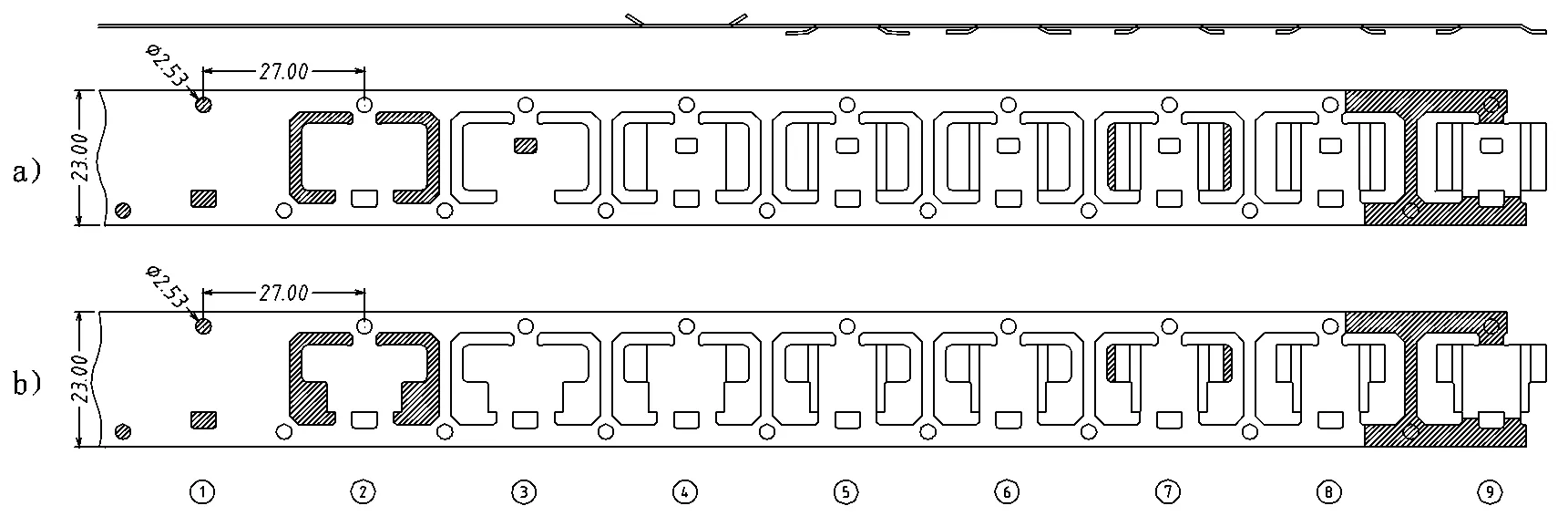
圖4 排樣圖
4 模具設(shè)計(jì)及制造
4.1 模具設(shè)計(jì)
零件的模具結(jié)構(gòu)如圖5所示。
4.2 模具設(shè)計(jì)要點(diǎn)
(1)以確保上、下模對(duì)準(zhǔn)精度及沖壓的穩(wěn)定性,模具采用4根Φ28的精密滾珠鋼球?qū)е鶎?dǎo)向;卸料板不僅起到卸料作用,還負(fù)責(zé)凸模和導(dǎo)正銷的導(dǎo)向,因此也設(shè)置了4根Φ20的滑動(dòng)導(dǎo)柱導(dǎo)套導(dǎo)向,以保證各凸模的運(yùn)動(dòng)精度。
(2)采用鑲件植入式凹模,圖6所示。鑲件便于成形加工,也方便刃磨和維修,同時(shí)可節(jié)約模具材料成本,鑲件可用相對(duì)比較好的材料,凹模固定板用一般的材料即可。
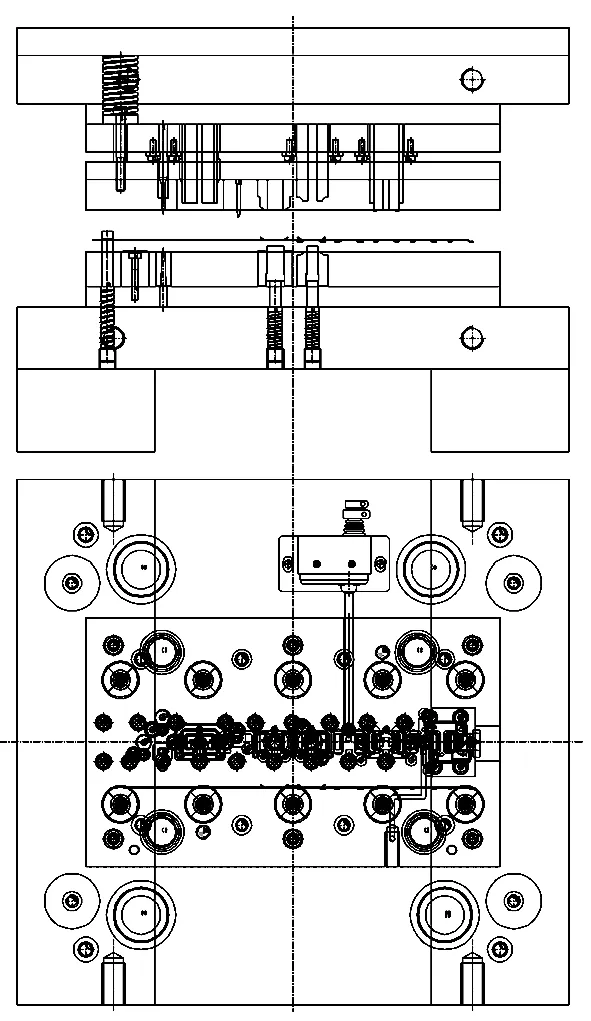
圖5 級(jí)進(jìn)模
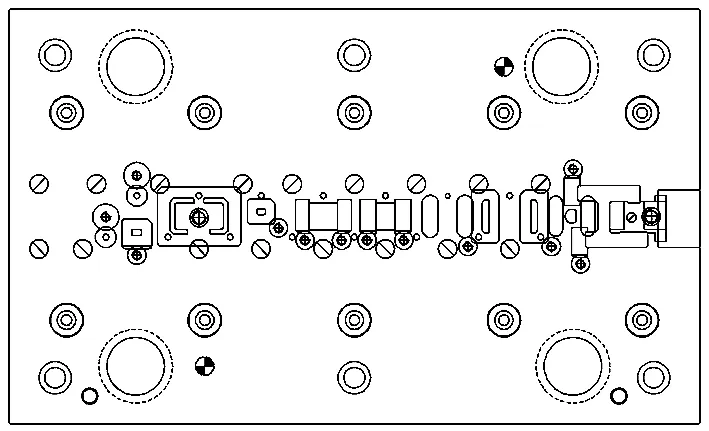
圖6 凹模及凹模鑲件組合圖
(3)凸模設(shè)計(jì)成快換式結(jié)構(gòu),圖7所示。采用壓板固定,凸模與凸模固定板結(jié)構(gòu)簡(jiǎn)單,加工方便,凸模拆裝方便,便于更換易磨損和損壞的凸模。
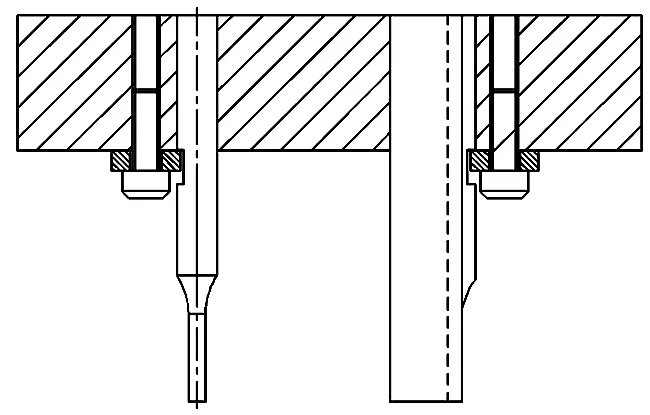
圖7 凸模快換式結(jié)構(gòu)
(4)鑲件及凸模等進(jìn)行防呆設(shè)計(jì),圖8所示,通過(guò)外形設(shè)置不同的倒角等措施,防止裝反造成模具損壞等不足。
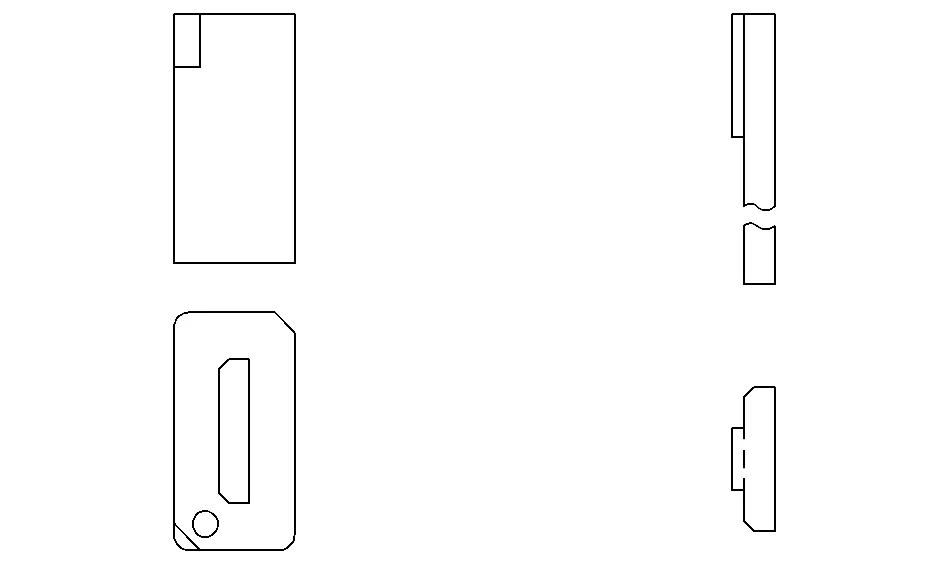
a)凹模鑲件 b)凸模圖8 凹模鑲件及凸模
(5)切邊工位脫落板壓料塊設(shè)計(jì)。脫料板壓住是零件的上表面,由于零件彎曲成形后,向下彎曲部分與上表面有一定距離,在零件彎曲的兩側(cè)進(jìn)行切邊,不壓住板料,會(huì)造成零件變形。因此設(shè)置壓料鑲件,由于空間限制,兩側(cè)有切邊凸模孔,特設(shè)計(jì)成燕尾結(jié)構(gòu),左右可以固定,兩處直角位置設(shè)計(jì)倒角,這樣上下可以固定,結(jié)構(gòu)簡(jiǎn)單有效。
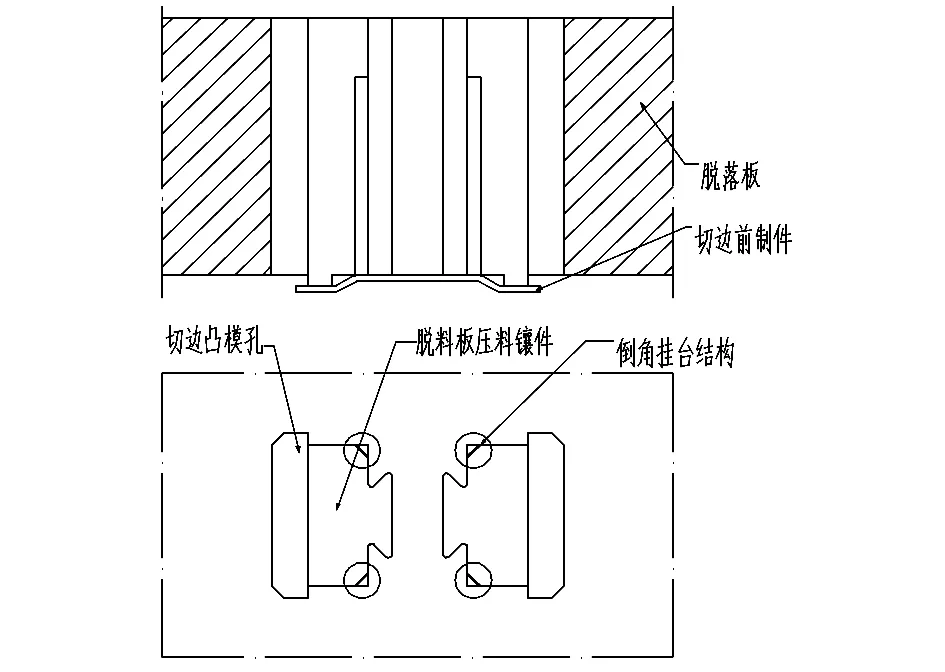
圖9 脫料板切邊鑲件設(shè)計(jì)
(6)采用Φ2.5的導(dǎo)正銷精定位,使制件的質(zhì)量穩(wěn)定,結(jié)合沖裁自動(dòng)送料系統(tǒng),可實(shí)現(xiàn)自動(dòng)沖壓加工;模具上設(shè)有檢測(cè)導(dǎo)釘,當(dāng)送料不到位時(shí)能使沖床自動(dòng)停車;同時(shí)設(shè)置了吹氣銷釘,零件最后切斷后,能順利地從模具內(nèi)吹出。
(7)共模設(shè)計(jì)。根據(jù)外形不同在第②工位更換相應(yīng)的成形塊;由于兩個(gè)零件彎曲不全部相同,在⑤工位更換彎曲成形塊;沖側(cè)板B時(shí),在③工位裝上沖孔組件;其他部分完全相同,這樣更換少量的成形件,就可實(shí)現(xiàn)兩個(gè)零件的生產(chǎn)加工。
4.3 模具制造
按圖5模具設(shè)計(jì)圖,順利的完成模具制造和樣件加工,零件合格,尺寸穩(wěn)定。
圖10 模具實(shí)物

a)側(cè)板A正反面 b)側(cè)板B正反面圖11 成形樣件
5 結(jié)束語(yǔ)
側(cè)板零件采用多工位精密級(jí)進(jìn)模,具有產(chǎn)品質(zhì)量穩(wěn)定、產(chǎn)品精度高等優(yōu)點(diǎn),通過(guò)采用共模設(shè)計(jì),更換少許成形鑲件實(shí)現(xiàn)兩種不同零件的加工,可減少模具的投入,降低成本,類似零件可進(jìn)行借鑒。
猜你喜歡
河北畫(huà)報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04