薄壁齒圈產品的夾持變形分析
2020-07-09 09:20:10一汽轎車發傳中心吉林長春130013孫銀軍
金屬加工(冷加工) 2020年6期
關鍵詞:變形
■ 一汽轎車發傳中心 (吉林長春 130013) 孫銀軍
卡盤夾持薄壁類齒圈零件,面臨的最大問題是卡爪夾緊時齒圈發生彈性變形,車削加工修整了局部的變形。如車削內孔去除了多余的變形材料,當卡爪松開后彈性變形恢復至原始狀態,加工去除的多余材料就成為影響齒圈類薄壁產品質量的主要原因。我廠一齒圈產品在試制過程中,成品齒圈內孔形狀公差超差嚴重,嚴重影響其裝配和使用,本文用軟件分析模擬齒圈受力變形的情況,尋找利于改善變形的夾持方式。
本次計算齒輪材料20MnCrS5,模數m=1.3,齒數z=102,齒寬b=11.15mm,壓力角α=20°,齒側倒棱C=0.5mm×0.7mm,齒頂圓直徑147mm,齒根圓直徑139mm,內孔直徑119mm,內孔寬度11.35mm,齒面寬度11.15mm。進口臥式車床自定心卡盤和自定心節圓卡盤夾持加工。
1. 齒圈夾持方式和受力
齒圈產品在加工內孔時,主要采用自定心卡盤齒頂圓和節圓夾緊的方式固定零件,個別易變形零件也可采用薄膜卡盤端面夾緊的方式固定零件。本次計算分別以齒頂圓夾緊和節圓保持架夾緊等方式,分析其應力分布和變換趨勢。計算選用完整齒圈進行仿真和分析,再對數據進行圓周展開,得到內孔整個圓周的應力分布,薄壁齒圈模型如圖1所示。齒圈受夾緊力Fr=100N,其受力示意如圖2所示。
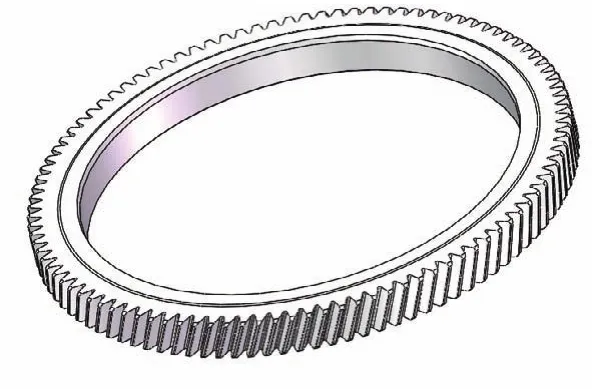
圖1 薄壁齒圈模型
2. 齒圈內孔應力分析
對齒圈建模并網格化,加載夾緊力Fr,齒圈沿夾緊力方向發生彈性變形(見圖3)。齒圈受夾緊力作用位置內孔收縮,兩側臨近位置內孔張大,齒圈孔壁受拉應力和壓應力交替作用,此時加工內孔,孔壁切除材料不均勻。卸載夾緊力后,齒圈恢復至原始狀態,內孔出現圓度誤差,此形狀誤差與夾緊方式和夾緊力相關。特別是熱后精加工,夾持齒圈發生彈性變形的大小和趨勢是影響成品內孔形狀誤差和內孔質量的重要因素。
由于計算齒圈齒數z=102,三等分后得到完整齒數33和齒槽數34。考慮夾持力在齒頂曲面和齒槽曲面的均勻分布,設定夾持齒頂圓齒數分別為T1、T5、T11、T21和T31;夾持節圓齒槽數分別為P2、P6、P10、P20和P30;在內孔上邊緣和下邊緣建立傳感器S1和S2,依次加載夾緊力Fr,則薄壁齒圈內孔上下截面的應力分布如圖4所示。
圖4a~d顯示,無論采用齒頂夾緊還是節圓夾緊,齒圈內孔應力集中都隨著夾持區域的增加而逐漸減小,應力分布趨于均勻,其壓應力和拉應力差值逐漸減小,拉應力區域增加,壓應力區域減少,也就是內孔的彈性變形逐漸減小和均勻。在保持夾緊力不變的情況下,增加接觸區域可有效減小應力,減小彈性變形。圖4e~f顯示,節圓夾緊與齒頂夾緊相比,齒圈內孔平均應力減小10%;同時由于斜齒輪螺旋角的影響,兩種夾持方式內孔應力分布在相位上有一些差異,但是不影響進一步分析和解決問題。
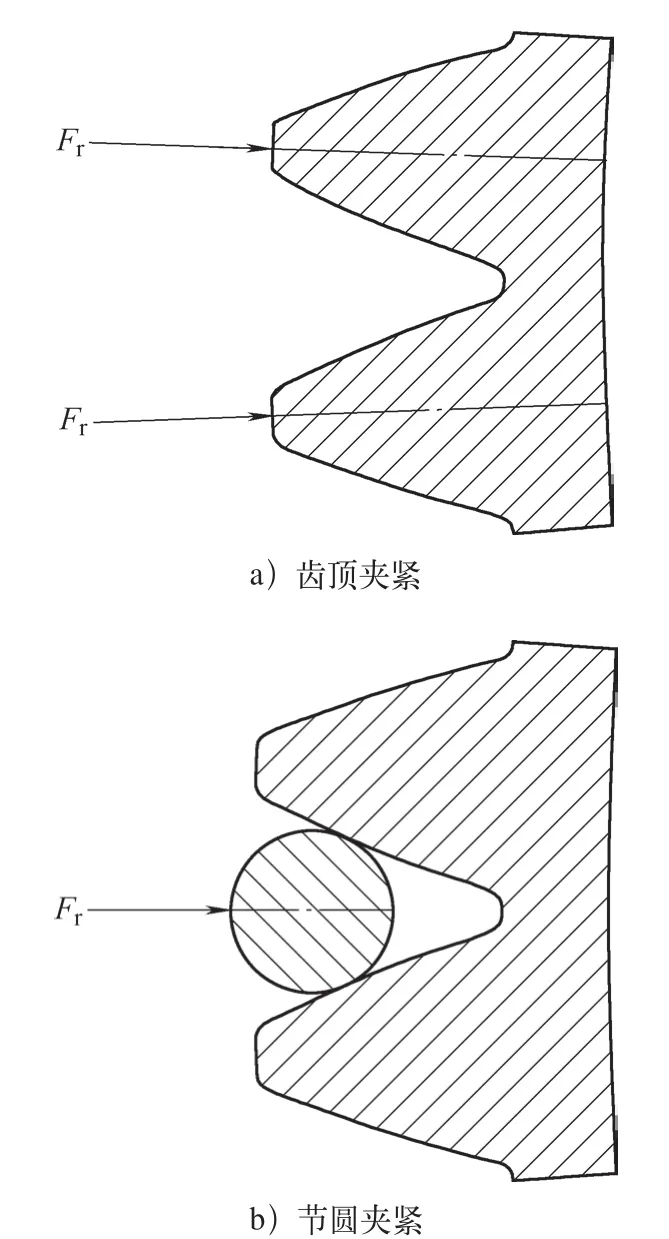
圖2 夾持受力示意
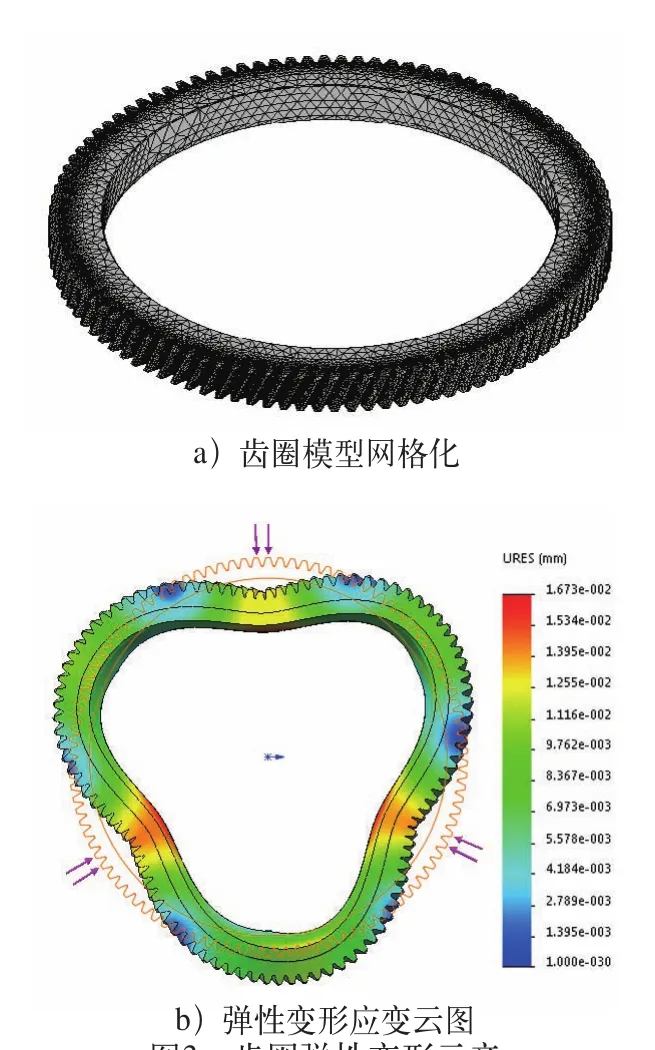
圖3 齒圈彈性變形示意
3. 試驗數據和結論
綜合分析數據發現,薄壁齒圈在相同夾緊力作用下,由于夾持方式和夾持區域的差異,內孔彈性變形和應力分布呈現如下規律:
1)薄壁齒圈內孔彈性變形隨著夾持區域的增加而減小,隨著夾持力的增加而增加。
2)應用自定心卡盤夾緊節圓保持架和夾緊齒頂相比,內孔應力平均值減少約10%。
3)在相同夾緊力作用下,自定心節圓卡盤夾緊齒面,其內孔應力最大,彈性變形最大。
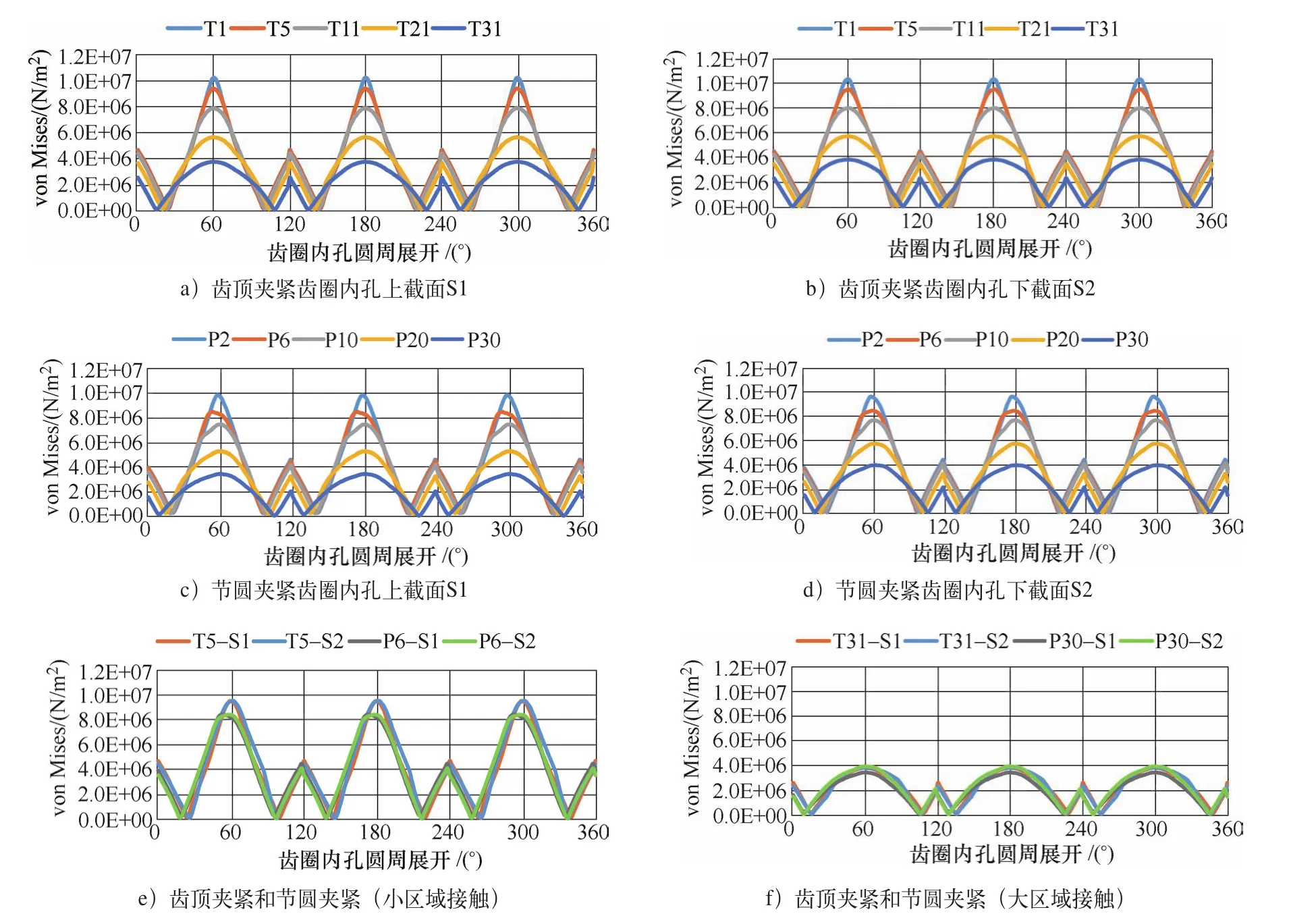
圖4 薄壁齒圈內孔應力分布
綜上所述,針對薄壁齒圈產品的夾持方式,自定心節圓卡盤夾持節圓齒面易引起內孔較大彈性變形,因其接觸區域較小,應力集中比較明顯。自定心卡盤夾持齒頂和節圓保持架,通過改變卡頭尺寸和圓弧半徑,易于調整夾持接觸區域大小,可較大程度改善內孔的加工質量。如有齒面精加工的需求,小批量推薦采用節圓保持架夾緊,自動化推薦采用齒頂夾緊,同比齒面磨削余量應增加0.03mm(Max)。
專家點評

薄壁齒圈在相同夾緊力作用下,由于夾持方式和夾持區域的差異,內孔彈性變形也不相同。作者從節圓夾持和齒頂圓夾持兩個方向分析齒圈彈性變形的趨勢,并采用軟件分析模擬齒圈受力變形的情況,通過試驗數據,總結出薄壁齒圈內孔應力分布的規律和改善變形的夾持方式,提高了加工質量的穩定性。
文章的優點是運用科學的方法,模擬薄壁齒圈在不同夾緊狀態下的彈性變形,用模型化思維去分析原因,解決問題,將復雜的問題簡單化。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36