
HXD2機車軸箱拉桿座裂損原因分析及修復工藝研究
2020-07-10 09:01:42周學文
商品與質量 2020年10期
周學文
中國鐵路西安局集團有限公司機務部 陜西西安 710054
1 問題的提出
西安局集團公司共配屬HXD2機車187臺,擔當西康、襄渝、陽安等線路的貨運任務。2019年4月份,安康機務段配屬HXD2-1006機車,發生A 節第二轉向架(DJH11,序號0018)左側第4位軸箱前拉桿座(DJ120106)與201310017#構架右側梁下蓋板連接焊縫開裂故障,4條焊接面中有3處開焊裂紋,裂紋長度分別為240mm、235mm、200mm,最大裂寬5mm。具體見圖1。

圖1
2 裂損分析
2.1 機車排查
通過對其余186臺機車24小時不間斷普查,將HXD2機車轉向架拉桿座納入了趟檢檢查視頻拍攝關鍵項點,未發現其它機車存在同類問題[1]。
2.2 原因分析
經過現場對裂紋焊縫進行外觀觀察、斷口分析和消除裂紋打磨發現以下現象:
(1)裂紋焊縫實際焊縫厚度6.4mm,且焊縫外觀質量良好,焊縫尺寸符合 ISO5817標準要求。
(2)從斷口處可看出構架外側拐角處焊縫斷面光滑,其余位置均存在焊縫橫向的撕裂紋,而且由于焊縫拐角處應力集中嚴重,所以認為該處為裂紋源。
(3)打磨過程中發現,在距離焊縫外側拐角約15-20mm 處存在約3*4mm 的夾渣,用焊絲捅后,出現了同樣大小的孔洞,詳見圖2。

圖2
(4)繼續打磨焊縫后發現焊縫夾渣清除了,但在距離該處約10mm處出現了鑄件夾砂現象,詳見圖3、圖4。
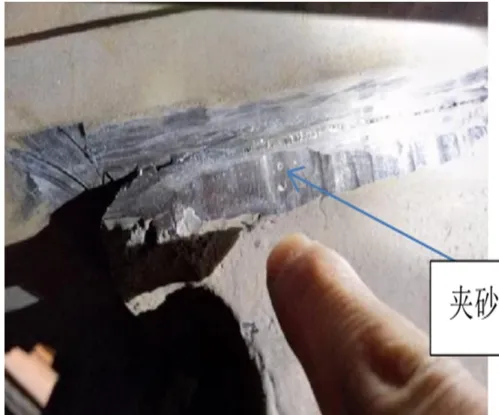
圖3

圖4
(5)將鑄件夾砂通過打磨完全去除后,在鑄件上留下了一個25*15mm、深4mm 的坑,詳見圖5。

圖5
通過以上現象分析,造成焊縫裂紋的根本原因是鑄件近表層存在夾砂現象,焊接后,在焊縫中形成了約3*4mm 大小的夾渣,使焊縫強度大大降低,在焊縫長期受到疲勞載荷的作用下,局部產生裂紋并不斷擴展。鑄件夾砂是由于鑄造過程中,造型工在造型或合箱時的操作不當等原因造成,但該種現象為偶發現象[2]。
經深入分析故障原因為:⑴拉桿座近表面處存在鑄造缺陷,新造焊接前探傷未發現(缺陷恰好在尖角處),焊接后造成內部有空腔,約3*4,形成裂紋源;⑵后期機車在運用過程中,受走行部振動影響,裂紋源在交變載荷作用下進一步擴展,最終造成拉桿座三條焊縫開裂。
3 修復工藝方案
3.1 施焊條件
焊工必須具備以下資質,且完成合格的工作試件才能進行相應焊接操作。
平角焊:ISO9606-1111P FW2FM2B t14PF ml
仰角焊:ISO9606-1111P FW2FM2B t14PD ml
選擇E6015φ3.2焊條,焊接前焊條應進行烘干,加熱溫度350℃±50℃,保溫2小時。干燥后的焊條應該保存在保溫桶內,隨用隨取。環境要求:相對濕度≤80%,溫度≥10℃。
3.2 去除缺陷及焊前準備
用旋轉銼去除缺陷,如果缺陷較大可以使用直徑120mm的砂輪去除。
去除缺陷后的形狀為V或U形,底部不能出現尖角、凹坑等影響焊接的幾何形狀,為了保證焊縫質量,長度方向可以延長,且不得小于20mm。
裂紋缺陷打磨后進行探傷,確認缺陷消除后進行焊修。
缺陷打磨后區域長度小于50mm,寬度小于5mm,可以采用仰焊位置焊接。
缺陷打磨后區域長度大于50mm,或者寬度大于5mm,必須保證焊接位置處于平焊位置進行焊接。
圖6中指定區域中(每個構架四處)存在缺陷必須進行平角焊接。
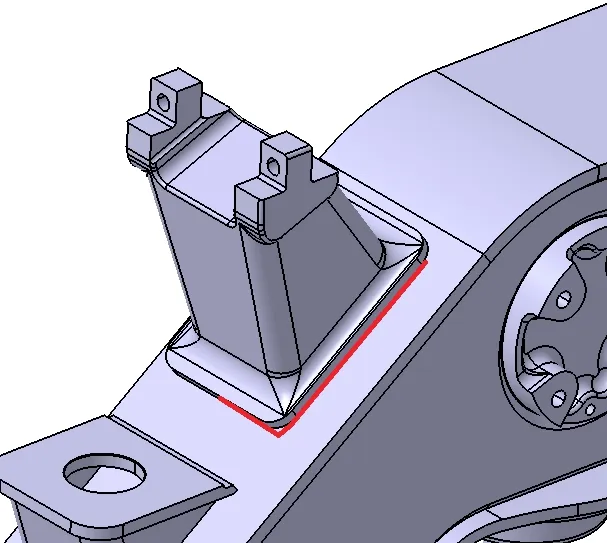
圖6
清理焊接表面,保證焊縫周邊50mm范圍內不得有油漆、油脂、水、銹等。
用阻燃布對焊接區域周圍所有加工面和油漆表面進行保護。
3.3 焊修過程
必須在焊接監督人員見證下進行焊接操作。
各焊道之間必須清理,不得有夾渣、藥皮等影響焊接的因素。
焊修表面堆焊每層厚度2-4mm。
焊接層與層之間采用錘擊法消除應力,錘擊焊縫時,溫度應維持在100-150℃之間,避免在200-300℃之間進行。
缺陷位于下圖虛線所指尺寸區域中,焊修后進行重熔處理,執行文件FC99003《TIG非熔化極鎢極氬弧焊定位焊技術規范》。
3.4 焊接參數

焊接位置 焊條直徑(mm) 電流強度(A)標準值 最小值 最大值平角焊PB 3.2 120 100 140仰角焊PD 3.2 100 90 120
3.5 焊后檢查
焊縫冷卻到室溫后,用砂輪打磨成圓滑過渡。
目視檢查焊縫表面不允許存在夾渣、氣孔、裂紋等焊接缺陷。
修復24小時后,進行探傷(探傷要求及工藝見:GY(19)DJH11-002《構架上拉桿座(二)焊縫滲透探傷工藝》),探傷合格后進行補漆(包括焊修用接地位置)[3]。
4 控制措施
通過以上修復,針對HXD2-1006機車制定以下控制措施:
4.1.1 故障機車投入運用每次入庫后,連續3趟對該位置進行滲透探傷檢查,結束后,每月對該位置進行一次跟蹤檢查,持續至該車機車進入C5修解體,C5修時對該位置徹底探傷檢查。
4.1.2 對配屬全部HXD2型機車軸箱拉桿座焊縫全面探傷普查,發現異常及時確認并處置。
4.1.3 做好車載走行部數據分析,整備作業時發現走行部存在數據異常及時重點檢查,發現走行部異常,數據分析人員對該位置數據進行重點分析并反饋。
4.1.4 將HXD2型機車軸箱拉桿座焊縫檢查納入機車出入庫攝像手電拍攝項點,管理人員結合視頻分析、跟班作業,檢查落實情況。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
