降低切絲過程泥條產生量研究
2020-07-13 07:48:48朱建新
中國設備工程 2020年13期
朱建新
(河南中煙安陽卷煙廠,河南 安陽 455000)
具有一定流量的煙片通過進料輸送裝置進入料斗,經過推板的往復擺動,壓實煙片,減少空穴,并將煙片推送到具有一定夾角,呈喇叭口形狀的上、下銅排鏈之間。在銅排鏈向前運動過程中,煙片一方面向前運動,一方面受到上銅排鏈向下作用力逐漸壓縮,到達通道小端的矩形刀門處時,由于刀門氣缸的向下壓力煙片形成堅實的煙餅。主電機通過傳動帶驅動刀輥沿刀門旋轉,刀輥轉速和排鏈速度由PLC控制,并按嚴格的比率保持運行。置于刀輥上的切絲刀片分別由推刀裝置作連續或斷續的定量進給,并由磨刀器往復磨礪,形成了一個規定直徑的、刃口鋒利的切削圓柱體,將從刀門連續送出的“煙餅”切成所要求寬度的煙絲,從落料斗送出,從而完成整個切絲過程。煙絲純凈度也是影響卷煙產品質量的主要因素之一,而泥條產生量較高嚴重影響煙絲純凈度。泥條是在切絲過程中,油份、糖類以及粉塵等在導絲條上聚集成塊,隨著刀輥切削過程被甩出,混入煙絲中,在后續工序很難剔除干凈。殘存的泥條在卷接過程中會造成煙槍阻塞、煙支搭口裂開、產生跑條以及竹節、空頭煙支等。在卷制過程中易刺破卷煙紙,使卷煙廢品率加大,降低卷煙機的工作效率,導致卷煙產品質量的不穩定。為解決切絲過程泥條產生量過大問題,通過改變導絲條結構尺寸和表面涂層等手段,著重對影響切絲寬度及泥條產生量的關鍵因素進行研究,切后葉絲泥條量由原來的12Kg/批次降低到0.6Kg/批以下,為提高產品質量提供有力的技術支撐。
1 改進方法
切絲工序是卷煙工業制絲生產線上的關鍵工序之一,該工序負責將煙片切成一定寬度的葉絲。由于設備結構原因,在切絲過程中會產生煙絲泥條,泥條在后續工序中很難剔除,如果卷入煙支將會影響卷煙的感官質量。切絲過程中,當煙片被壓成煙餅時,煙片受到上銅排鏈向下作用力逐漸壓縮,到達通道小端的矩形刀門處時,由于刀門氣缸的向下壓力煙片形成堅實的煙餅。在壓餅過程中,由于壓力較大,煙片的細胞的結構受到破壞,細胞內的細胞質、糖類和油分物質浸出細胞壁,粘結在細胞表面。在切絲過程中,切刀在切削過程中會帶出一部分細胞內的細胞質、糖類和油分物質。由于導絲條表面有一定的粗糙程度,所以這些細胞質、糖類和油分物質加上煙片中水和灰塵會漸漸地在導絲條上粘結,達到一定時間以后,粘結的物質會越來越多,最后在滾刀切削過程中被甩出來混在煙絲中。泥條在煙絲中的含量在一定程度影響了卷煙質量,同時也影響了卷煙的吸食安全性。
1.1 現狀調查
對安陽卷煙廠在產牌號卷煙切絲后煙絲純凈度進行檢測發現(見表3-28),各牌號卷煙切后煙絲在不同程度上都存在著泥條產生,產品結構越高,存在的問題越明顯。以黃金葉(硬紅旗渠)為例,平均每批次切后煙絲泥條產生量為12.03Kg,嚴重影響了切后煙絲純凈度及卷煙品質,因此,減小切絲過程中泥條的產生量是十分必要的。

表1 不同牌號卷泥條條產生量檢測數據(Kg/批次)
1.1.1 切絲時間對泥條產生量的影響
對切絲機正常保養后,在制絲線正常工作的前提下,從30-240min,每30min為一個梯度進行測試,得到切絲泥條數據。

圖1 切絲時間與泥條產生量的關系
從圖可以看出,在切絲機正常運轉90min內,泥條量隨切絲時間的增加而增加。當切絲機正常工作90min后,泥條產生量趨于穩定。由于導絲條表面有一定的粗糙程度,在壓餅和切削過程中,產生的細胞質、糖類和油分物質加上煙片中水和灰塵會在導絲條上粘結,隨著時間的增加,導絲條上粘結得越多,產生的泥條量也會越多,達到一定時間后,導絲條上粘結的這些物質達到最大值,泥條的產生量也達到最大。而后隨著時間的增加,泥條量不再增加,趨于穩定。
生產中發現,泥條的主要產生在導絲條與刀片連接處,特別是導絲條過渡圓弧處,因此對導絲條結構尺寸的改進,主要是調整導絲條過渡圓弧曲率半徑及圓心位置。將導絲條過渡圓弧曲率半徑順次改變為0mm(取消過渡圓弧)、5mm、3.2mm(圓心位置為16.11mm),裝配到切絲機上進行試驗。
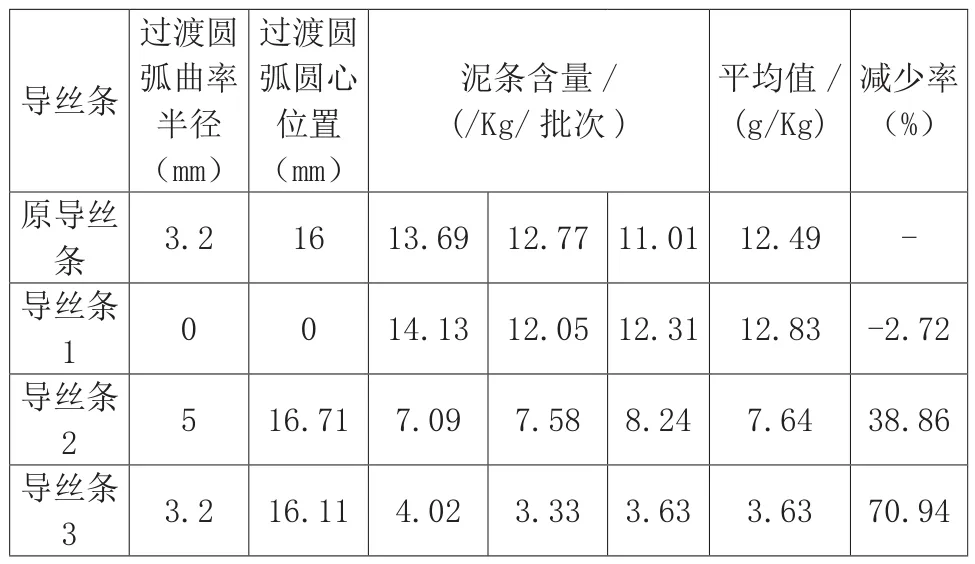
表2 不同導絲條結構尺寸測試結果(黃金葉(硬紅旗渠))
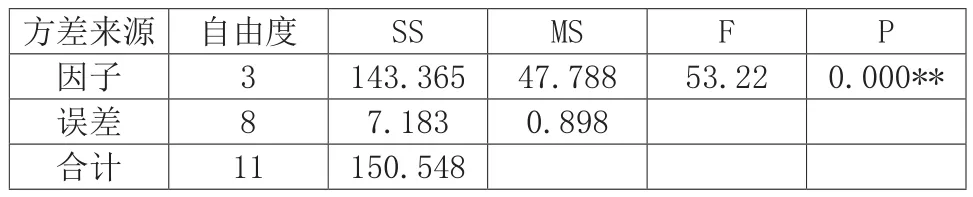
表3 單因子方差分析
由單因子方差分析(表3)可以看出,P=0.000,小于0.01,說明導絲條結構尺寸對泥條產生量影響極顯著。
將導絲條過渡圓弧在原機導絲條基礎上,增大過渡圓弧曲率半徑(5mm),泥條產生量隨之減少。推斷原因可能是由于增大過渡圓弧曲率半徑后,過渡圓弧與倒絲圓弧銜接更為平緩,尖頂變小,切絲過程中,切后煙絲與過渡圓弧、倒絲圓弧的接觸概率較高,在過渡圓弧、倒絲圓弧的作用下拋出,并隨即帶走切絲粉塵,下落到料槽內。在此過程中,粉塵不易在此處聚集,所以泥條產生量降低。但是,隨著過渡圓弧曲率半徑增加,在其他尺寸不變的情況下,導絲條過渡圓弧與接刀面的夾角減小,易造成將導絲條過渡圓弧磨損,使用壽命降低。并且,隨著導絲條過渡圓弧磨損,過渡圓弧與倒絲圓弧銜接除尖頂變大,煙絲在尖頂處的運行狀態發生變化,容易形成新的泥條。
綜合考慮導絲條的使用壽命和泥條產生量兩個因素,在過渡圓弧曲率半徑(5mm)基礎上,適當減小曲率半徑并改變過渡圓弧圓心位置,選擇過渡圓弧半徑為3.2mm,圓心位置16.11mm。實驗證明,泥條產生量顯著降低。推斷原因可能是由于改變過渡圓弧曲率半徑后,過渡圓弧與倒絲圓弧銜接較為平緩,尖頂變小,切絲過程中,切后煙絲與過渡圓弧、倒絲圓弧的接觸概率較高,在過渡圓弧、倒絲圓弧的作用下拋出,并隨即帶走切絲粉塵,下落到料槽內,并且由于導絲條過渡圓弧磨損減小,尖頂變化不顯著,煙絲在尖頂處的運行狀態未發生明顯變化,在此過程中,粉塵不易在此處聚集,所以泥條產生量明顯降低。
1.2 導絲條表面涂層對泥條產生量的影響
導絲條表面粗糙度也是影響泥條產生量的一個重要因素。通過前期調研,得出在導絲條表面涂鍍不粘涂料,即減小導絲條表面粗糙度,是降低泥條產生量的一個重要手段。
為驗證新涂料的表面粗糙度和對泥條產生量的影響,通過對涂鍍特氟龍、納米碳材料的導絲條(結構尺寸未改變前)表面粗糙度進行測量,同時對實施后的泥條量進行了統計,
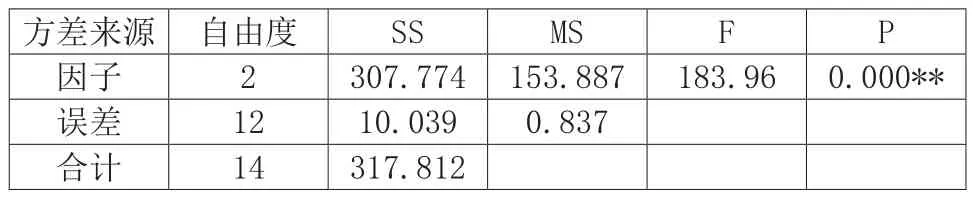
表4 導絲條表面涂層單因子方差分析
由單因子方差分析可以看出,P=0.000,小于0.01,說明導絲條表面涂層對導絲條表面粗糙度、泥條產生量影響極顯著。使用后大大降低了切絲過程中泥條的產生。由此可知,在導絲條表面涂鍍不粘材料是可行的。
2 應用效果
當導絲條過渡圓弧曲率半徑為3.2mm(圓心位置為16.11mm)、導絲條表面涂層材料為納米碳材料、增大切絲機除塵系統實際功率為0.75kW后,泥條產生量大大降低,以黃金葉(硬紅旗渠)為例,泥條產生量降低至0.54Kg/批次,達到了預期效果。
研究結果表明:
(1)切絲泥條產生量隨著切絲機正常運轉時間的增加而增加,90min以后泥條的產生量趨于穩定,測量泥條產生量應正常開機后90min后取樣。
(2)切刀伸出量、導絲條表面溫度對泥條產生量的影響不顯著。
(3)通過改變導絲條結構尺寸,即適當減小過渡圓弧曲率半徑,增大過渡圓弧圓心位置,縮短頂尖高度,能有效減少切絲過程中泥條的產生,當過渡圓弧曲率半徑為3.2mm,圓心位置為16.11mm時,泥條產生量由原導絲條的12Kg/批次降低至3.63Kg/批次,降低了70.94%。
(4)在導絲條表面涂鍍納米碳材料,可有效減小導絲條表面粗糙度,降低切絲過程中泥條的產生。
(5)切絲機除塵系統的輸出功率提升至0.75kW后,除塵效果改善明顯,導絲條的表面粗糙度穩定性提高,減少切絲過程中泥條的產生。
(6)通過改進,當導絲條過渡圓弧曲率半徑為3.2mm,圓心位置為16.11mm,導絲條表面涂鍍納米碳不粘材料,切絲機除塵系統的輸出功率提升至0.75kW后,切絲泥條產生量由原來的12.03Kg/批次降低至0.54Kg/批次,已經達到目標值切后葉絲泥條產生量降低至2Kg以下的目標。
3 結語
切絲泥條在后續工序中很難剔除干凈,殘存的泥條在煙支卷制過程中易刺破卷煙紙,降低卷煙機的工作效率,使卷煙機的停機率、廢品率增大,最終導致卷煙產品質量的不穩定。研究結果表明:
(1)切絲泥條產生量隨著切絲機正常運轉時間的增加而增加,90min以后泥條的產生量趨于穩定,測量泥條產生量應正常開機后90min后取樣。
(2)切刀伸出量、導絲條表面溫度對泥條產生量的影響不顯著。
(3)在導絲條表面涂鍍納米碳材料,可有效減小導絲條表面粗糙度,降低切絲過程中泥條的產生。
(4)切絲機除塵系統的輸出功率提升至0.75KW后,除塵效果改善明顯,導絲條的表面粗糙度穩定性提高,減少切絲過程中泥條的產生。
(5)通過改進,當導絲條過渡圓弧曲率半徑為3.2mm,圓心位置為16.11mm,導絲條表面涂鍍納米碳不粘材料,切絲機除塵系統的輸出功率提升至0.75kW后,切絲泥條產生量由原來的12.03Kg/批次降低至0.54Kg/批次,達到了預期效果。