7055鋁合金的熱變形行為及擠壓工藝研究
2020-07-16 02:40:30楊純梅曹海龍田宇興
鋁加工 2020年3期
楊純梅,王 燕,曹海龍,田宇興
(1.西南鋁業(集團)有限責任公司,重慶401326;2.中鋁材料應用研究院有限公司,北京102209)
0 前言
7055 合金屬于Al-Zn-Mg-Cu 系可熱處理強化超硬鋁合金中的典型牌號,是在7050 合金的基礎上增加了Zn 含量、進一步降低了Mn 和Mg 含量而開發出來的。因此,7055 合金比7050 合金具有更高的強度,同時具有較高的斷裂韌性[1-3]。基于其優良的綜合性能,7055 合金已經廣泛應用于航空飛行器承力結構件,而且面向不同領域應用的7055合金的加工工藝還在不斷優化。
針對7055 合金的熱加工工藝研究已經有較多文獻報道。王向東等[4]基于動態材料模型和極化互惠模型研究了噴射成形7055 鋁合金的熱變形行為,表明合金在應變量為0.7 時的適宜加工溫度為400~420 ℃,應變速率為0.01~0.1s-1。趙曉東等[5]研究了一種與7055 合金成分相近的新型高強鋁合金的熱變形行為,表明組織演變主要是亞晶的形成和完善,熱變形組織演變機理為動態回復和大應變幾何動態再結晶。黃繼武[6]對7055合金熱加工的研究表明,7055合金在450 ℃以下熱變形組織主要為動態回復,在450 ℃以上熱變形組織有動態再結晶發生,較適宜的熱加工溫度為400 ℃左右。
目前,針對7055 熱變形的研究報道大部分集中在實驗及理論分析,而關于熱變形研究和實際熱擠壓變形工藝優化方面的研究鮮有報道。由于7055 合金的合金化程度高,變形抗力大,擠壓過程既要保證合金的可擠壓性,同時要兼顧設備可承受的擠壓力,因此熱擠壓難度大。本文通過熱模擬壓縮實驗對7055 合金的熱變形行為進行研究,分析微觀組織的演變規律,確定該合金的熱加工窗口;同時結合工廠試制確定了工業化7055 合金熱擠壓工藝參數,其研究結果對于類似合金的熱加工研究和生產具有極大的參考價值。
1 試驗過程
1.1 試驗材料
本試驗采用的材料為? 162 mm 的7055 鑄錠,其化學成分列于表1,圖1 是其鑄態和均勻化態的金相組織。鑄態組織為典型的枝晶網絡結構,粗大相在晶界上連續分布(圖1(a));均勻化熱處理后,枝晶組織基本消失,晶界處的可溶粗大相已基本回溶,同時在均勻化熱處理后的空冷過程中晶內有析出相析出(圖1(b))。

表1 7055合金的主要化學成分(質量分數/%)
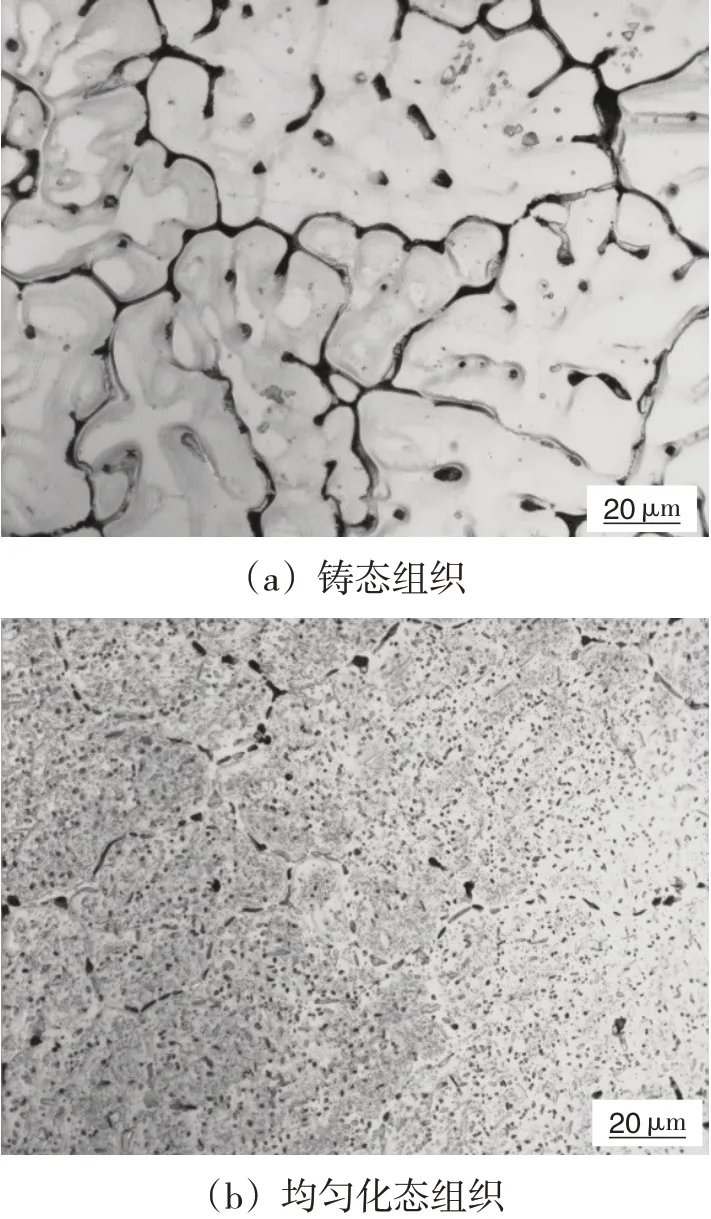
圖1 7055合金顯微組織圖
1.2 試驗方法
在均勻化熱處理后的7055 合金鑄錠上切取熱壓縮試樣,尺寸為? 10 mm×15 mm的光滑圓柱。在Gleeble-3500 熱模擬試驗機上進行等溫壓縮實驗,選擇壓縮溫度380~460 ℃、應變速率0.001-10s-1、變形量60%。以3 ℃/s 的升溫速率將試樣加熱到相應的壓縮溫度,保溫3 min 后,以恒定的速率進行壓縮。實驗過程中,溫度由焊在試樣側面中部的R型熱電偶實時測控,以保證變形過程中的恒溫條件。試樣壓縮到預定的應變量后立即水淬,以保留其變形組織。壓縮試樣沿縱向中心剖開進行研磨及機械拋光,拋光后采用混合酸覆膜,并將覆膜樣品置于Leica DFC295 光學顯微鏡下進行組織觀察。表2所示為熱壓縮試驗參數和樣品編號。
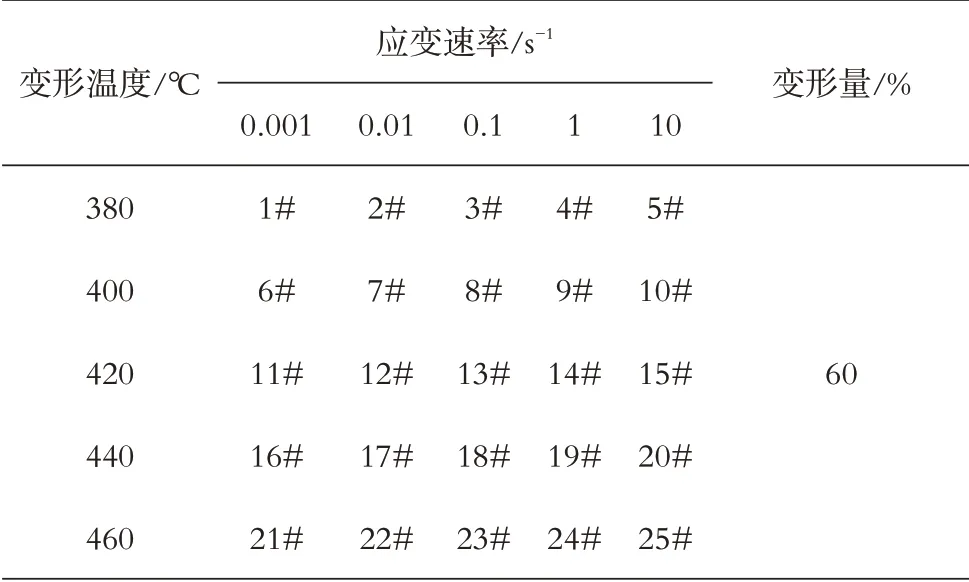
表2 熱壓縮變形參數和樣品編號
2 結果與分析
2.1 壓縮試樣宏觀分析
圖2 是熱壓縮后試樣的照片,可見25#試樣出現嚴重開裂,其變形條件為溫度460 ℃,應變速率10s-1;而其他條件下的變形試樣均沒有開裂。這表明460 ℃、10s-1的變形條件不適用于7055鋁合金在缺少體積約束條件下的熱加工;同時,其它未開裂的試樣還需要進一步組織分析其工藝可靠性。

圖2 7055合金熱壓縮后的宏觀照片
2.2 流變應力曲線
圖3 是7055 合金在380 ℃、420 ℃和460 ℃條件下熱壓縮的真應力-應變曲線。在相同的變形溫度下,流變應力隨著應變速率的增大而增大;在相同應變速率條件下,流變應力隨著變形溫度的升高而降低。應變速率在0.001~0.1s-1范圍內,合金處于準靜態壓縮狀態,應力表現為穩態流變。當應變速率達到1s-1,合金在380~460 ℃變形溫度范圍內均出現微小的應變硬化。這種微小的硬化行為出現的機理是:應變速率為1s-1時,壓縮過程在1 s內完成,塑性變形引起的位錯增值導致合金發生宏觀硬化,而相對較快的組織變形無法消減這種硬化趨勢,導致流變曲線隨著應變增大而出現硬化現象。當應變速率達到10s-1,在應變量為0.1~0.2 時達到應力峰值,隨后出現應變軟化。在380 ℃和420 ℃條件下,流變軟化趨勢雖然明顯但并無失穩,這是快速加載導致剪切變形的結果。然而,460 ℃條件下的流變曲線在達到應力峰值后急劇下降,預示著材料發生變形失穩。圖2中壓縮試樣的宏觀照片也證實了塑性失穩。
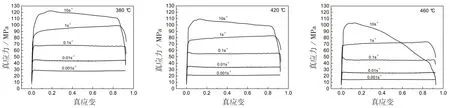
圖3 7055合金的熱模擬壓縮真應力-應變曲線
2.3 熱加工圖
本文采用包含變形激活能Q和變形溫度T的雙曲正弦形式的Arrhenius 修正函數(公式(1))來表示流變應力、應變速率和溫度之間的關系,從而推導7055合金熱變形的功率耗散圖和失穩圖。

式中:A、α和n 分別為與溫度無關的常數。對公式(1)兩邊取自然對數的偏微分可得到:

式中:第一項代表ln ε?—ln[sinh(ασ)]關系曲線的斜率;第二項代表ln[sinh(ασ)]—1/T 關系曲線的斜率。將合金壓縮變形時各變形條件下的應力值和不同溫度下求得的α參數代入ln[sinh(ασ)],對應相應的應變速率和溫度,用線性回歸繪制出ln ε?—ln[sinh(ασ)]關系曲線和ln[sinh(ασ)]—1/T 關系曲線,將所得斜率代入公式(2),得到不同變形溫度下的變形激活能及應力指數n。經計算得到合金變形激活能Q=134.7 kJ/mol。
圖4 所示為7055 合金的功率耗散圖和失穩圖。功率耗散最大值出現在高溫、低應變速率條件下;而變形失穩出現在高應變速率條件下。從失穩圖來看,失穩區出現在高應變速率區間,尤其是應變速率10 s-1條件下。失穩區的功率耗散值最小,在高速變形時產生的較多熱量來不及散出,使局部區域溫度明顯升高,材料高溫區間塑性降低,最終導致失穩開裂。
從功率耗散圖來看,合金的可加工范圍較大,功率耗散值的變化較小,說明該合金的加工性能較好。但金屬在高溫下變形時,可能產生再結晶晶粒組織;如果熱變形需要控制再結晶,最終的工藝的選擇還需要結合組織觀察而確定。
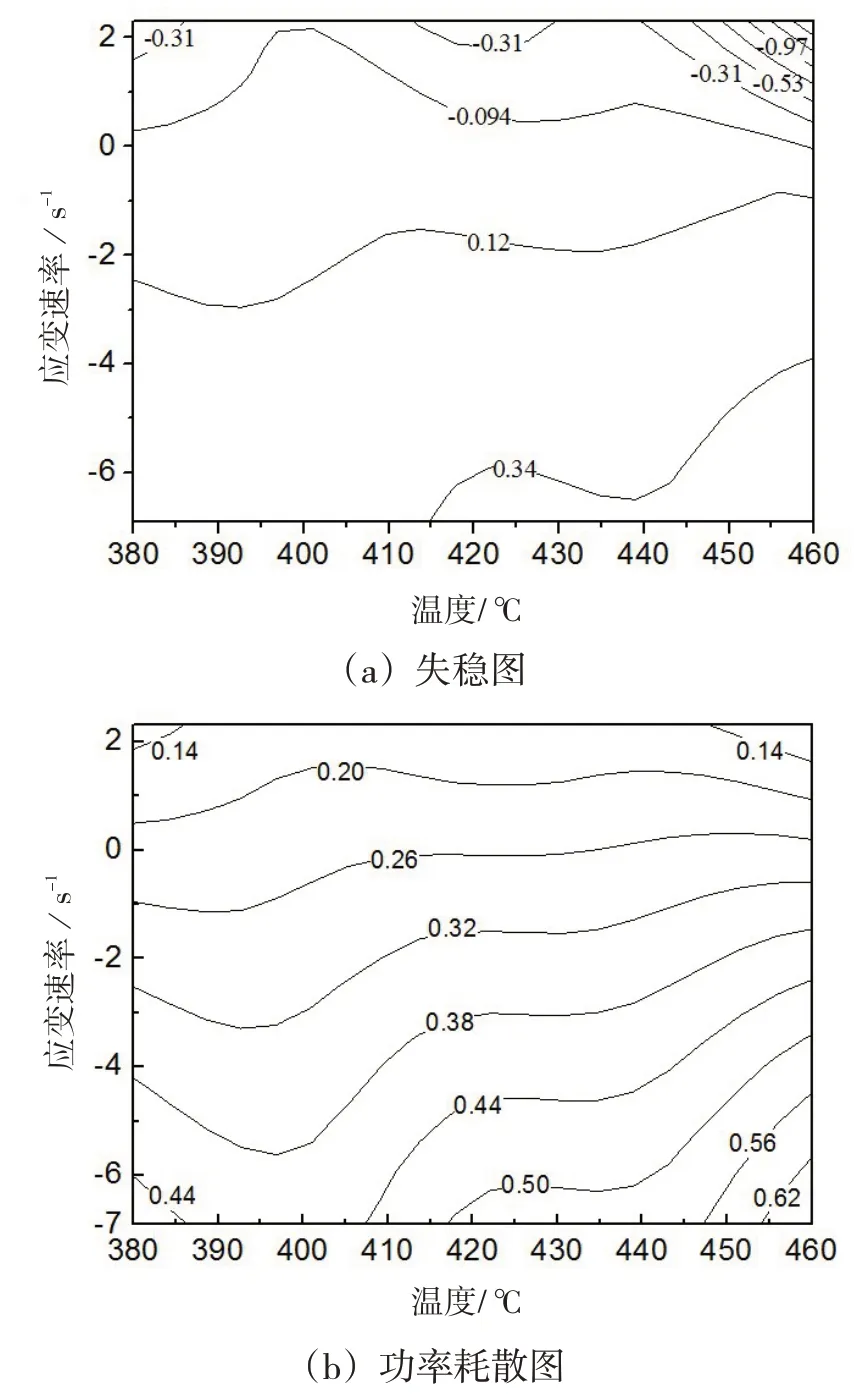
圖4 7055合金熱變形失穩圖和功率耗散圖
2.4 熱壓縮組織分析
圖5~圖9是不同壓縮條件下變形組織的覆膜金相照片。如圖5所示,在380 ℃條件下變形時,隨著應變速率從0.001s-1增大到10s-1,晶界由平直狀態轉變為彎曲狀態、由拉長的晶粒轉變為斷續的晶粒狀態,尤其是在高應變速率10s-1條件下,晶界的彎曲和剪斷更加明顯,但是沒有顯現出明顯的再結晶組織。如圖6~圖8 所示,400 ℃、420 ℃、440 ℃條件下的變形組織與380 ℃條件下的變形組織相似。作者認為,在380~440 ℃下的變形以動態回復為主,隨著應變速率的增大,集中在壓縮試樣中心的應變增大,出現幾何動態再結晶趨勢,這與文獻[5]的結論類似。然而從圖5~圖9的金相組織來看,這種幾何動態再結晶的比例很小,變形組織依然是動態回復組織。
圖9 是合金在460 ℃時的變形組織。由此可見,相比于其他較低溫度的組織,應變速率為0.001s-1和0.1s-1下的動態回復因溫度的升高而更加明顯,晶粒多邊化明顯加強。然而,當應變速率為10s-1時變形組織出現開裂,如圖9(c)箭頭所示,大部分為晶間開裂。其主要原因是快速變形引起升溫而導致材料超出了最佳的塑性區間。文獻[4]表明噴射成型的7055 合金在480 ℃、1s-1的條件下同樣出現晶間開裂,盡管噴射成型的鑄錠和本文研究的半連續鑄錠有所區別,但類似的結論表明7055 合金在高溫、高應變速率變形時將在晶界開裂,失去可塑性加工的能力。
文獻[6]表明,7055 合金在450 ℃以下熱變形時,熱變形組織主要為動態回復,在450 ℃以上熱變形有動態再結晶發生,這與本文觀察到的不完全一致。一方面,這種差異與變形量有關;另一方面與合金中彌散析出相有關。文獻[8-9]表明,合金中的彌散析出相對位錯和亞晶界具有很強的釘扎作用,會嚴重阻礙合金變形過程中再結晶的發生。這種彌散相抑制再結晶的行為已經普遍被接受。本研究采用的7055 合金中含有大量的Al3Zr 等彌散析出相,能夠產生抑制再結晶的作用,這可能是本實驗中7055合金的熱變形組織主要為動態回復的原因。
結合壓縮曲線、熱加工圖和金相組織分析,初步確定了7055 的熱變形溫度不應高于450 ℃,最好選擇在420~450 ℃之間,應變速率應控制在0.001~0.1s-1之間。
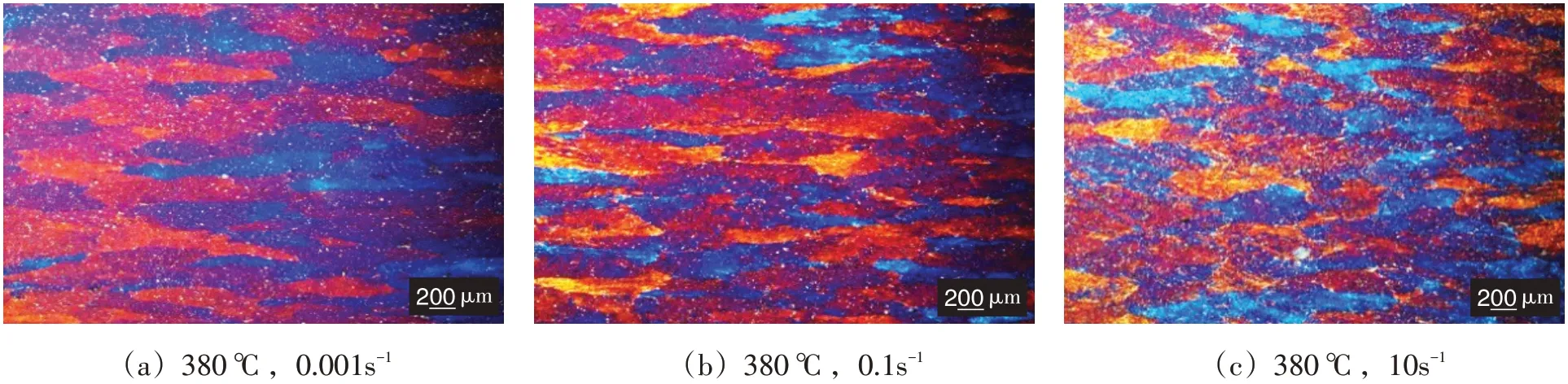
圖5 7055合金在溫度380 ℃條件下的變形組織
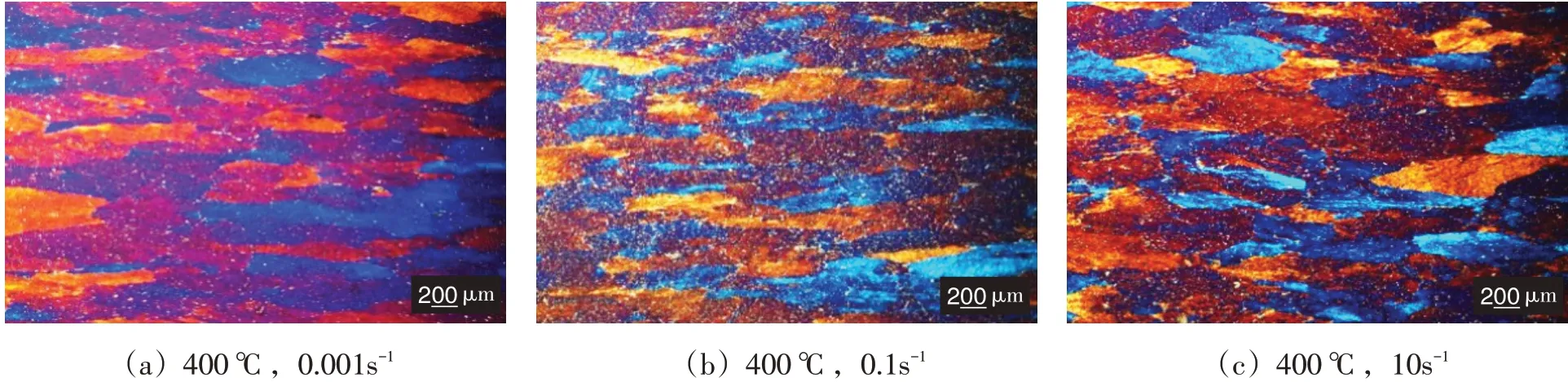
圖6 7055合金在溫度400 ℃條件下的變形組織
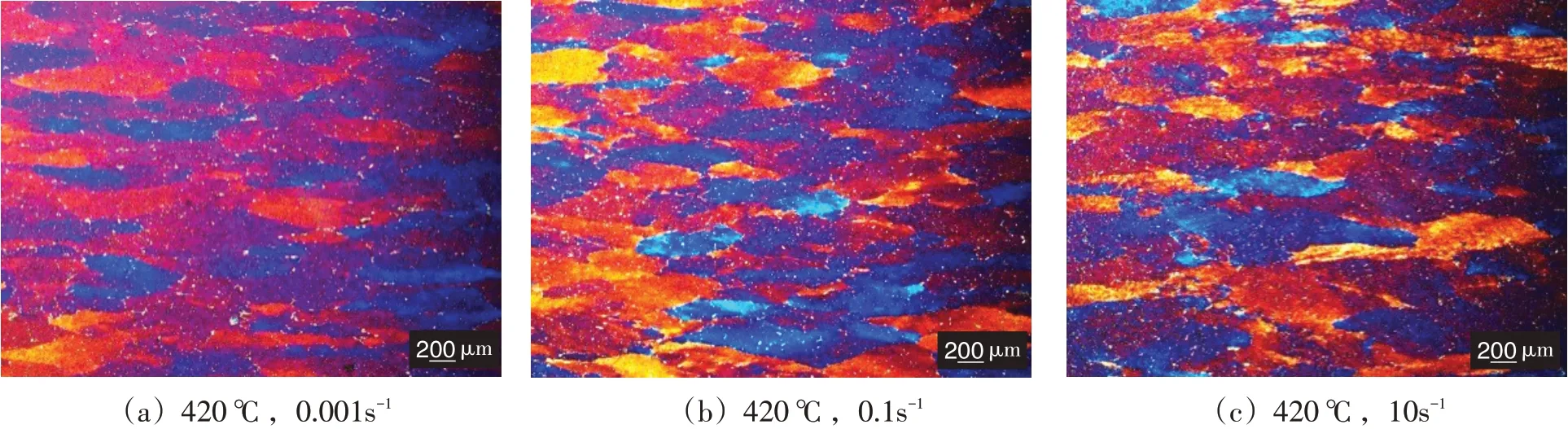
圖7 7055合金在溫度420 ℃條件下的變形組織
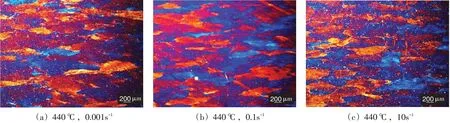
圖8 7055合金在溫度440 ℃條件下的變形組織
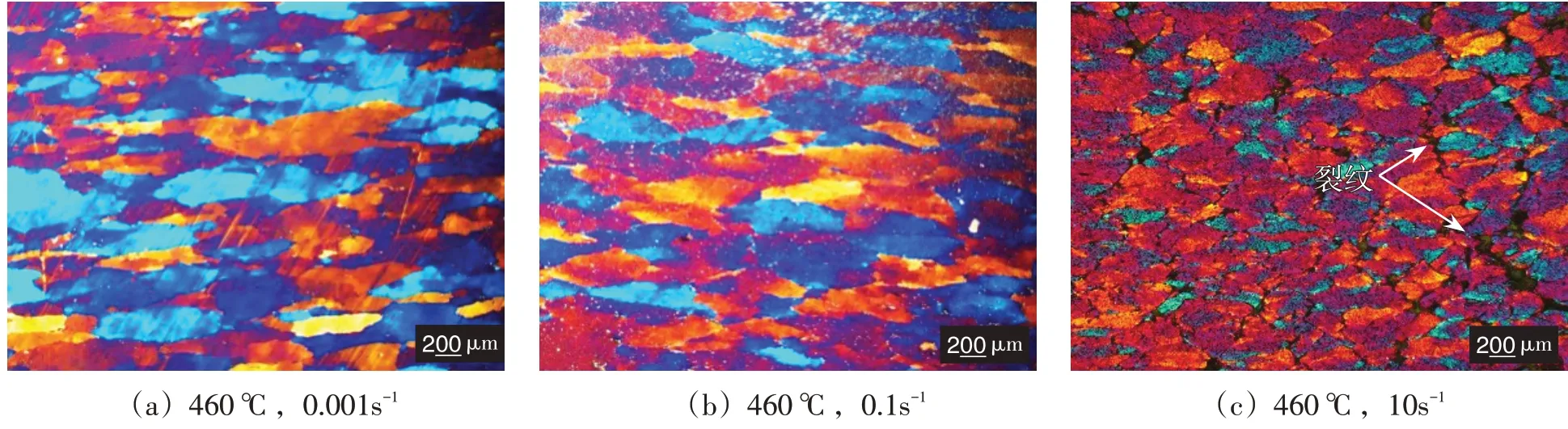
圖9 7055合金在溫度460 ℃條件下的變形組織
2.5 擠壓工藝驗證
根據實驗結果與分析,開展了工業化擠壓驗證。熱壓縮試驗研究結果表明,合金較佳的變形溫度在420~450 ℃之間,應變速率應控制在0.001~0.1s-1之間。為了進一步研究實際擠壓工藝,擠壓溫度選取了相對較寬的溫度范圍(400 ℃、420 ℃、430 ℃、440 ℃、460 ℃),鑄棒在感應爐內加熱保溫。由于擠壓速度增大引起擠壓力增大,為了保證在特定噸位的擠壓機上安全擠出,選取較低的應變速率:0.001s-1、0.003s-1、0.005s-1、0.006s-1、0.007s-1,對應的擠壓速率依次為:0.3 m/min、0.5 m/min、0.7 m/min、0.9 m/min、1.0 m/min。工業化鑄錠采用與熱壓縮試樣相同的均勻化熱處理工藝。擠壓比采用20,擠壓筒溫度410 ℃,擠壓試驗結果列于表3。
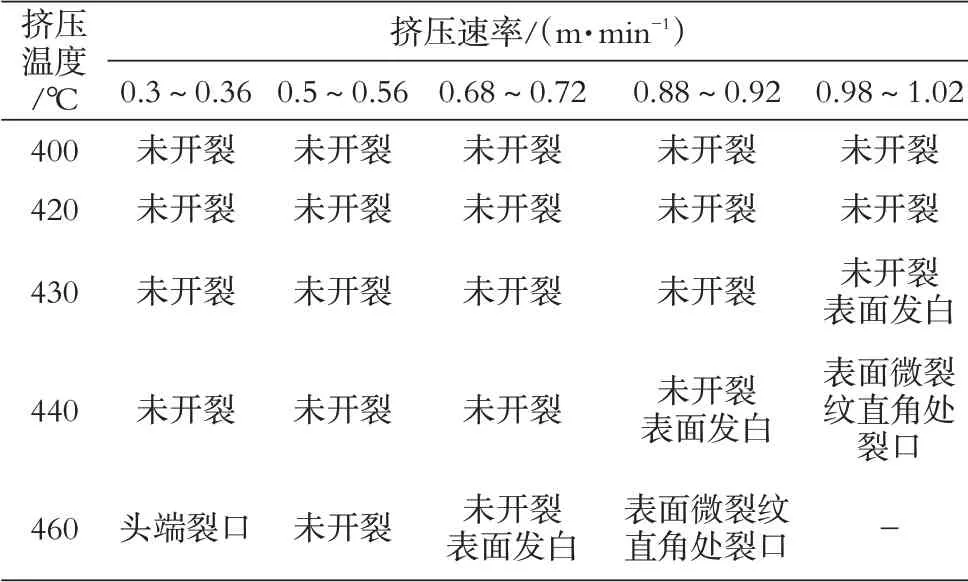
表3 7055合金擠壓型材工業試驗
試驗發現,擠壓溫度在400~460 ℃時均具有可擠壓性,但隨著擠壓速率的升高,擠壓工藝窗口逐漸減小,這與熱模擬壓縮得到的結論一致。
擠壓溫度在400 ℃、420 ℃、430 ℃時,型材均可擠出,但溫度較低時擠壓力較大;溫度較高且擠壓速率較大時,盡管未開裂但表面發白,這主要是由于擠壓速率較快,擠壓熱塑性變形不均,使得表層金屬承受較大的摩擦力和附加拉應力導致的。如果擠壓速率過大,擠壓溫度偏高,當瞬時應力超過金屬抗拉強度時就會產生擠壓裂紋。
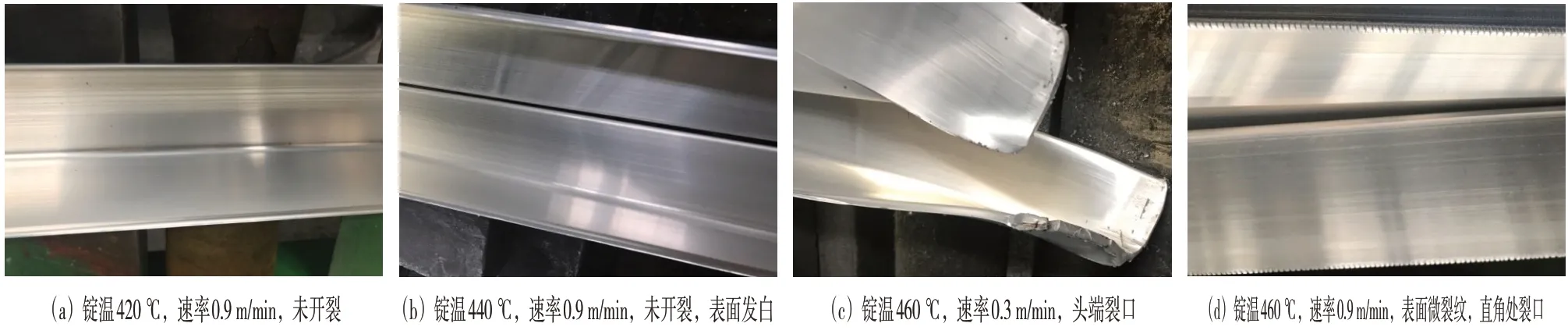
圖10 不同溫度、不同擠壓速率下的7055合金擠壓型材表面情況
擠壓溫度為440 ℃和460 ℃、對應的擠壓速率分別為0.9 m/min 和0.7 m/min 時,型材表面已出現發白的現象;速率提高至1.0 m/min,型材出現明顯的裂紋。綜合熱模擬試驗與組織分析、熱加工圖以及熱擠壓工藝驗證,確定了7055 合金較佳的擠壓溫度為420~440 ℃,擠壓速率為0.3~0.7 m/min。
3 結論
(1)在溫度380~460℃范圍內,應變速率在0.001~0.1s-1間時,合金表現為穩態流變;應變速率為1s-1時,合金發生流變硬化。當變形溫度為460 ℃、應變速率為10s-1時,合金發生嚴重的塑性失穩。
(2)對熱變形工藝參數進行工業化驗證,確定了7055 合金較佳的擠壓溫度為420~440℃,擠壓速率為0.3~0.7 m/min。
(3)本文通過熱模擬壓縮試驗研究,結合工廠試制確定了7055 合金熱擠壓工藝參數,對于類似合金的熱加工研究和生產具有極大的參考價值。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03