基于深度學(xué)習(xí)的VC散熱片銅管焊接控制系統(tǒng)
2020-07-17 00:41:02陳磊劉芳黃帥
自動(dòng)化與信息工程 2020年3期
陳磊 劉芳 黃帥
開發(fā)設(shè)計(jì)
基于深度學(xué)習(xí)的VC散熱片銅管焊接控制系統(tǒng)
陳磊 劉芳 黃帥
(臺達(dá)電子電源(東莞)有限公司,廣東 東莞 523308)
針對人工控制VC散熱片銅管焊接存在缺陷率高的問題,提出基于深度學(xué)習(xí)的VC散熱片銅管焊接控制系統(tǒng)。該系統(tǒng)選用工業(yè)相機(jī)VCXU-53C采集焊接位置圖像;利用改進(jìn)的深度學(xué)習(xí)SqueezeNet輕量化神經(jīng)網(wǎng)絡(luò)建立焊接網(wǎng)絡(luò)模型,實(shí)時(shí)分析采集的焊接位置圖像,輸出當(dāng)前焊接進(jìn)度;識別到焊接進(jìn)度完成時(shí),立即向高周波焊接設(shè)備發(fā)送停止信號,從而實(shí)現(xiàn)高周波焊接設(shè)備的自動(dòng)化與智能化。該系統(tǒng)經(jīng)實(shí)際應(yīng)用驗(yàn)證:焊接良率可達(dá)到99.91%,滿足實(shí)時(shí)檢測的需求。
深度學(xué)習(xí);SqueezeNet;網(wǎng)絡(luò)模型;高周波
0 引言
蒸汽腔(vapor chamber,VC)散熱片亦稱均溫板或均熱板,采用真空腔均熱板技術(shù),在二維面上傳導(dǎo)熱量,實(shí)現(xiàn)高效散熱,廣泛應(yīng)用于CPU,NP,ASIC等大功耗器件的散熱。目前,VC散熱片的銅管焊接大都采用人工控制高周波焊接方式,存在缺陷率偏高的問題。
本文提出基于深度學(xué)習(xí)的VC散熱片銅管焊接控制系統(tǒng),配合高周波焊接設(shè)備實(shí)現(xiàn)VC散熱片的銅管全自動(dòng)焊接。采用改進(jìn)的深度學(xué)習(xí)SqueezeNet輕量化神經(jīng)網(wǎng)絡(luò)建立焊接網(wǎng)絡(luò)模型,實(shí)時(shí)識別銅管焊接進(jìn)度,并根據(jù)焊接進(jìn)度及時(shí)控制高周波焊接設(shè)備。該控制系統(tǒng)可代替人工,避免人為因素造成的焊接不良,有效解決了人工控制VC散熱片銅管焊接存在缺陷率偏高的問題。
1 系統(tǒng)框圖
基于深度學(xué)習(xí)的VC散熱片銅管焊接控制系統(tǒng)主要包括視覺模塊、算法模塊和控制模塊,系統(tǒng)框圖如圖1所示。
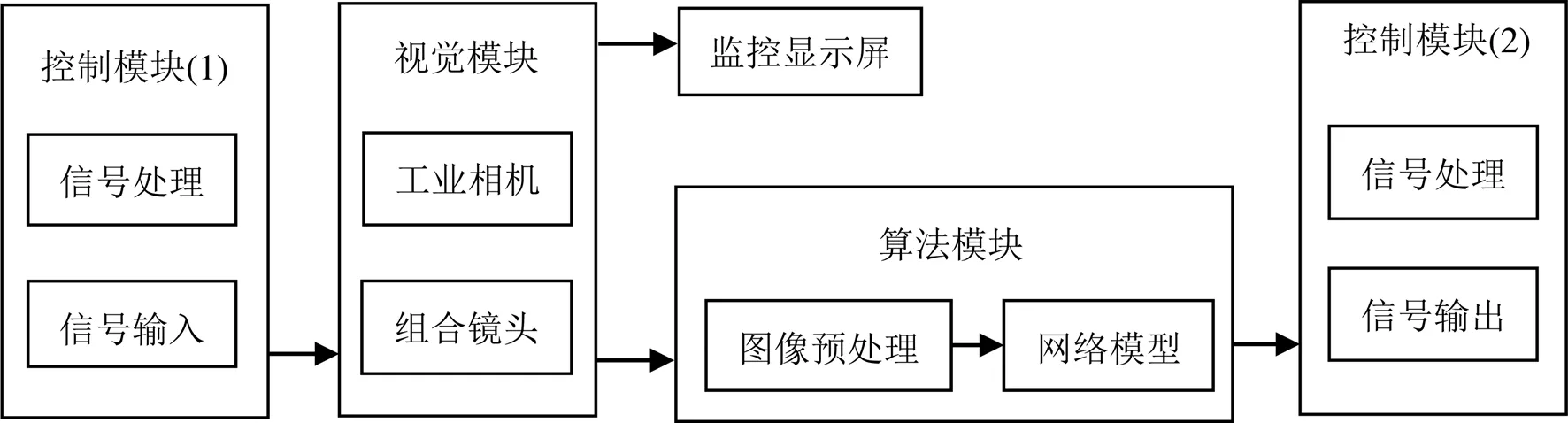
圖1 基于深度學(xué)習(xí)的VC散熱片銅管焊接控制系統(tǒng)框圖
1.1 視覺模塊
視覺模塊由工業(yè)相機(jī)和組合鏡頭組成。其中工業(yè)相機(jī)采用VCXU-53C(USB3.0接口,530萬彩色全局曝光coms相機(jī));組合鏡頭由焦距為50 mm的鏡頭帶3個(gè)5 mm接圈加90度轉(zhuǎn)折鏡頭組成,其框圖如圖2所示。工業(yè)相機(jī)VCXU-53C通過高周波線圈的中間通孔采集焊接位置圖像,其視野大小為25 mm ×31 mm。視覺模塊接收控制模塊傳送的開始采集信號后,由工業(yè)相機(jī)VCXU-53C采集焊接位置圖像,并將采集的焊接位置圖像實(shí)時(shí)發(fā)送給監(jiān)控顯示屏,實(shí)現(xiàn)焊接過程的實(shí)時(shí)監(jiān)控;同時(shí)將采集的焊接位置圖像發(fā)送給算法模塊,供其分析識別。
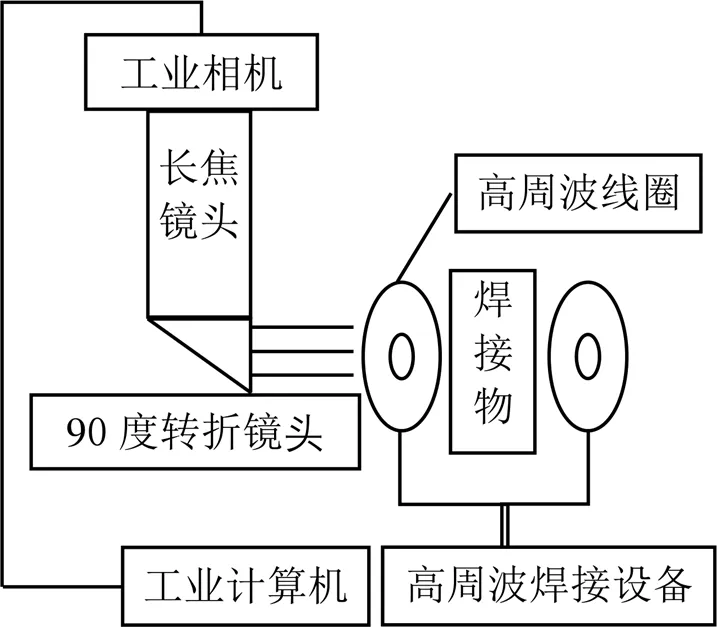
圖2 視覺模塊框圖
1.2 算法模塊
算法模塊包括圖像預(yù)處理和網(wǎng)絡(luò)模型。圖像預(yù)處理灰度化處理視覺模塊傳遞的焊接位置圖像,并將處理后的焊接位置圖像傳送給網(wǎng)絡(luò)模型。網(wǎng)絡(luò)模型采用改進(jìn)的SqueezeNet神經(jīng)網(wǎng)絡(luò),對接收的焊接位置圖像進(jìn)行特征提取和池化等計(jì)算,得出當(dāng)前焊接進(jìn)度;當(dāng)算法模塊識別到焊接進(jìn)度完成,立刻向高周波焊接設(shè)備發(fā)送停止信號,完成一個(gè)焊接周期。
1.2.1 圖像預(yù)處理
視覺模塊采集的焊接位置圖像是彩色的,采用RGB顏色模式,需用三維矩陣來表示。本文將彩色圖像進(jìn)行灰度化處理,以減少圖像處理時(shí)間。圖像灰度化處理方式有分量法、最大值法、平均值法和加權(quán)平均法[1]。本文采用最大值法,即將彩色圖像中RGB亮度三分量的最大值作為灰度圖的灰度值,處理效果如圖3所示。焊接位置圖像經(jīng)灰度化處理后,只需一維矩陣即可表示,提高了后續(xù)處理速度。
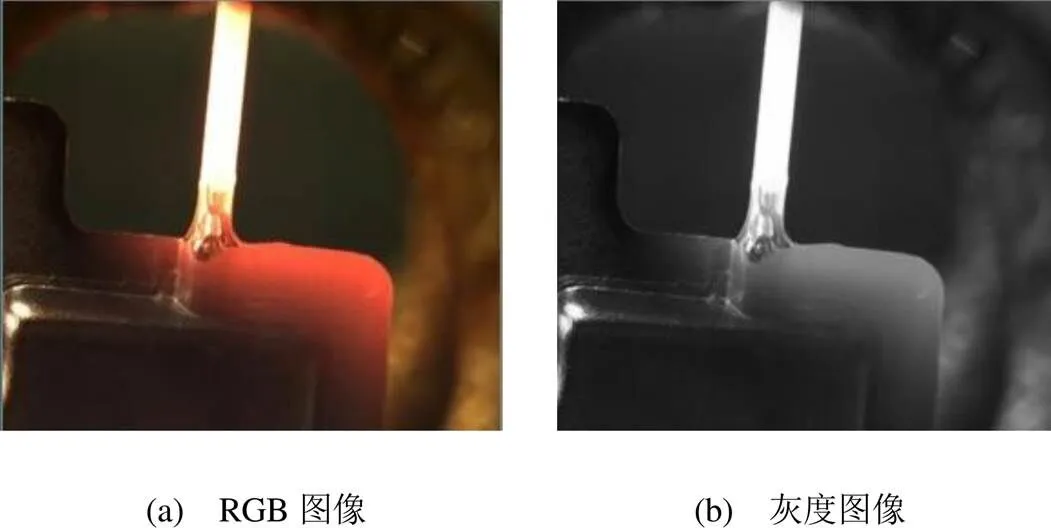
圖3 焊接位置圖像灰度化前后對比
1.2.2 SqueezeNet模型
VC散熱片銅管焊接要求控制精準(zhǔn),故需要高效快速的網(wǎng)絡(luò)模型。本文選用輕量且高效的神經(jīng)網(wǎng)絡(luò)SqueezeNet實(shí)現(xiàn)焊接網(wǎng)絡(luò)模型。焊接網(wǎng)絡(luò)模型在有限計(jì)算資源情況下,盡可能地提高算法處理幀數(shù),達(dá)到實(shí)時(shí)監(jiān)控焊接進(jìn)度的目的,從而準(zhǔn)確地控制焊接過程。
SqueezeNet模型[2]由Fire Module堆積而成。Fire Module采用模塊化的卷積,包含squeeze層(1×1卷積核)和expand層(混合使用1×1和3×3卷積核)2層卷積操作。標(biāo)準(zhǔn)SqueezeNet1.0模型結(jié)構(gòu)如圖4所示,共包含10層。
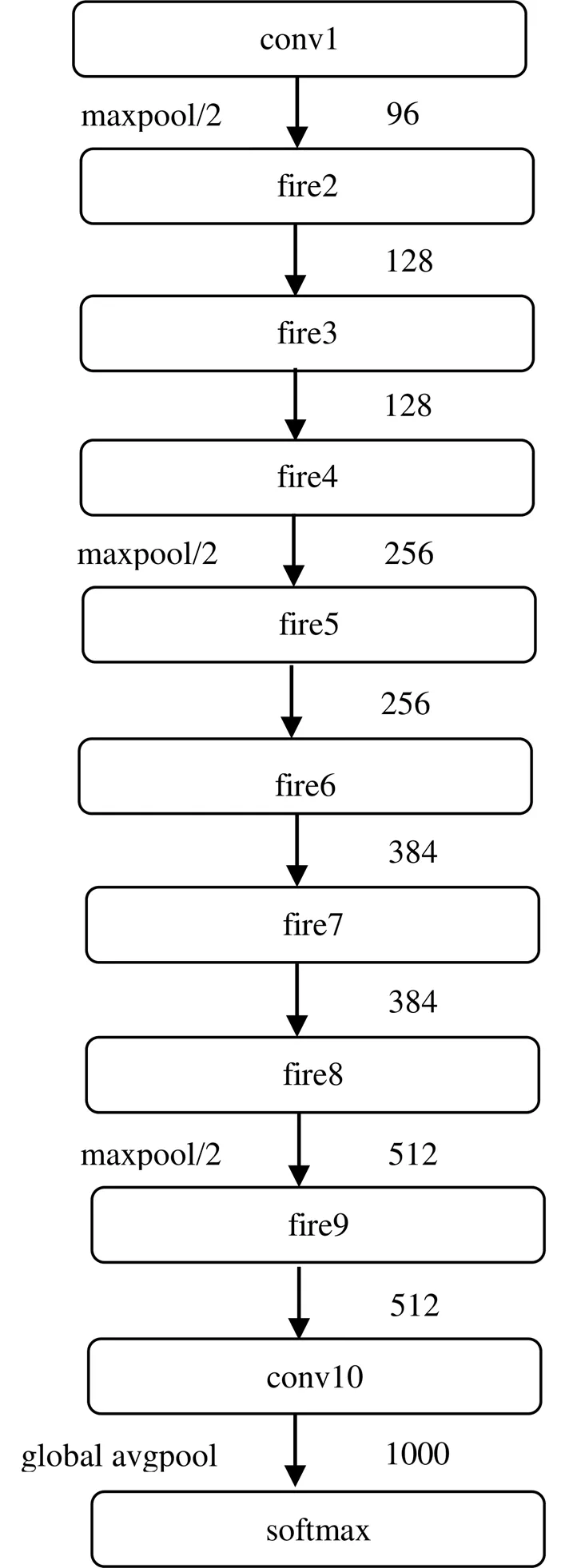
圖4 標(biāo)準(zhǔn)SqueezeNet1.0模型結(jié)構(gòu)圖
第1層是卷積層,用來提取輸入數(shù)據(jù)特征;第2層到第9層是Fire Module的堆積,中間穿插著stride =2的maxpool層,主要作用是下采樣,并采用延遲策略,盡量使前面層擁有較大的feature map;第10層是卷積層,用來得到所有類別的通道;最后通過softmax函數(shù)將各個(gè)通道歸一化為概率,得到每個(gè)通道的分類概率值。
1.2.3 改進(jìn)的SqueezeNet模型
由于SqueezeNet1.0模型訓(xùn)練耗時(shí)且只能解決分類的問題,本文對SqueezeNet1.0模型進(jìn)行改進(jìn)。1)將穿插在fire4與fire5、fire8與fire9 之間的maxpool層改成穿插在fire3與fire4 、fire5與fire6 之間,這樣可對特征提早進(jìn)行降維處理,減少了每層的處理時(shí)間,從而提高訓(xùn)練速度;2)將SqueezeNet1.0模型最后一層softmax換成3個(gè)線性(全連接)層,將輸出尺寸1×1×1000變?yōu)?×1×1,使輸出不再是分類概率,而是單個(gè)回歸值,可直接用來表示當(dāng)前焊接進(jìn)度。改進(jìn)的SqueezeNet模型結(jié)構(gòu)如圖5所示,模型各層參數(shù)信息如表1所示,其中s1×1表示squeeze層中1×1 filter的個(gè)數(shù);e1×1表示expand層中1×1 filter的個(gè)數(shù);e3×3表示expand層中3×3 filter的個(gè)數(shù)。
1.2.4 訓(xùn)練改進(jìn)的SqueezeNet模型
根據(jù)改進(jìn)的SqueezeNe模型訓(xùn)練VC散熱片銅管焊接網(wǎng)絡(luò)模型。通過生產(chǎn)經(jīng)驗(yàn)將焊接過程分為5個(gè)階段定義:(a) 無材料、(b) 有材料,未開始加熱、(c) 焊接過程中、(d) 冷卻中和(e) 冷卻完成,如圖6所示。
工業(yè)相機(jī)VCXU-53C采集(c)階段焊接過程中反反映焊接進(jìn)度的圖像,利用改進(jìn)的SqueezeNet模型訓(xùn)練VC散熱片銅管焊接網(wǎng)絡(luò)模型。具體訓(xùn)練步驟:1)收集圖6中(c)階段的圖像50張,同時(shí)記錄每張圖像對應(yīng)的焊接進(jìn)度;2)采用圖像預(yù)處理將收集的圖像轉(zhuǎn)為灰度圖像,以此提高后續(xù)訓(xùn)練速度;3)將處理后的所有圖像分為訓(xùn)練集和驗(yàn)證集,本文隨機(jī)選取30張圖像作為訓(xùn)練集,剩余20張圖像作為驗(yàn)證集,4)將訓(xùn)練集作為改進(jìn)的SqueezeNet模型輸入,利用高性能計(jì)算機(jī)訓(xùn)練焊接網(wǎng)絡(luò)模型,得到訓(xùn)練后的焊接網(wǎng)絡(luò)模型;5)將驗(yàn)證集作為焊接網(wǎng)絡(luò)模型的輸入,得到每張圖像的結(jié)果與之前記錄的真實(shí)進(jìn)度進(jìn)行對比,計(jì)算其準(zhǔn)確率,本文實(shí)驗(yàn)的準(zhǔn)確率為99.95%。
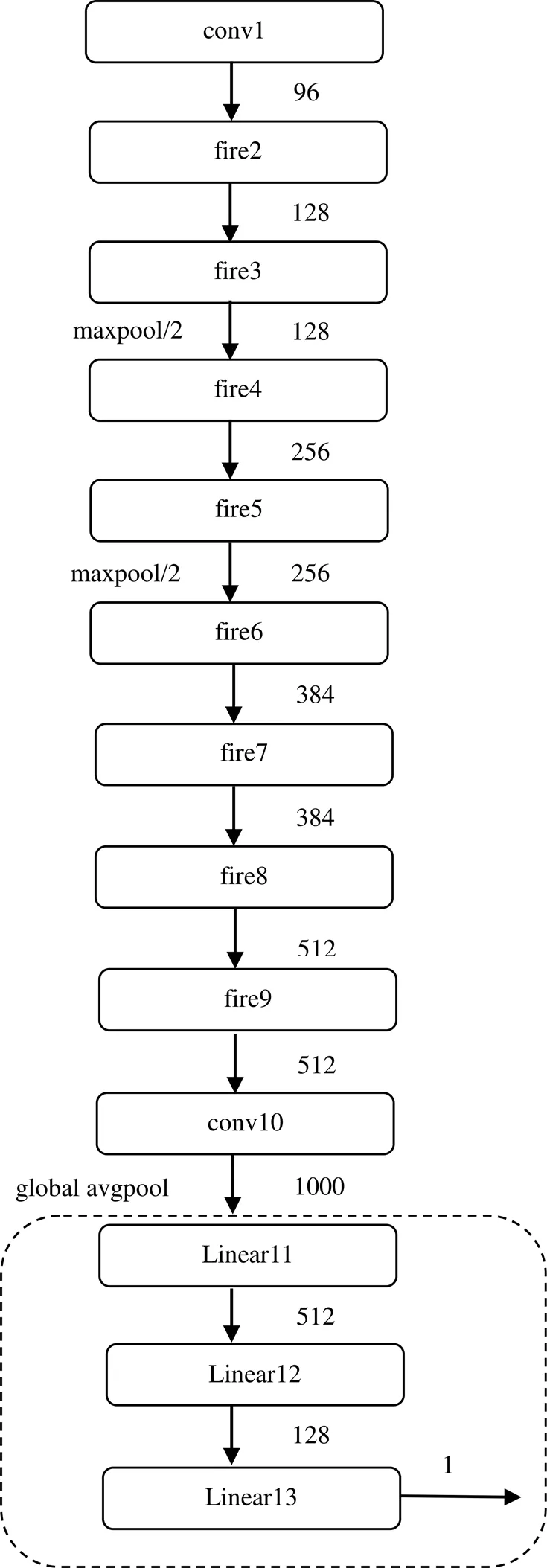
圖5 改進(jìn)的SqueezeNet 模型結(jié)構(gòu)圖
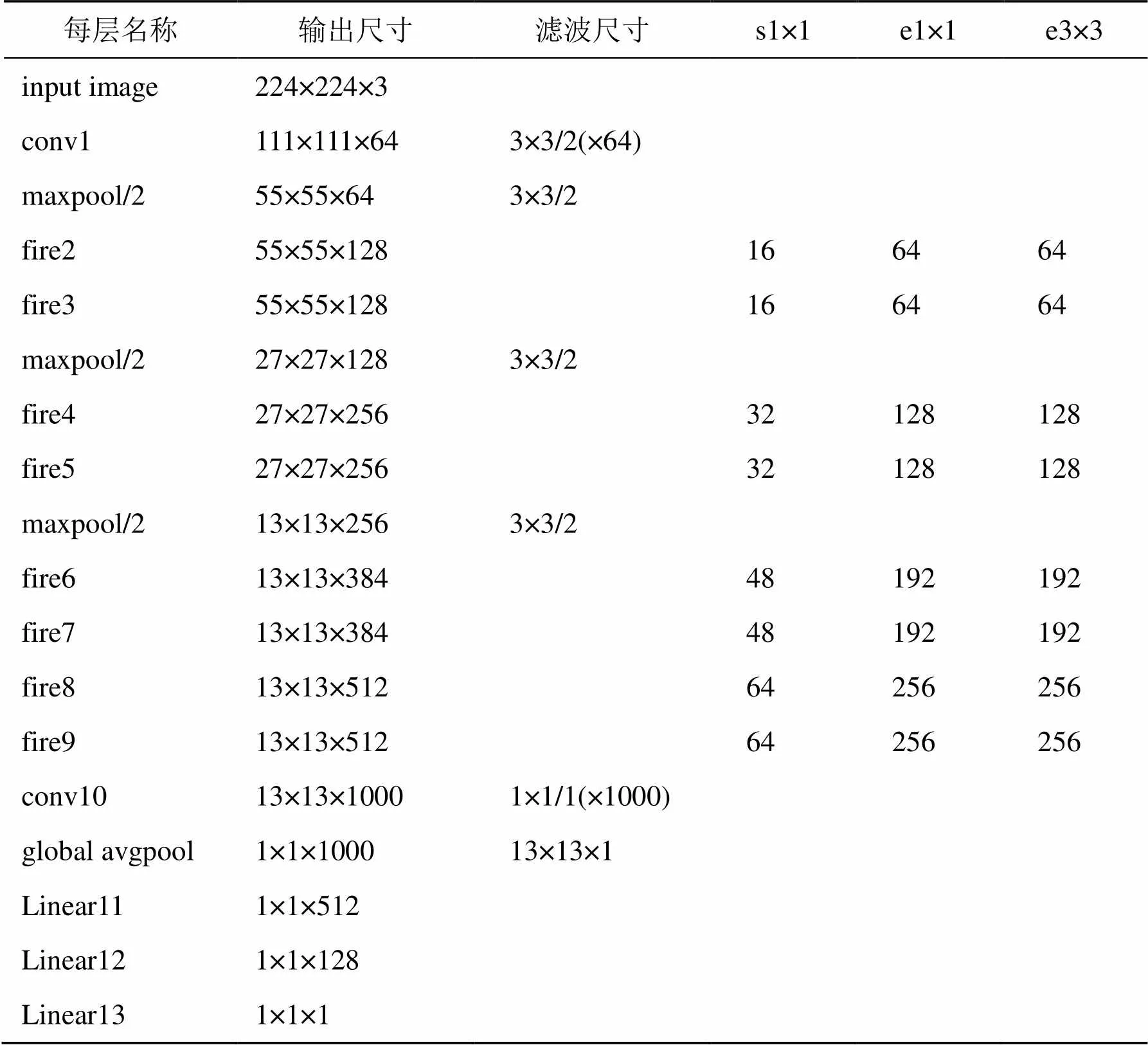
表1 改進(jìn)的SqueezeNet模型各層參數(shù)信息
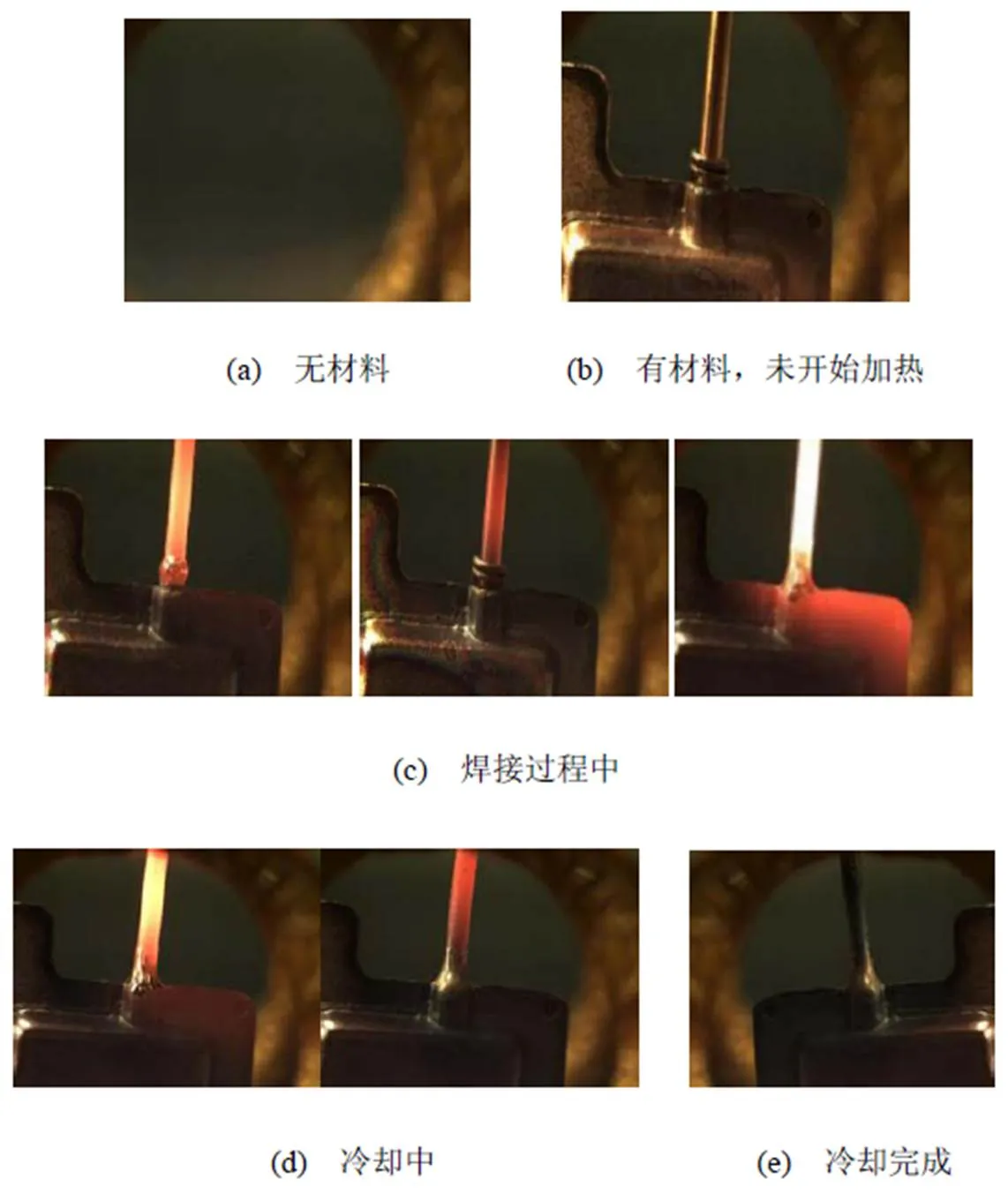
圖6 焊接過程分段定義
本文焊接進(jìn)度采用百分?jǐn)?shù)表示,100.00%表示焊接已完成。模型訓(xùn)練進(jìn)度輸出表如表2所示,其中標(biāo)簽為每張圖像對應(yīng)的真實(shí)焊接進(jìn)度;輸出為本文模型識別圖像的焊接進(jìn)度結(jié)果;差異為真實(shí)焊接進(jìn)度與本文模型得到的進(jìn)度差值。
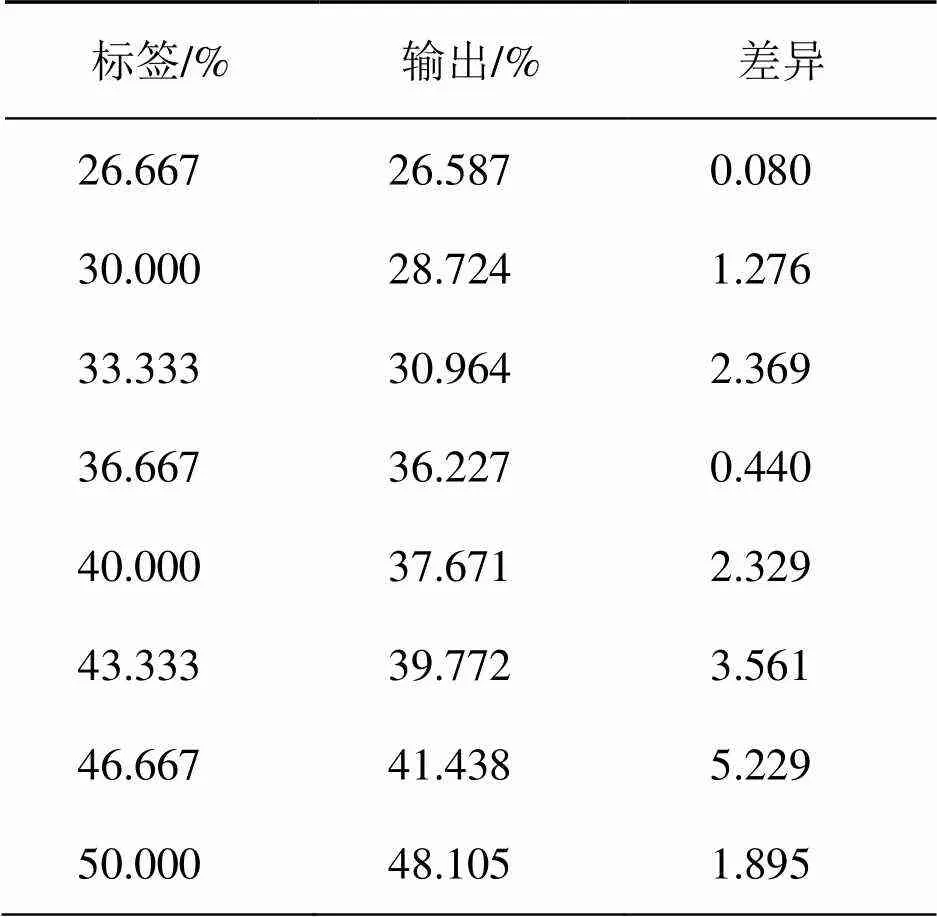
表2 模型訓(xùn)練進(jìn)度輸出表
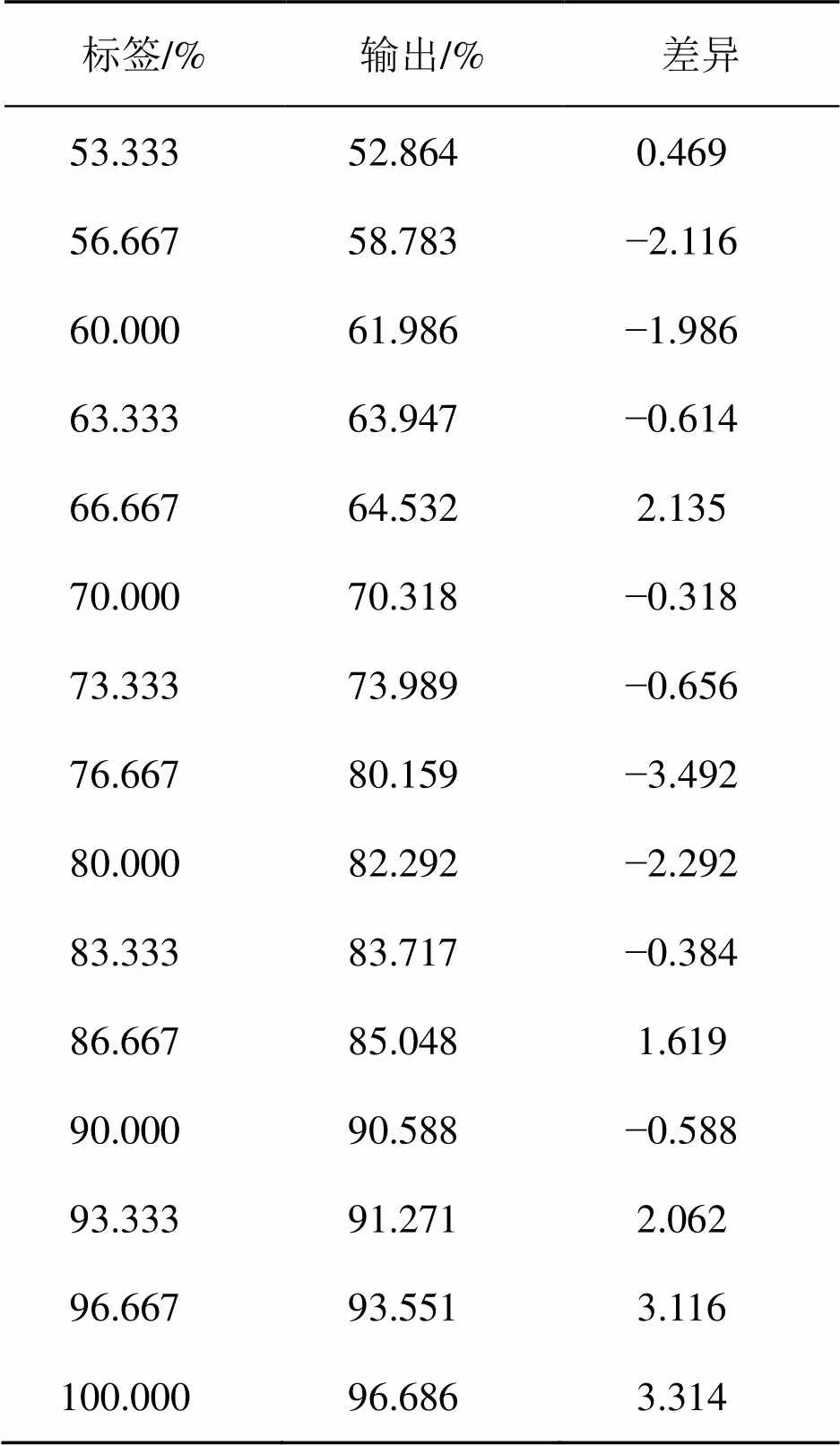
續(xù)表
由表2可知:本文建立的焊接網(wǎng)絡(luò)模型能識別圖像中當(dāng)前焊接進(jìn)度,輸出結(jié)果表示當(dāng)前焊接進(jìn)度的百分?jǐn)?shù)。在實(shí)際應(yīng)用中,需要考慮模型差異、視覺控制的間隔時(shí)間以及高周波焊接設(shè)備反應(yīng)時(shí)間等。本文經(jīng)過大量試驗(yàn)驗(yàn)證,當(dāng)模型進(jìn)度值首次達(dá)到(95.00%, 100.00%)區(qū)間時(shí),給出停止焊接信號,焊接品質(zhì)合格。故現(xiàn)場使用時(shí),當(dāng)模型進(jìn)度達(dá)到95.00%時(shí),立即向控制模塊發(fā)送焊接完成信號。
1.3 控制模塊
控制模塊主要用于工業(yè)計(jì)算機(jī)與高周波焊接設(shè)備的信號交互。控制模塊包括控制模塊(1)和控制模塊(2)。控制模塊(1)接收由高周波焊接設(shè)備發(fā)出的開始焊接信號,經(jīng)過信號處理后將該信號傳送給視覺模塊;視覺模塊開始采集焊接位置圖像;視覺模塊將采集的焊接位置圖像傳送給算法模塊。控制模塊(2)向高周波焊接設(shè)備發(fā)出停止焊接信號,算法模塊發(fā)送的字符串標(biāo)志“OK”信號轉(zhuǎn)為GPIO高電平信號,并將高電平信號通過繼電器傳送給高周波焊接設(shè)備;高周波焊接設(shè)備立即自動(dòng)停止焊接。高周波焊接設(shè)備與工業(yè)計(jì)算機(jī)的信號均通過繼電器進(jìn)行交互,當(dāng)兩者無信號交互時(shí),由繼電器進(jìn)行隔離;當(dāng)需要信號交互時(shí),繼電器吸附導(dǎo)通傳送信號,如圖7所示,其中K1與K2為繼電器。
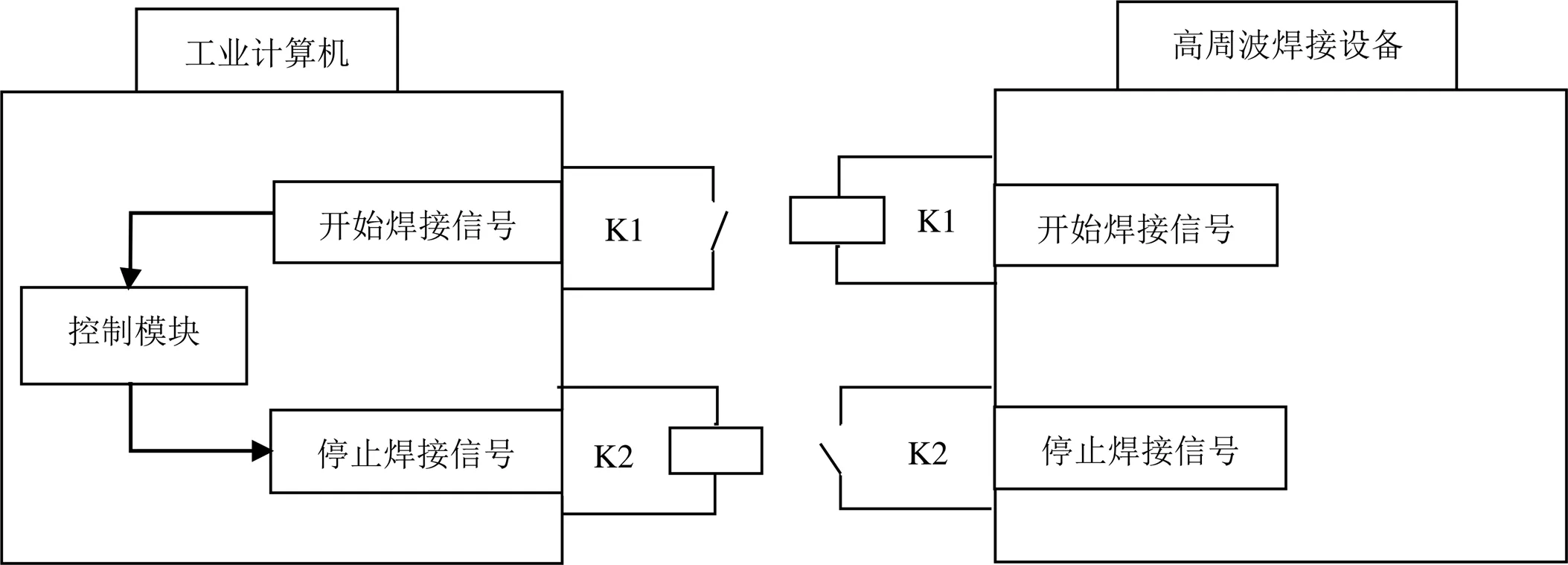
圖7 工業(yè)計(jì)算機(jī)與高周波焊接設(shè)備的信號交互示意圖
2 系統(tǒng)測試
基于深度學(xué)習(xí)的VC散熱片銅管焊接控制系統(tǒng)采用C#編寫開發(fā),將該系統(tǒng)部署在工業(yè)計(jì)算機(jī)上;工業(yè)相機(jī)VCXU-53C鏡頭通過網(wǎng)線連接工業(yè)計(jì)算機(jī);繼電器一端連接在工業(yè)計(jì)算機(jī)的I/O口,另一端連接高周波焊接設(shè)備,當(dāng)高周波焊接設(shè)備接收高電平時(shí)立即停止焊接。
基于深度學(xué)習(xí)的VC散熱片銅管焊接控制系統(tǒng)和作業(yè)員分別控制高周波焊接設(shè)備進(jìn)行銅管焊接,以焊接良率為評定標(biāo)準(zhǔn),以10天為統(tǒng)計(jì)時(shí)間,每天統(tǒng)計(jì)實(shí)際總產(chǎn)量、良品(焊接成功)、不良品(焊接不成功)和良率(良品/總產(chǎn)量),統(tǒng)計(jì)結(jié)果如表3所示。
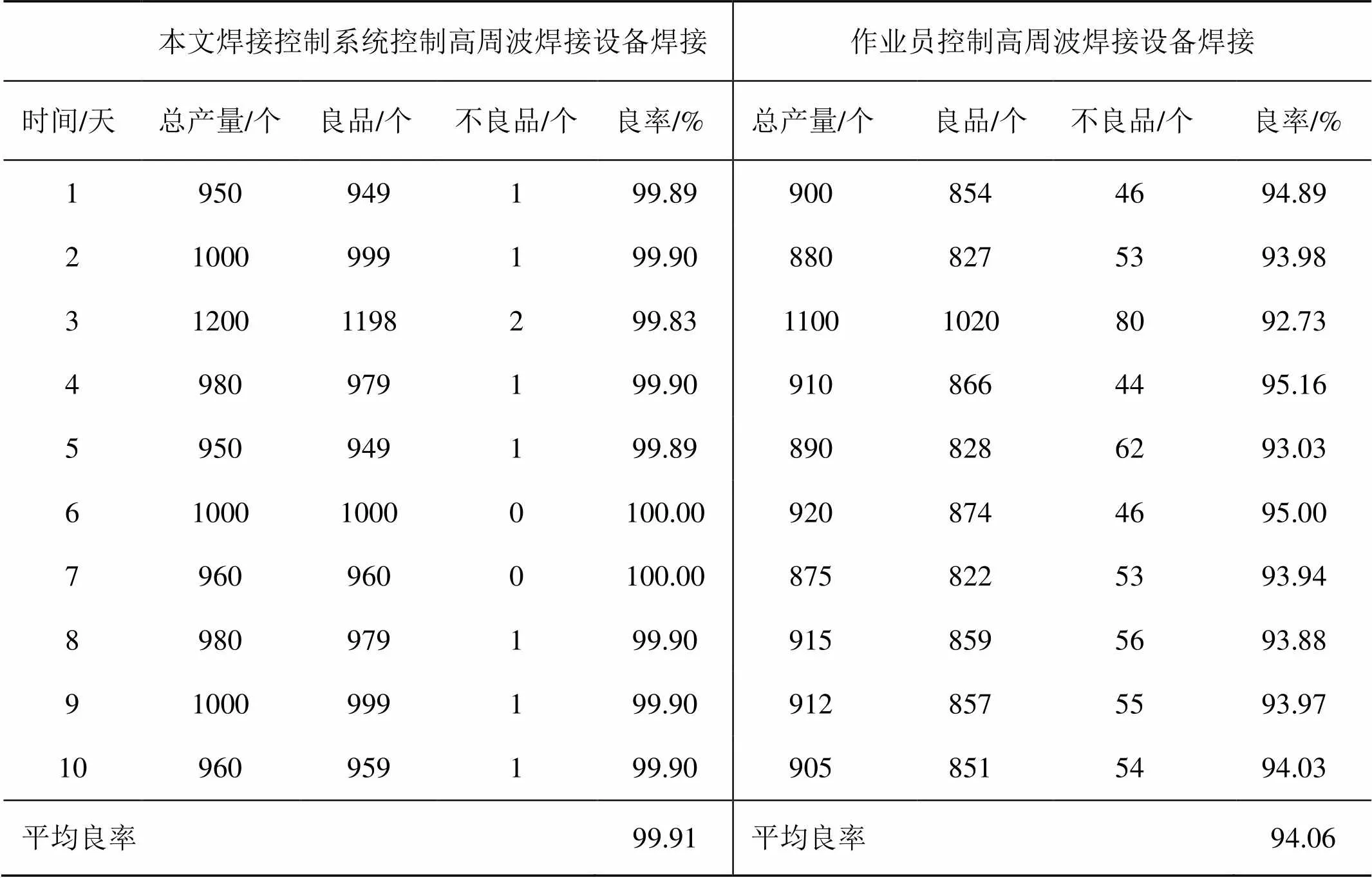
表3 焊接控制系統(tǒng)與作業(yè)員的銅管焊接實(shí)際情況統(tǒng)計(jì)
由表3可知:基于深度學(xué)習(xí)的VC散熱銅管焊接控制系統(tǒng)應(yīng)用在高周波焊接設(shè)備上的平均良率可達(dá)99.91%,而作業(yè)員控制高周波焊接設(shè)備焊接平均良率為94.06%;另外本文控制系統(tǒng)配合高周波焊接設(shè)備,實(shí)現(xiàn)自動(dòng)化焊接,產(chǎn)量也有所提升。測試結(jié)果表明:基于深度學(xué)習(xí)的VC散熱銅管焊接控制系統(tǒng)既能提高銅管焊接良率又能增加產(chǎn)量。
3 結(jié)語
本文提出的基于深度學(xué)習(xí)的VC散熱片銅管焊接控制系統(tǒng)已在散熱片生產(chǎn)線高周波焊接站實(shí)際使用。經(jīng)過1年時(shí)間的驗(yàn)證:該系統(tǒng)可準(zhǔn)確地識別焊接的工作狀態(tài),并實(shí)時(shí)控制高周波焊接設(shè)備的停止,滿足實(shí)時(shí)檢測的需求,且焊接良率達(dá)到99.91%,滿足用戶需求。該系統(tǒng)一方面將高周波焊接設(shè)備由手動(dòng)控制轉(zhuǎn)變成全自動(dòng)控制,實(shí)現(xiàn)了高周波焊接設(shè)備自動(dòng)化;另一方面采用改進(jìn)的深度學(xué)習(xí)SqueezeNet模型建立焊接網(wǎng)絡(luò)模型來識別焊接過程,體現(xiàn)高周波焊接設(shè)備的智能化。
[1] 李慧,歐陽鑫玉,張鋒.基于圖像技術(shù)的EAN-13條碼識別系統(tǒng)設(shè)計(jì)[J].信息技術(shù)與網(wǎng)絡(luò)安全,2020,39(3):73-77.
[2] Iandola F N, Han S, Moskewicz M W, et al. Squeezenet: Alexnet-level accuracy with 50x fewer parameters and< 0.5 mb model size[J]. arXiv preprint arXiv:1602.07360, 2016.
[3] Krizhevsky A, Sutskever I, Hinton G E. Imagenet classification with deep convolutional neural networks[C]//Advances in neural information processing systems. 2012: 1097-1105.
[4] 陳建強(qiáng),劉明宇,符秦沈,等.基于深度學(xué)習(xí)的熱軋鋼帶表面缺陷檢測方法[J].自動(dòng)化與信息工程,2019,40(4):11-16,19.
[5] 王耀南,陳鐵健,賀振東,等.智能制造裝備視覺檢測控制方法綜述[J].控制理論與應(yīng)用,2015,32(3):273-286.
Welding Control System of VC Radiator Copper Pipe Based on Deep Learning
Chen Lei Liu Fang Huang Shuai
(Delta Electronic Power (Dongguan) Co., Ltd. Dongguan 523308, China)
In view of the high defect rate of the manual control of the welding of the VC heat sink copper tube, a deep learning based VC heat sink copper tube welding control system is proposed. In this system, VCXU-53C industrial camera is used to collect the welding image; the improved SqueezeNet lightweight neural network is used to build the welding network model, analyze the collected image in real time and output the current welding progress. When the welding progress is recognized, the stop signal is sent to the high-frequency welding equipment immediately, thus realizing the automation and intelligence of the high-frequency welding equipment. The system has been verified by practical application, the welding yield can reach 99.91%, and it can meet the needs of real-time detection
deep learning; SqueezeNet; network model; high frequency
陳磊,男,1986年生,本科,工程師,主要研究方向:機(jī)器視覺、智能檢測與控制。E-mail: yiw555@126.com
劉芳,女,1992年生,碩士,主要研究方向:深度學(xué)習(xí)、智能檢測與控制。
黃帥,男,1993年生,本科,主要研究方向:機(jī)器視覺與深度學(xué)習(xí)。
TH86
A
1674-2605(2020)03-0004-07
10.3969/j.issn.1674-2605.2020.03.004
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
鴨綠江(2021年35期)2021-04-19 12:24:18
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
考試與評價(jià)·高一版(2020年6期)2020-11-02 02:45:24
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
電子制作(2018年11期)2018-08-04 03:25:42