6.00R9NHS 12PR全鋼工業車輛子午線輪胎的設計
2020-07-19 03:41:30姜張華
輪胎工業 2020年7期
關鍵詞:設計
孫 雪,姜張華,譚 林
(貴州輪胎股份有限公司,貴州 貴陽 550008)
工業車輛輪胎應用廣泛,工廠車間、快遞物流、港口轉運等使用的車輛都需要這樣尺寸小、負荷大的輪胎。工業車輛輪胎已逐漸由傳統的斜交輪胎或者半鋼子午線輪胎過渡到全鋼子午線輪胎。為滿足市場的需求,我公司開發了6.00R9NHS 12PR全鋼工業車輛子午線輪胎,現將其設計情況簡要介紹如下。
1 技術要求
根 據 GB/T 2982—2014要 求, 確 定6.00R9NHS 12PR全鋼工業車輛子午線輪胎的技術參數為:標準輪輞 4.5E;充氣外直徑(D′)740(724.6~755.3) mm;充氣斷面寬(B′) 160(155.2~171.2) mm;標準充氣壓力 1 030 kPa;行駛速度為25 km·h-1時轉向輪標準負荷(單胎)1 415 kg,驅動輪標準負荷(單胎) 1 675 kg;行駛速度為35 km·h-1時轉向輪標準負荷(單胎)1 245 kg,驅動輪標準負荷(單胎) 1 560 kg。
2 結構設計
2.1 外直徑(D)和斷面寬(B)
根據客戶的減少車輛干涉、輕量化、低底盤等要求,輪胎外直徑取國家標準推薦的下限值。結合全鋼工業車輛子午線輪胎的產品和相關設計經驗,本次設計外直徑膨脹率(D′/D)取1.002,D為725 mm。
考慮輪胎負荷能力和車軸干涉,本次設計斷面寬膨脹率(B′/B)取1,B為160 mm。
2.2 行駛面寬度(b)和弧度高(h)
b和h是一對需要相互協調的參數,其取值會直接影響輪胎的多項性能,如接地壓力分布、轉向性能、抓著性能、耐磨性能和扭轉剛度等。結合實際考慮,b取140 mm,h取3.5 mm。
2.3 胎圈著合直徑(d)和著合寬度(C)
輪胎與輪輞采用過盈配合,以保證裝配緊密,從而保證輪胎氣密性和減小輪胎與輪輞之間的相互位移。標準輪輞直徑為227.8 mm,本次設計d取226.2 mm。
本次設計采用無內胎設計,為保證輪胎胎圈裝配順暢和與輪輞貼合緊密,結合輪輞尺寸,C取114.5 mm。
2.4 斷面水平軸位置(H1/H2)
輪胎斷面水平軸是指輪胎斷面最寬處,也是變形量最大處[1-2]。調整斷面水平軸位置,可以影響輪胎整體的應力分布。H1/H2一般為0.9~1.2,該產品實際使用時需要較高的負荷能力,結合實際使用條件綜合考慮,本次設計H1/H2取1.0。
輪胎斷面輪廓如圖1所示。

圖1 輪胎斷面輪廓示意
2.5 胎面花紋
輪胎花紋設計較為復雜,直接影響輪胎的耐磨性能、抓著性能、排水、排石、舒適性、轉向性能、抗濕滑性能、噪聲和滾動阻力等。綜合考慮工業車輛輪胎實際使用時頻繁啟動、轉向、制動、爬坡等工況,需要較大的抓著力和剛性較大的花紋塊,本次設計采用塊狀花紋,適用全輪位,包括1條曲折深橫向花紋溝和2條淺豎直花紋溝。花紋溝底采用大角度和階梯深度設計,提高花紋塊剛度,滿足散熱和抗刺扎等性能需求。淺豎直溝可提高排水和防側偏性能。花紋采用周向等節距排布,花紋深度為24 mm,花紋飽和度為64.5%,花紋周節數為25。
胎面花紋三維效果如圖2所示。

圖2 胎面花紋三維效果示意
2.6 有限元分析
設計階段采用模擬計算可以多方案、多參數充分對比,減少實物測試損耗,更科學地確定最佳方案。本次設計采用有限元優化設計,輪胎胎肩和胎圈部位有限元分析結果分別如圖3和4所示。
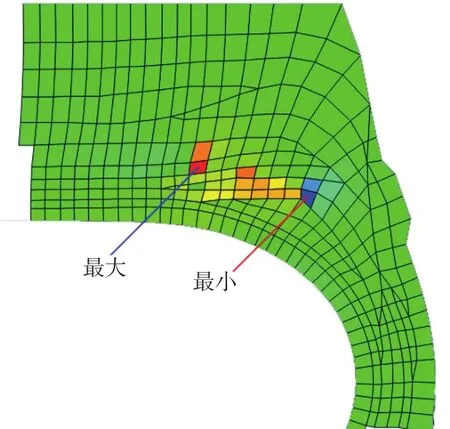
圖3 輪胎胎肩部位有限元分析結果
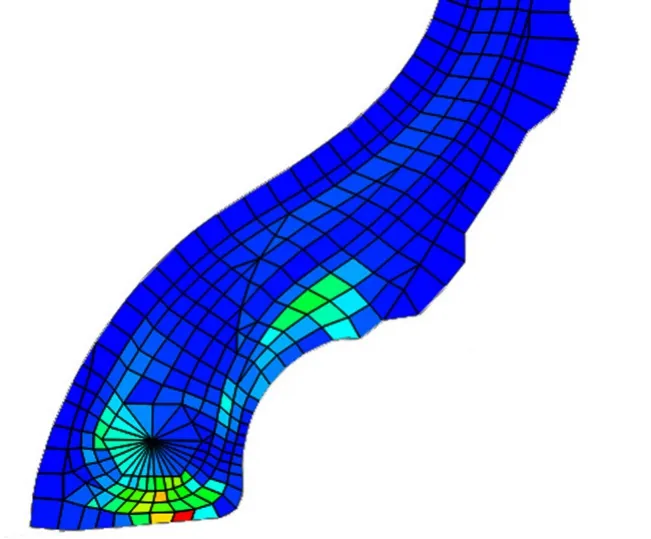
圖4 輪胎胎圈部位有限元分析結果
3 施工設計
3.1 胎面
胎面是輪胎直接接觸地面的位置,需要滿足耐磨、抗刺扎和抗切割等性能要求。本次設計采用雙層胎面結構,兼顧低生熱、抗刺扎和耐磨性能。胎面總寬度為160 mm,冠部寬度為130 mm,中央厚度為26 mm,肩部厚度為32 mm。
胎面結構如圖5所示。
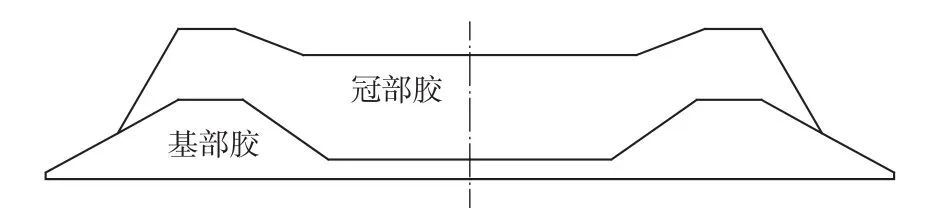
圖5 胎面結構示意
3.2 帶束層
帶束層鋼絲骨架材料決定了輪胎冠部強度和剛度,影響輪胎的接地壓力分布、安全和轉向等性能。本次設計采用3層帶束層+2層0°帶束層結構,1#和2#帶束層(工作層)采用3+8×0.33HT鋼絲簾線,壓延密度為40根·dm-1,裁斷角度為18°;3#帶束層(保護層)采用5×0.30HI鋼絲簾線,壓延密度為40根·dm-1,裁斷角度為18°。帶束層安全倍數較高,達到10.8。
3.3 胎體
胎體鋼絲骨架決定胎體強度,影響輪胎的剛度、安全性和操縱穩定性等。本次設計輪胎的負荷較高,需要采用高胎體安全倍數設計,結合設計經驗,胎體采用3+9×0.22+0.15NT鋼絲簾線,安全倍數達到15.0。
3.4 胎圈
采用纏繞鋼絲圈,經典六角形結構,胎圈鋼絲單根直徑為1.83 mm,覆膠后單根鋼絲直徑增大了0.17 mm,排列形式為5-6-5-4,底部寬度大于頂部寬度,安全倍數較高,達到10.1。
3.5 成型
成型采用新改造的三鼓一次法成型機,設備精度提高。主鼓(胎體鼓)貼合周長取660 mm,鋼絲圈單面對中值取150 mm,輔鼓(帶束鼓)貼合周長取1 380 mm。成型中內襯層、胎側、胎圈部件貼合全過程使用壓輥自動輥壓,帶束層采用全自動貼合,各部件采用自動糾偏對中裝置,胎面采用對角度輥壓,各部件接頭分角度分布均勻,輪胎質量整體提高。
3.6 硫化
硫化采用新改造的單模熱板硫化機,使用氮氣硫化工藝。硫化條件為:模套蒸汽溫度(147±3) ℃,高壓蒸汽溫度 (195±3) ℃,氮氣壓力 (2.5±0.1) MPa,高壓蒸汽壓力(1.50±0.05) MPa,外部蒸汽壓力 (0.34±0.02)MPa,硫化總時間 43 min。根據試驗階段發泡點試驗微調硫化時間。硫化試驗結果顯示輪胎無過硫和欠硫等問題。
4 成品性能
4.1 外緣尺寸
輪胎外緣尺寸按照GB/T 521—2012《輪胎外緣尺寸測量方法》進行測量。結果表明,安裝于標準輪輞上的成品輪胎在標準充氣壓力下的D′和B′分別為726和160 mm,符合國家標準要求。
4.2 物理性能
按照GB/T 2981—2014進行成品輪胎物理性能測試,結果見表1。
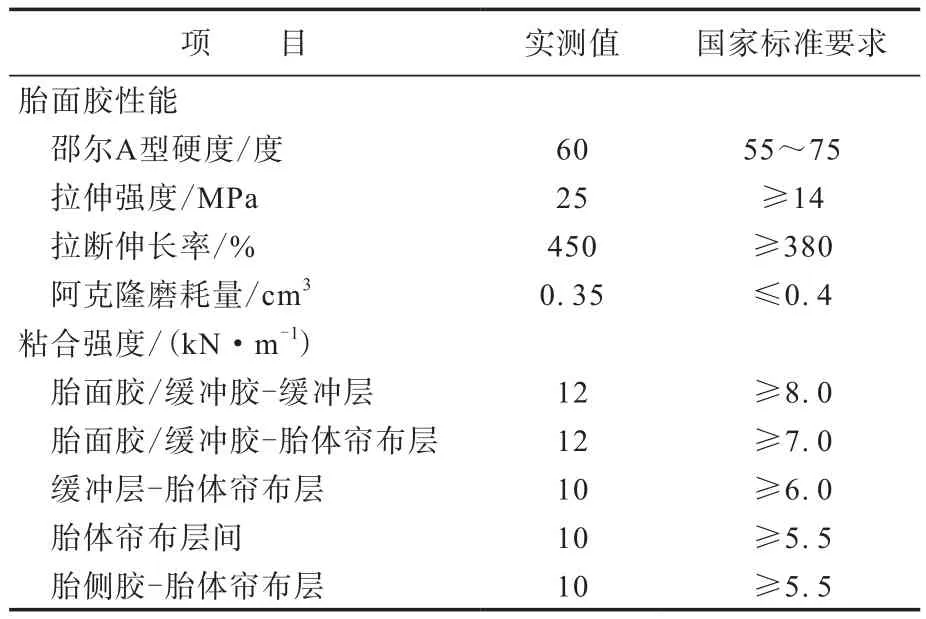
表1 成品輪胎物理性能測試結果
4.3 磨耗標識
GB/T 2981—2014要求輪胎的磨耗標志數量不少于4個,高度要求不小于1.6 mm。成品輪胎的實際磨耗標志數量為6個,高度實際測量值為1.7 mm,滿足國家標準要求。
4.4 外觀質量
成品輪胎外觀質量良好,無影響輪胎壽命的外觀質量缺陷,外觀質量均符合HG/T 2177—2011《輪胎外觀質量》要求。
5 結語
6.00R9NHS 12PR全鋼工業車輛子午線輪胎的充氣外緣尺寸、物理性能、磨耗標識和外觀質量等均達到設計和相應國家或行業標準要求。該產品投入市場后,跟蹤調查結果表明輪胎使用效果優異,使用壽命遠超過傳統斜交輪胎,產品受到了客戶好評,為公司創造了良好的經濟效益。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
