半鋼子午線輪胎胎趾缺陷的原因分析及解決措施
2020-07-19 10:20:56王金營陳雪梅
輪胎工業 2020年11期
王金營,胡 鑫,陳雪梅
(山東玲瓏輪胎股份有限公司,山東 招遠 265400)
受汽車行業主要經濟效益指標增速趨緩的影響,輪胎行業出現了產銷低迷現象。各輪胎企業都承受著很大的壓力,降低消耗,提升產品質量成為當務之急[1-2]。輪胎胎趾缺陷是輪胎外觀質量缺陷之一。硫化后胎趾缺陷嚴重的輪胎會影響胎圈與輪輞間的裝配,在輪胎使用中會有漏氣或胎圈脫離輪輞的風險。胎趾缺陷超出企業外觀質量檢驗標準的成品輪胎需降級或報廢處理,造成了嚴重的材料浪費。
本文分析了半鋼子午線輪胎胎趾缺陷的產生原因,并提出相應解決措施,取得了良好效果。
1 胎趾缺陷類型
根據不同的輪胎規格,輪胎胎趾缺陷有的輕微(胎趾圓角),有的嚴重(胎趾內側凹陷),有的沿胎圈周向很長(約1/2圈或更長),有的很短(約1/3圈或更短),有的單面瘦小,有的雙面瘦小。這主要是由于不同規格的模具鋼圈曲線寬度與胎坯配合不良、硫化裝胎時胎坯與模具接觸狀態不良等因素造成的。
半鋼子午線輪胎胎趾缺陷主要分為兩種情況:一種是胎趾圓角,胎趾處沒有尖角;另一種是胎趾內側凹陷。輪胎胎圈理想斷面和胎趾缺陷斷面如圖1所示。
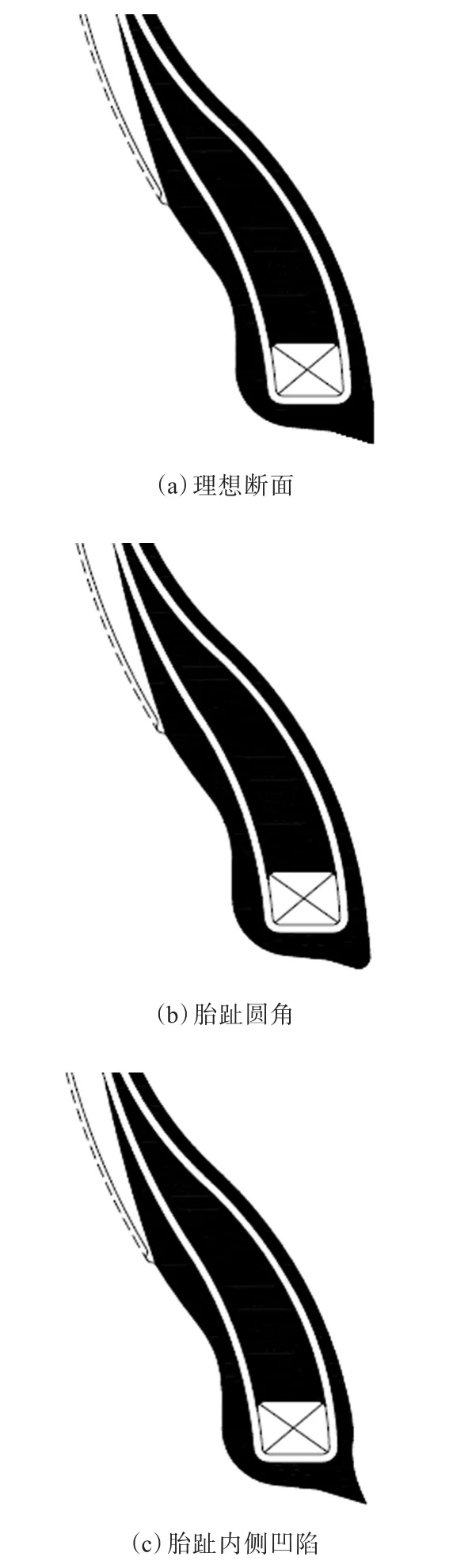
圖1 胎圈理想斷面和胎趾缺陷斷面示意
2 原因分析及解決措施
2.1 模具鋼圈曲線
通常情況下,轎車輪胎一般采用5°深槽輪輞,輪輞底部與輪胎胎圈著合面曲線斜角為5°,如圖2所示。為使胎趾緊貼輪輞,以保證輪胎的氣密性能,在設計輪胎模具鋼圈曲線時有兩種設計理論,即兩段弧設計和一段弧設計(見圖3)。輪胎模具鋼圈曲線角度和寬度取值不合理會導致成品輪胎胎趾缺陷。
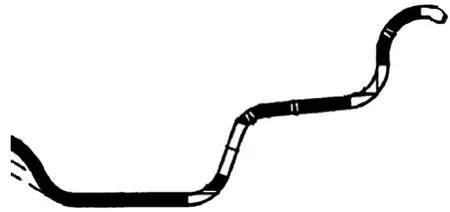
圖2 輪輞曲線示意
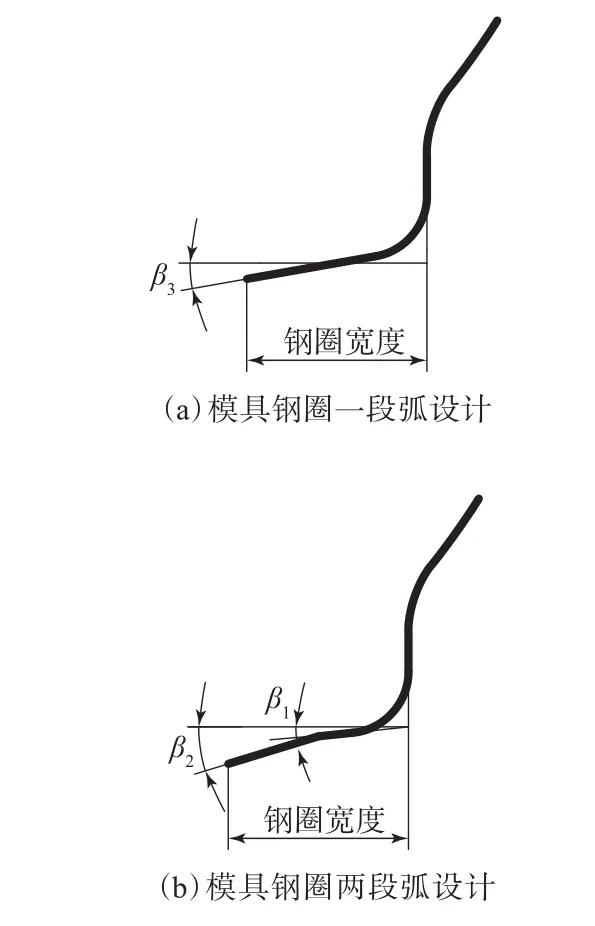
圖3 模具鋼圈曲線示意
輪胎模具鋼圈寬度也是非常重要的參數。若胎坯胎圈寬度比模具鋼圈寬度小,在裝胎合模硫化過程中,胎圈處膠料流動;若模具鋼圈寬度過大,膠料填充不滿時,會造成成品輪胎胎趾缺陷;若模具鋼圈寬度過小,模具鋼圈寬度不足以承擔膠料時,多余的膠料向模具鋼圈外面流動,造成胎趾出邊。
解決措施:(1)通常采用兩段弧設計時模具鋼圈曲線角度β1和β2分別取6°~9°和15°~20°,一段弧設計時模具鋼圈曲線角度β3取9°~11°。(2)設計模具鋼圈時必須重視鋼圈寬度的取值,鋼圈寬度一般應比成品輪胎胎圈寬度大1.0~2.0 mm。
2.2 施工設計
目前,半鋼子午線輪胎主要有兩種成型工藝,即二次法成型和一次法成型。采用二次法成型工藝時,胎側為正包,多數采用的是胎側膠直接正包到胎圈內側,一段后壓輥打壓時很容易造成胎圈膠打褶,在二段成型機頭伸縮調間距過程中,造成胎圈膠移位。硫化時,此處膠料產生不規則流動,最終導致成品輪胎胎趾缺陷。
解決措施:(1)在二次法成型工藝施工設計時相應減小胎側寬度,不讓其正包到胎圈內側,只包到鋼圈的1/3多一點;另外,需在內襯層上預復合胎圈包布或耐磨膠片,隨內襯層一起反包。這樣可以減少成型時一段胎圈膠料打褶情況,從而避免由于胎圈膠移位所造成的胎趾缺陷。(2)采用一次法成型工藝時,胎側膠與內襯層膠復合件先貼在胎體鼓上,采用聚氨酯環內支撐將胎側末端正包壓實。采用一次法成型工藝,胎坯胎圈處非常光滑,可以有效避免胎圈膠料移位。施工設計時一般胎圈處胎側端點超過胎圈內側伸出量為3~6 mm。
2.3 成型機頭
轎車輪胎常用的成型設備為二次法成型機。早期,此類成型機的二段機頭多采用卡盤式結構[見圖4(a)],成型過程中靠內壓和卡盤共同作用使胎圈間距變化,很容易造成胎圈膠料移位。
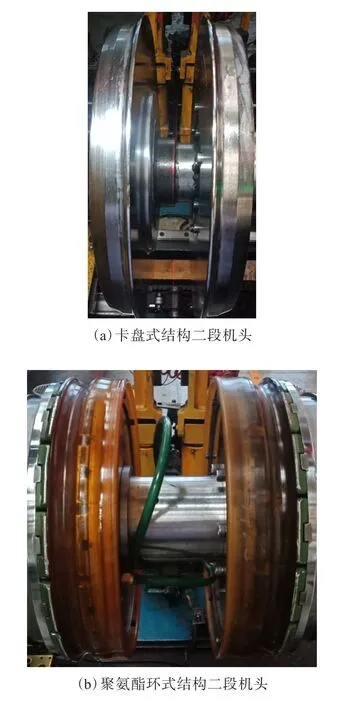
圖4 二次法成型機二段機頭
解決措施:(1)采用早期二次法成型機有兩種方法可以避免產生胎圈膠料移位,一種是確保一段胎坯胎圈處不打褶,且無胎圈脫層;另一種是周期性地在二段卡盤上涂抹潤滑油,增加卡盤的潤滑度,防止強拉硬扯胎圈膠料。(2)隨著成型機技術的逐漸升級,二次法成型機普遍采用聚氨酯環式結構二段機頭[見圖4(b)],該成型機頭與卡盤式完全不同,其工作原理為:將一段胎坯套上后,在氣壓的作用下,膨脹塊迅速撐起聚氨酯環,使得聚氨酯環密封起一段胎坯的胎圈,然后兩個聚氨酯環間充入內壓,同時調整胎圈間距,進行二段成型。由于聚氨酯環完全包住胎圈,在移動過程中,不會強拉硬扯胎圈膠料,杜絕了胎圈膠料移位情況。(3)采用一次法成型機。一次法成型機胎體鼓(見圖5)直徑小于胎圈內直徑,成型時胎側膠與內襯層膠先進行預復合后再貼合到成型鼓上,然后胎圈由胎圈小車轉移到胎體鼓設定的位置,胎體鼓聚氨酯環膨脹塊上升,使聚氨酯環與胎圈吻合壓緊,胎體鼓充氣后進行胎側反包動作,同時聚氨酯環內支撐將胎側末端正包壓實。采用一次法成型工藝,各個半成品材料在胎體鼓上一次貼合成型完畢,可以有效避免胎圈膠料移位。

圖5 一次法成型機胎體鼓
2.4 鋼絲圈內徑
鋼絲圈內徑大小決定其下方材料的壓縮率。鋼絲圈內徑過大,鋼絲圈底部材料壓縮率減小,可能會導致胎圈部位缺少材料而發生胎趾缺陷,另外還可能會影響胎圈與輪輞的配合,從而影響成品輪胎的氣密性能,出現漏氣的情況;鋼絲圈內徑過小,會造成鋼絲圈底部材料壓縮率過大,將膠料等擠向胎趾處,導致胎趾出邊。
解決措施:設計鋼絲圈內徑尺寸時必須要考慮鋼絲圈底部材料的壓縮率,壓縮率取值范圍一般在3%~5%為宜。
2.5 胎坯的存放和轉運
大部分輪胎企業采用胎坯車來存放和轉運胎坯,胎坯車主要分為豎放布兜式胎坯車和平放托盤式胎坯車,其中豎放布兜式胎坯車很容易造成胎坯受擠壓橢圓變形,導致硫化裝胎時,胎圈與模具吻合不好,出現局部胎趾出邊和局部胎趾缺陷。近年來,隨著產業升級,為提升產業自動化程度和生產效率,部分輪胎企業采用了胎坯自動輸送系統,胎坯在立體庫采用托盤進行存放,胎坯導出后,由輸送帶接取,然后輸送至硫化車間的自動轉運車上,由轉運車運送至硫化機臺。在輸送帶輸送過程中,由于胎坯是自然平放,對于胎體軟、質量大的輪胎,下胎側很容易壓扁或傾斜,胎坯輸送到硫化機臺后若下胎側還沒有完全恢復形狀,很容易造成硫化裝偏,導致局部胎趾缺陷產生。
解決措施:(1)采用平放托盤式胎坯車可以有效解決胎坯受擠壓橢圓變形的問題,從而減少因胎坯變形導致胎趾缺陷現象的發生。(2)采用胎坯自動輸送系統時需要對常規硫化機臺的存胎器進行改造,增加1個下機械手(見圖6),在胎坯裝鍋前,由上下機械手共同作用將變形胎坯進行強制糾正,避免因胎坯變形導致胎趾缺陷。
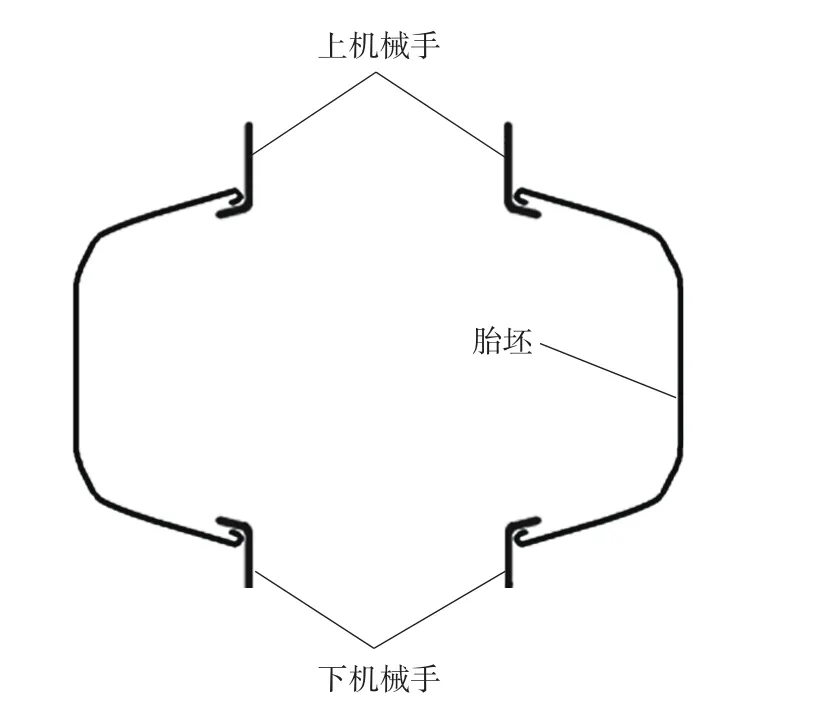
圖6 硫化機上下機械手作用原理
2.6 硫化裝胎
硫化裝胎過程也是造成胎趾缺陷的因素之一。若裝胎機械手與中心機構同心度不好,硫化裝胎時胎圈整周受力不均勻,胎坯定型硫化后必然會造成胎圈部位膠料流動不均勻,導致局部胎趾缺陷,同時嚴重影響輪胎的動平衡性能和均勻性。
解決措施:硫化裝胎時,必須保證裝胎機械手與中心機構的同心度良好。
2.7 其他因素
可能導致胎趾缺陷的其他因素還有內襯層寬度或厚度過小、胎體簾布和胎側等材料過薄、鋼絲圈寬度小以及成型時內襯層和胎側材料貼偏等。
解決措施:加強工藝過程管理,提高員工的質量意識,增強過程監督檢查力度。
3 結語
通過采取上述措施,有效控制住半鋼子午線輪胎胎趾缺陷的發生,有助于企業降低消耗,提升產品質量,保證胎圈與輪輞之間配合良好,提高輪胎使用安全性。