7075鋁合金攪拌摩擦加工改性區硬度性能分析
2020-07-24 07:48:00劉勝榮蒲家飛葛小樂汪洪峰
黃山學院學報 2020年3期
劉勝榮,蒲家飛,葛小樂,汪洪峰,董 旗
(黃山學院 機電工程學院,安徽 黃山 245041)
1 引 言
近年來,隨著航空航天、汽車等行業對輕量化的迫切需求[1,2],由于7075鋁合金具有較好的力學性能,在航空航天、汽車等制造領域得到廣泛應用[3],特別是在飛機的桁條、骨架、翼盒和安定面等部位使用最為普遍。為了提高飛機的飛行過程中的安全性能,其使用的材料7075鋁合金的性能特別是材料的硬度性能的提升得到了廣泛的關注。
攪拌摩擦加工技術[4,5](FSP)是一種新型材料改性技術,其通過高速旋轉攪拌頭在鋁合金表面進行攪拌擠壓成型獲得改性的表層以提高材料的性能,這種技術國內外學者進行了一定的研究。Mihsra等人[6,7]通過FSP改性7075鋁合金獲得了細晶組織,進而獲得較好的性能;劉峰超等人[8]利用FSP對變形能力差的鑄態7075鋁合金進行改性,通過兩道次重疊加工,獲得了均勻的細小等軸晶組織,提高了鋁合金的性能;劉文燦等人[9]研究了固溶態和時效態7075合金在FSP 后的顯微形貌演變,探討了鋁合金性能變化規律。彭滔等人[10]對7075 高強鋁合金進行FSP,通過急停加工技術使得攪拌摩擦加工過程中攪拌頭周圍微觀組織結構的瞬間狀態凍結,采用EBSD 技術對急停加工匙孔周圍及焊核區的微觀組織進行表征。Ramesh R 等[11]采用攪拌摩擦加工(FSP)工藝制備了7075-T651Al/B4C 復合材料,發現復合材料的平均硬度比母材鋁7075-T651的平均硬度高62%。Sudarshan Kumar 等[12]利用攪拌摩擦加工技術在7075-T651Al基體中添加3.5 μ m的TiC顆粒,分別制備了體積分數為2%、4%和6%的Al 7075/TiC 復合材料,發現隨著TiC 體積分數的增加硬度也在增加,焊核區硬度最高。Tonelli L 等[13]使用無針攪拌頭和錐形針攪拌頭通過攪拌摩擦加工技術在AA7075表面植入B4C顆粒制備了表面復合材料,發現添加B4C 顆粒,經過攪拌摩擦加工后的材料硬度得到了提高。Refat M 等[14]在攪拌工具傾角為3°、前進速度為40mm/min、旋轉速度為500rpm的條件下,對鋁合金7075(AA7075-O)在加入和不加入氧化鋁納米粒子(Al2O3)的情況下進行四道次的攪拌摩擦加工(FSP),研究了FSP 前后復合材料的硬度性能,發現無論是否添加氧化鋁納米粒子,其硬度性能都得到大幅提高,但添加氧化鋁納米粒子后,其硬度性能的提高幅度更大。
以上研究者雖然研究了通過FSP 提升7075 鋁合金改性層的性能,但針對改性層不同區域硬度的分布規律研究較少,而往往局部的硬度分布情況對飛機等飛行器的安全飛行有著重要的影響。本文對軋制態7075鋁合金進行FSP改性制備改性層,分析改性層不同區域硬度的分布規律,為實際工程應用提供理論支持。
2 實驗材料與設備
2.1 實驗材料
本實驗采用熱軋制7075鋁合金板材,具體化學成分如表1所示,鋁板尺寸為200×200×10mm。

表1 7075鋁合金的化學成分(質量分數%)
2.2 實驗設備
實驗設備采用北京賽福斯特有限公司研發的FSW-LM-A10型攪拌摩擦加工設備,并配備帶有右旋螺紋錐形攪拌針的攪拌頭,攪拌針長度為10mm,小端直徑5mm,大端直徑10mm,軸肩直徑為24mm,軸肩上刻有凹槽。
3 實驗方法
3.1 攪拌摩擦加工實驗
加工前先用320#砂紙去除7075 鋁合金板材表面氧化層,并用無水乙醇進行擦洗吹干。利用FSW-LM-A10 型攪拌摩擦加工設備在7075 鋁合金板材上進行攪拌摩擦加工,加工過程中攪拌頭逆時針旋轉,攪拌頭傾角2.60,攪拌頭旋轉速度為1000r/min,前進速度為60mm/min。加工原理如圖1所示。
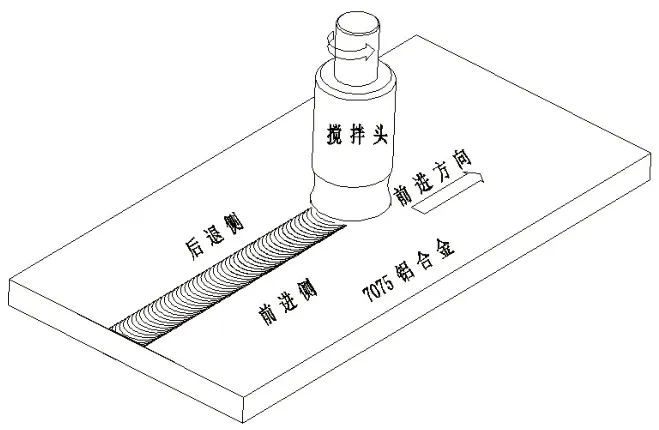
圖1 攪拌摩擦加工原理示意圖
3.2 顯微硬度實驗
采用線切割機床沿加工區方向切割硬度樣件,尺寸為 24mm×10mm×10mm,經過(320#、600#、1000#、1400#)砂紙和MP-2B 型磨拋機進行打磨和拋光成鏡面狀態。借助HV-1000型顯微硬度儀進行顯微硬度實驗,實驗加載力為0.5Kg,加載時間為10S,對改性層不同區域的硬度值進行采集。
1.從垂直方向由上到下每隔0.5mm采集一個硬度值,探討加工深度方向上硬度的分布規律,實驗方法如圖2(a)所示;
2.從水平方向由前進側到后退側每隔0.5mm采集一個硬度值,分析前進側到后退側的硬度變化趨勢,實驗方法如圖2(b)所示;
3.從攪拌摩擦加工的前進方向由加工開始到結束每隔2mm采集一個硬度值,研究攪拌摩擦加工前進方向上硬度的變化規律,實驗方法如圖2(c)所示。
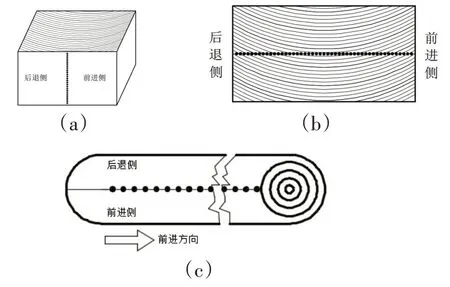
圖2 攪拌摩擦加工改性區顯微硬度測試實驗示意圖
4 實驗結果分析
4.1 加工深度方向顯微硬度分析
圖3 為FSP 改性區加工深度方向的硬度曲線圖,從圖中可以看出,硬度值整體呈中間大兩邊小的分布,峰值在加工表面下方5mm處,可達170HV,兩邊硬度小的主要原因是加工表面在軸肩作用下溫度高塑變程度高,出現微觀缺陷,而加工深度方向的底部,攪拌針機械作用小攪拌不充分且溫度不夠,導致塑變程度底,中間硬度高的主要原因是攪拌針的機械作用使材料由上往下回填,在中間位置(5mm處)回填效果最好,材料致密度最高,硬度最高。
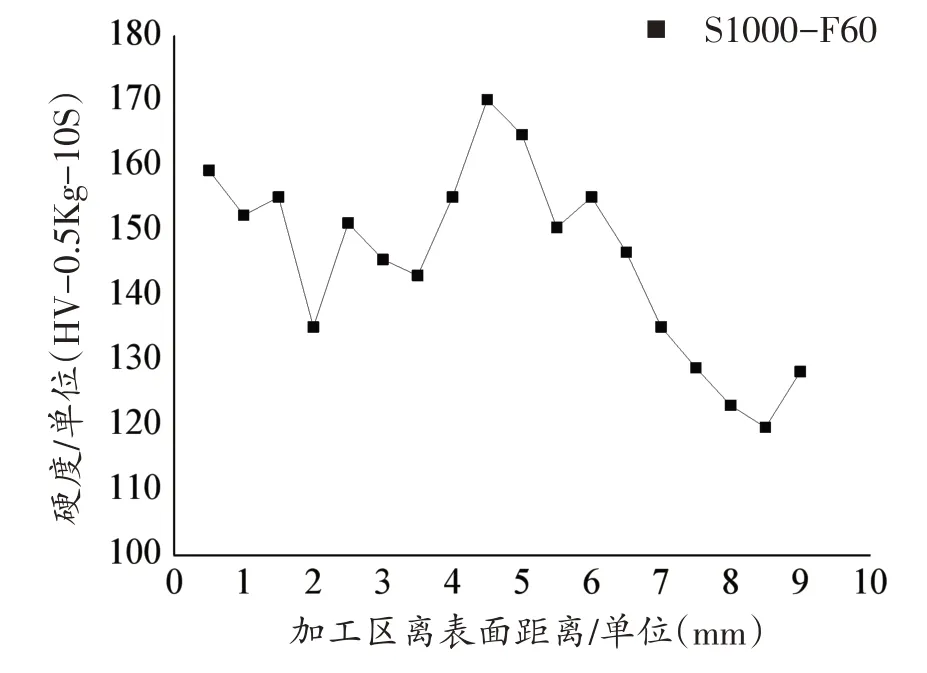
圖3 FSP改性區加工深度方向的硬度曲線圖
4.2 水平方向顯微硬度分析
圖4 為FSP 改性區水平方向的硬度曲線圖,從圖中可以看出,硬度值從前進側到后退側呈先增加后減小的趨勢,其峰值偏向于后退側位置,且后退側的硬度明顯高于前進側,這是因為在攪拌頭加工期間,前進側的材料隨著攪拌頭的旋轉帶入后退側,由于前進側塑流能力高于后退側,后退側材料出現滯留,導致前進側材料回流量減少,空洞和隧道易出現在前進側,使得前進側的硬度低于后退側。
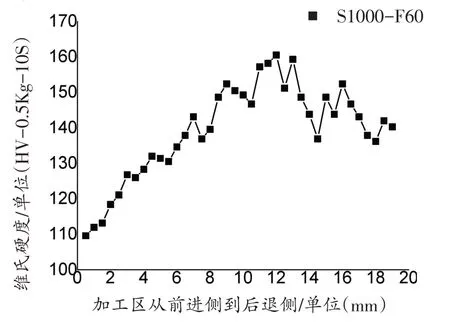
圖4 FSP改性區水平方向的硬度曲線圖
4.3 前進方向顯微硬度分析
圖5 為FSP 改性區前進方向的硬度曲線圖,從圖中可以看出,在FSP 的前進方向上隨著加工區長度的增加,其硬度值呈先增加后減小的趨勢,硬度值的低點出現在加工開始端和末端。加工開始端由于溫度較低,其改性過程中晶粒重組不徹底,材料局部攪拌不均勻,導致致密性低的現象,使得硬度較低。隨著加工長度增加,其加工摩擦熱和變形熱的積累使得攪拌充分,改性程度高晶粒重組細化明顯導致硬度增加。加工末端由于長時間加工,熱傳遞使得溫度過高,塑變范圍大,在軸肩壓力下使得材料易溢出,出現明顯的飛邊毛刺,導致攪拌針回填材料不充分,同時溫度過高導致細化的晶粒出現長大的現象,硬度值下降。

圖5 FSP改性區前進方向的硬度曲線圖
5 結 論
本文在主軸轉速為1000r/min,前進速度為60mm/min 的工藝參數下對軋制態7075鋁合金板材進行攪拌摩擦加工,制備了改性層,研究了改性層不同區域的硬度分布規律。
1.在加工深度方向上,硬度值整體呈中間大兩邊小的分布,峰值在加工表面下方5mm 處,可達170HV左右;
2.在水平方向上,由前進側到后退側,硬度值整體呈先增大后減小的趨勢,硬度峰值出現在中心線偏后退側位置,且后退側的硬度明顯高于前進側;
3.在前進方向上,硬度值整體呈先增大后減小的趨勢,硬度低點出現在加工開始端和末端。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
中國塑料(2016年12期)2016-06-15 20:30:07
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年9期)2015-10-14 01:12:17