典型雙曲度板材沖壓成形回彈差異分析*
2020-07-31 02:27:36蔡一杰黃朝炎
武漢理工大學學報(交通科學與工程版) 2020年3期
關鍵詞:方向
趙 涵 胡 勇 蔡一杰 黃朝炎
(武漢理工大學教育部船舶技術高性能重點實驗室1) 武漢 430063) (武漢理工大學交通學院2) 武漢 430063)
0 引 言
船體曲面外板的成形按加工方式可分為熱加工成形和冷加工成形.多年來,國內外船廠對雙曲度外板加工一直是采用人工操作壓力機與水火彎板相結合的方式進行的.板材的多點成形技術是目前解決上述問題較好的途徑.多點成形是指由一系列規則排列、高度可調的基本體形成離散曲面代替傳統模具進行三維曲面成形的板材柔性加工技術.李明哲等[1]對多點沖壓成形的基本理論與實用技術進行了系統研究,并研制出了多點沖壓成形樣機.為了解決造船過程中船板在多點成形中的壓痕問題,王呈方等[2-4]在分析研究相關成果的基礎上,提出了使用“方形壓頭可調活絡模具板材曲面成形裝置”的三維曲面船體外板自動成形加工的技術,并基于該技術成功制造了“船舶三維數控彎板機”,該設備已運用在實際的船體外板加工生產中,但對于回彈的問題尚未得到有效的解決.
雙曲度板材的冷沖壓成形是一種大應變彈塑性變形,涉及材料非線性、幾何非線性、邊界條件的非線性,而其中影響成形精度的主要缺陷就是回彈,板材回彈與材料、厚度、目標曲面形狀、接觸摩擦等因素相關.Johnson等[5-6]對在固定模具沖壓下的雙曲度板材成形回彈問題進行了理論分析和實驗驗證,用回彈比的概念描述雙曲度板材回彈的大小,推導出了在雙向純彎曲理論下的多個回彈比公式,為雙曲度板的成形回彈研究領域奠定了理論基礎.Xue等[7-8]將圓形板的成形過程中的應變分解為徑向應變和軸向應變進行分析,通過旋轉殼理論、板的純彎曲理論和能量法對考慮了膜力作用和彎矩作用的圓形板的球模沖壓回彈進行了分析,并計算出了圓形板的徑向和周向回彈應變,預測了圓形板的回彈大小,進而將該理論推廣至雙向曲率相等的方形板和雙向曲率不相等的圓形板,對比了其理論預測結果和實驗結果,驗證了其回彈計算的有效性,但其提出的方法無法完全適用于離散模具成形的問題.
隨著有限元方法和計算機強大計算能力的結合,通過對板材進行網格劃分,對非線性問題進行數值求解,使之能夠滿足工程實際要求,成為回彈補償問題中常見的做法.李明哲等[9]通過板材回彈后的板材得出其與目標板面之間的變形量來計算出調整值來控制基本體沖頭矩陣,從而對板材最終成形形狀面進行反復修正,直到板材成形精度達到實際應用的要求,但是這種反復成形法對各種形狀各種規格的板材成形的泛用性并沒有得到討論.張海明等[10]提出回彈修正算法,并用有理B樣條曲面生成重構曲面,從而做到對板材成形的精度控制,可是文中并未對迭代修正過程中整體算法的收斂性進行研究,這限制了該種回彈補償方法的推廣使用.
為了解釋雙曲度板材的雙向彎曲成形回彈問題,在通過離散模具時能對典型雙曲度板材進行更好的回彈補償.本文提出了雙曲度板回彈大小的理論計算模型,表現了雙曲度板回彈前后的幾何變化的內在原因,得出了不同方向上板材的回彈區別,從而體現出雙向回彈作用對回彈大小的影響.同時通過一系列的典型雙曲度板的實驗數據和相同條件下的有限元仿真數據,驗證了雙曲度板材成形回彈時雙向回彈作用下的回彈大小差異問題和理論計算模型的正確性.
1 典型雙曲度板回彈大小理論分析
1.1 回彈比
金屬板材彎曲成形過程中,會經歷彈性變形和塑性變形,當成形力卸載后,板材的曲率會在這個過程中減小,這就是回彈現象.板材的回彈可以通過一些物理量進行描述,比如回彈角、回彈曲率、回彈位移,以及回彈比等,其中回彈比被定義為回彈后與回彈前的曲率之比,即
(1)
式中:κf為回彈后板材的曲率;κ為回彈前板材的曲率.
單曲度板回彈前后的曲率易求得,故回彈比可以通過公式直接得出,但是雙曲度板有著復雜的空間曲面,其回彈前后的曲率難以確定,故在應用回彈比公式時存在困難之處.對于板材成形而言需要的是準確的幾何量,為了簡化回彈描述和便于得出板材回彈的補償值,結合船體外板的流線型方向主要是沿著船長和型深方向的特點,本文選用船體板的板長方向(x方向)和板寬方向(y方向)的曲率來描述其在相應方向上的曲面彎曲程度.由于船體板材的成形曲率半徑通常大于加工板材的邊長,故雙曲度板材在某一方向上的曲率變化很小,因此板材在離散化之后的離散點處的所有曲率的均值可近似認為是雙曲度在相應方向的彎曲曲率,同樣雙曲度板在該方向的回彈可以用回彈前后所有離散點的回彈比均值表示.
1.2 基本假設
在雙曲度板材成形和回彈的整個過程中,板材的受力情況是非常復雜的,為了簡化問題的求解,需要提出一些必要的假設.
1) 板材在沖壓過程中的彈性變形忽略不計,塑性變形被認為是不可壓縮的,即整個變形過程中體積不變.
3) 板材的橫向剪應力忽略不計,且板材的厚向應變εz為小量,即εz≈0.
4) 板材的中性面始終保持在幾何中面的位置不變.
5) 帆形板和馬鞍形板的回彈差異是由于彎曲作用上的差異導致的,即僅考慮板材的彎曲效應.
1.3 帆形板與馬鞍形板的回彈比差異分析
假設沖壓雙向曲率半徑大小分別相同的帆形板和馬鞍形板,即有
(2)
式中:ρ為雙曲度板上某離散點的曲率半徑;上標a為帆形板,上標b為馬鞍形板;下標i為x,y兩個方向,i=x,y.
基于假設1),沖壓過程中只發生了不可壓縮的塑性變形,且認為板材成形過程中經歷的是單一加載路徑下的一次沖壓,故加載期間應力與應變是一一對應關系,即可以使用形變理論,同時不需要考慮Bauschinger效應,因此存在如下關系.
(3)
式中:σi,εi分別為板材x,y方向上的應力和應變;σm為平均應力;等效應力σe、等效應變εe的定義為
(4)
考慮平均應力σm的定義,且根據假設1)板材變形過程中體積不發生改變,故σm=0,那么有兩個方向的應力大小:
(5)
式中等效應力σe和等效應變εe之間的關系滿足假設2)中的關系.基于假設5),考慮到帆形板和馬鞍形板受到彎曲應力,在x方向,兩種形狀板的受力情況相同,但在y方向,帆形板的上表面受壓,下表面受拉,而馬鞍形板則相反,即上表面受拉,下表面受壓.

(6)
式中:z為到中性面的距離.基于假設5),隨著成形力卸載后,若卸載不引起反向屈服,則卸載過程相當于對板施加一個大小相同方向相反的彎矩所引起的彈性效應,且軸力的純彈性效應將不改變曲率,則回彈后的曲率滿足:
(7)
(8)
式中:E為板材彈性模量;μ為板材的泊松比.
而對于矩形截面板,同時基于假設5),且卸載過程符合彈性關系時,加載彎矩Mi與對應方向上的最大應力(σi)max存在如下關系.
(9)
式中:h為指板材的厚度.將式(6)代入式(9)得:
(10)
將式(7)~式(10)代入式(1)中回彈比的定義中,可得出x,y方向的回彈比ηi.
(11)
(12)
2 雙曲度板材沖壓成形回彈實驗和有限元仿真
2.1 雙曲度板材回彈實驗
本文對6組尺寸均為840 mm×840 mm×19.05 mm的Invar鋼方形板進行了雙曲度板材沖壓實驗,采用的沖壓設備是某公司的SKWB-2000型船舶三維數控彎板機,見圖1,其相關參數為:最大彎板厚度40 mm,壓頭尺寸100 mm×100 mm,上壓頭數量20×20,下壓頭數量21×21,單個壓頭壓力20 kN,成形曲面為帆形、馬鞍形.Invar鋼的材料相關參數為:密度8 410 kg/m3,彈性模量123 GPa,泊松比0.25,屈服應力241 MPa,抗拉強度440 MPa,伸長率40%.板材的沖壓形狀是典型的帆形與馬鞍形,見圖2.

圖1 SKWB-2000型船舶三維數控彎板機
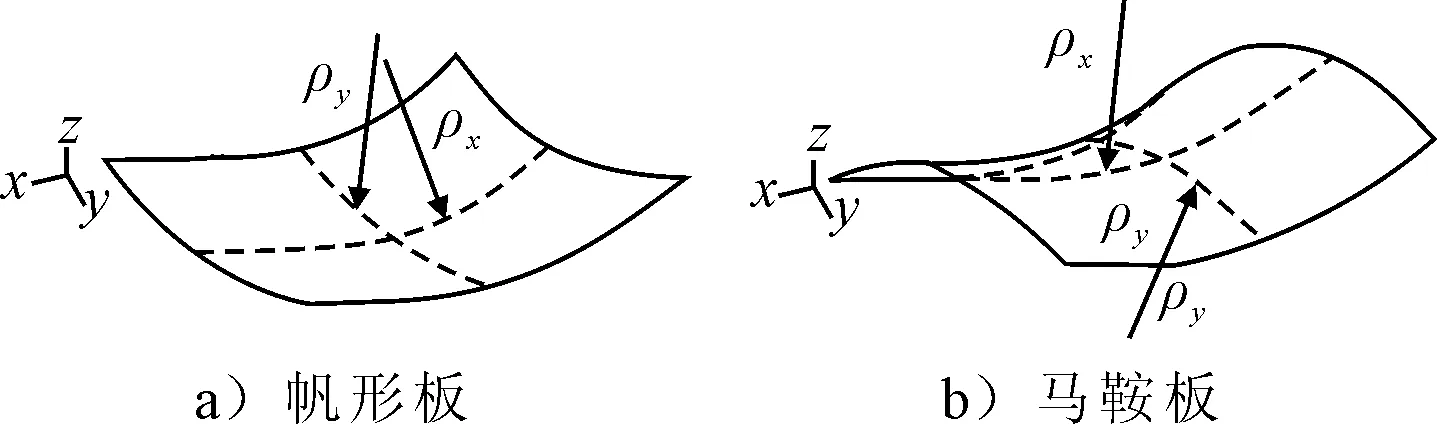
圖2 帆形板和馬鞍形板材示意圖
沖壓成形的帆形板滿足的曲面方程為
(13)
馬鞍形板滿足的曲面方程為
(14)
所有實驗板材的曲面式(13)、式(14)的相關參數見表1,其中的馬鞍形板y方向曲率半徑前的負號代表曲率方向與x方向相反.
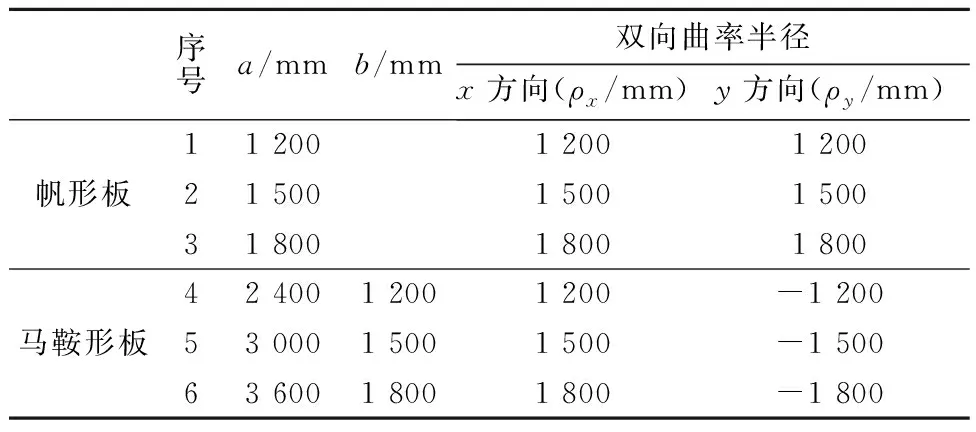
表1 實驗板材曲面方程相關參數
雙曲度板材沖壓成形后所有板材的形狀數據均由三維激光掃描儀測量.
2.2 雙曲度板材回彈仿真
仿真過程中對武漢理工大學三維數控彎板機進行沖壓的整個過程建立模型.
3 典型雙曲度板沖壓成形回彈的實驗結果
對所有實驗的雙曲度板,計算出x,y方向上的回彈比均值,見表2.
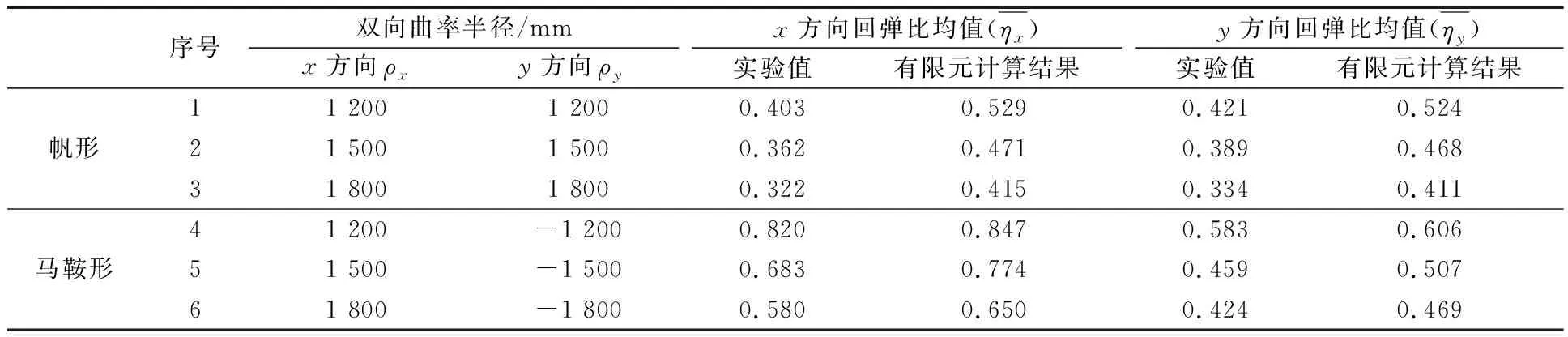
表2 Invar鋼帆形板和馬鞍形板的雙向回彈結果
根據表2中的所有雙曲度板回彈均值數據可以得出對于雙向曲率相同的Invar帆形板和馬鞍形板的實驗結果回彈比均值隨曲率半徑變化圖見圖3.
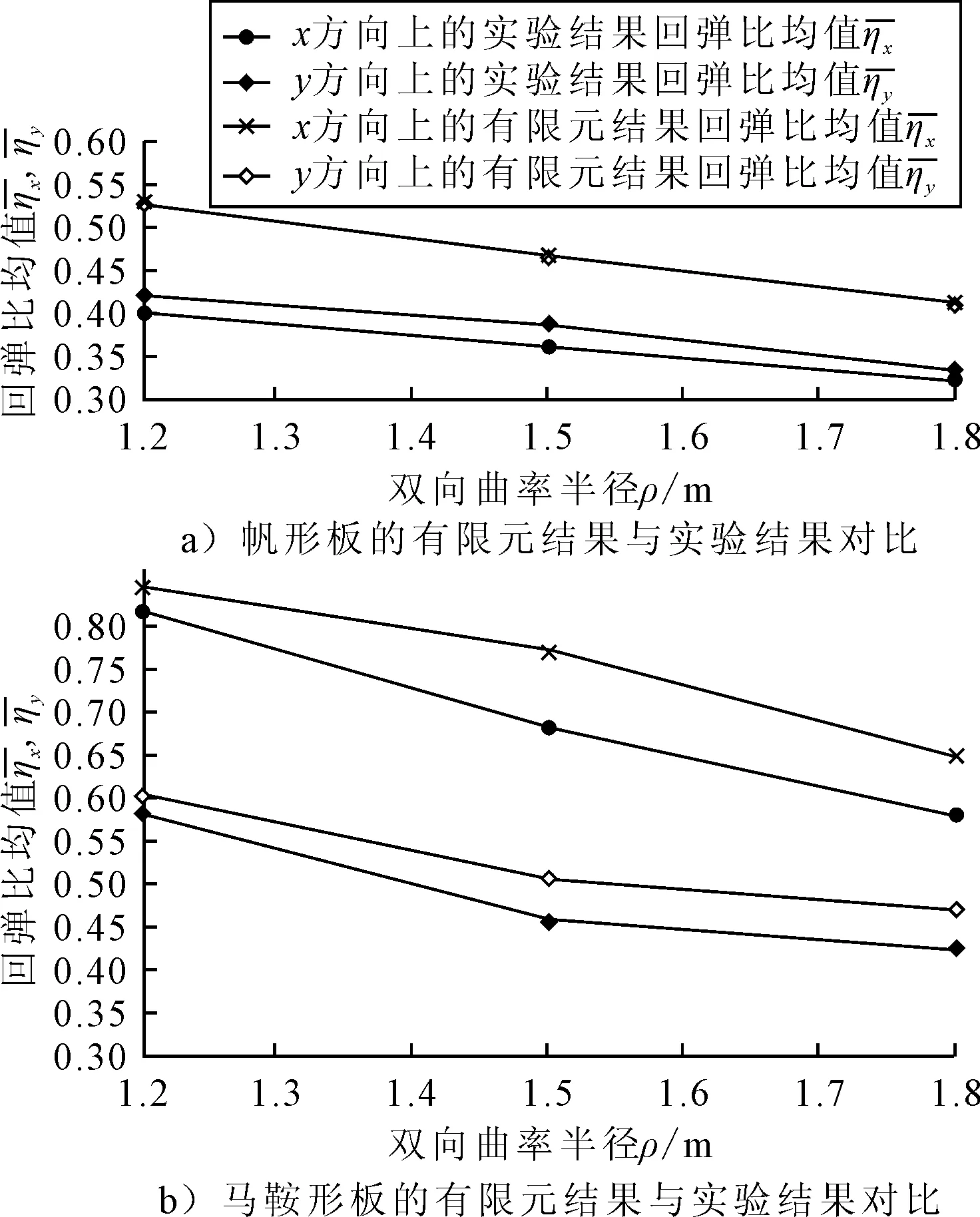
圖3 雙向曲率相同的Invar帆形板和馬鞍形板回彈比均值結果隨曲率半徑變化圖
雙曲度板沖壓成形時兩個方向的變形有相互影響,其在兩個方向的回彈也有相互影響.雙曲度板回彈中的兩個方向的相互作用是雙曲度板回彈與單曲度板回彈最大的不同.正是這種相互作用使得雙曲度板材的回彈機理非常復雜,其回彈補償也更加困難.但是通過本文提出的雙曲度板理論計算模型,可以反映出板材在這種雙向耦合作用下回彈量的大小,表現出板材在兩個方向上的形狀變化.
4 結 束 語
對于可重構模具雙曲度板的沖壓成形,本文建立了雙曲度板材的理論分析模型,比較了帆形板和馬鞍形板加工成形中的回彈差異.進行了6組雙曲度板的沖壓回彈實驗和有限元仿真,并通過每個板材上的離散點在兩個方向的回彈比均值描述了一系列雙曲度板材一次沖壓回彈的結果.通過兩個方向上回彈比均值的對比發現,實驗結果中的帆形板在曲度加工方向的回彈顯著大于馬鞍形板的回彈.對帆形板和馬鞍形板的回彈差異進行了理論分析,這種差異認為是雙向曲度在成形過程中由于雙向耦合作用而造成的.本文可以為雙曲度板材的回彈補償提供理論指導,從而達到減少沖壓次數,提高成形效率的目的.
猜你喜歡
計算機應用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
數學小靈通(1-2年級)(2021年3期)2021-04-13 01:01:58
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
數學小靈通·3-4年級(2017年11期)2017-11-29 01:35:50