缸體鑄件自動化打磨方案設計
2020-08-01 13:23:56
鑄造設備與工藝
2020年3期
關鍵詞:設備
(合肥江淮鑄造有限責任公司,安徽合肥 230031)
隨著社會的發展,就業范圍的擴大,鑄造行業因為是有名的苦、臟、累的行業,招聘工人越發困難,清理工序升級改造迫在眉捷;另外隨著機器人集成的發展,越來越多的機器人被應用到鑄造行業清理工序中。本文結合車間實際生產環境進行缸體鑄件自動化打磨方案設計。
1 工況介紹
缸體鑄件清理工序工藝路線如圖1 所示。
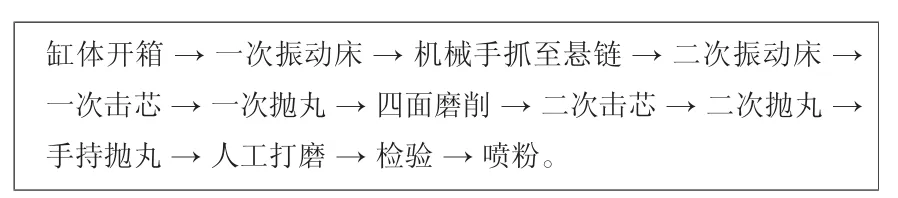
圖1 缸體鑄件清理工序工藝路線圖
缸體鑄件基本參數見表1.

表1 缸體鑄件基本參數
缸體鑄件自動化打磨部位如圖2 所示。根據缸體清理工序流程,缸體鑄件人工打磨部位主要為上、下型出氣針/片、油底殼處內澆口、兩個端面的披縫。

圖2 1.5TGDI 汽油機缸體毛坯缸體打磨部位示意圖
2 缸體鑄件打磨產能規劃
根據現有缸體清理流水線生產工藝統計各工序生產節拍見表2.

表2 清理工序節拍
通過計算機仿真模擬,打磨上、下型出氣針/片、油底殼處內澆口,每件缸體需要120 s,根據現有節拍需求至少需要兩臺打磨設備(雙工位)才能匹配產能。按照設備開動率85%計算,每月工作26 天,每天20 h 計算缸體年打磨量31.8 萬件,滿足現有需求。適當考慮后期產能增長需求規劃按三臺設備進行打磨,一臺機器人進行上下料。
3 缸體鑄件打磨(工藝)基本布局
根據現場場地需求,自動打磨設備只能放置在手持拋丸機后面進行布置,見圖3 方框內。
圖3 中規劃了三臺打磨設備和一臺機器人上下料,包括了后期增加產能規劃,目……
登錄APP查看全文
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
