鋁電解槽襯廢棄物危廢無害化處置技術研究
2020-08-04 01:41:16楊俊杰溫鐵軍
世界有色金屬 2020年8期
關鍵詞:大修
楊俊杰,李 華,溫鐵軍
(1河南省固體廢物和化學品技術管理中心,河南 鄭州450004;2 伊電控股集團有限公司,洛陽 伊川 471300;3 河南省鋁電解工程技術中心,洛陽伊川 471300)
現代鋁工業生產采用冰晶石-氧化鋁熔體體系(Na3AlF6-Al2O3)的電解鋁技術生產,電解質是鋁電解時溶解氧化鋁并把它經電解還原為金屬鋁的反應介質,其溫度在900℃~960℃,盛裝電解質的電解槽熔池,材料需具有耐高溫、耐腐蝕、平衡保溫散熱及導電絕緣等不同的性能,才能滿足長期不間斷鋁電解生產的要求。我國電解鋁2019年運行產能約3600萬噸,產能占全球的56%。噸鋁產生大修槽襯廢棄物10-15kg。每年產生約40余萬噸。大修渣作為工業固體危險廢物,是電解鋁工業主要環境污染源之一[1],《國家危險廢物名錄》(2016年環保部令第39號)規定: 電解鋁過程中電解槽維修及廢棄產生的廢渣(即大修渣)屬于HW48有色金屬冶煉廢物,廢物代碼為321-023-48,危險特性為T(有毒)。 不同于同為電解危廢的鋁冶煉鋁灰和碳渣等的能夠大部分實現資源化利用[1],大修廢槽襯多為耐火保溫材料及侵蝕的碳塊等,即使完全無害化處置處理,技術難度也極大。
1 電解鋁大修廢槽襯廢棄物產生及危害
1.1 鋁電解槽襯危險廢棄物
鋁電解槽槽壽命一般在2500-3000天左右,生產周期后需停槽大修,對內襯材料進行更新更換,重新對電解槽筑爐砌筑,然后通電焙燒啟動生產。清理出來的廢內襯材料,統稱電解廢槽襯大修渣危險固體廢棄物。
1.1.1. 預焙電解槽內襯材料主要包括陰極炭塊、側部碳塊、耐火磚、扎固糊料、輕質保溫磚、干式防滲料、澆注料及保溫隔熱板材料。
電解槽襯廢棄物主要成分:耐火材料混合物,碳質材料約占33%,氟化鹽約占30%,冰晶石和少量氟化鈣、氟化鎂;其他物質主要是霞石、β-氧化鋁,少量的碳化鋁、氮化鋁、鋁鐵合金和微量氰化物(約0.2%)。每噸大修渣,將有約130-150公斤有害氟化物和2公斤氰化物,對生態環境影響極大。
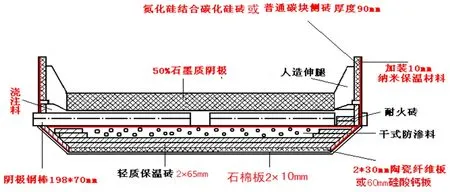
圖1 300KA電解槽內襯配置詳圖
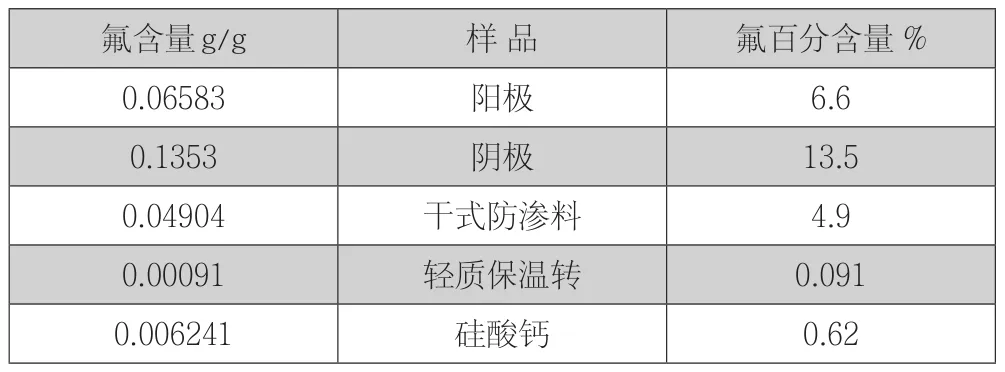
表1 電解廢內襯材料氟測定結果
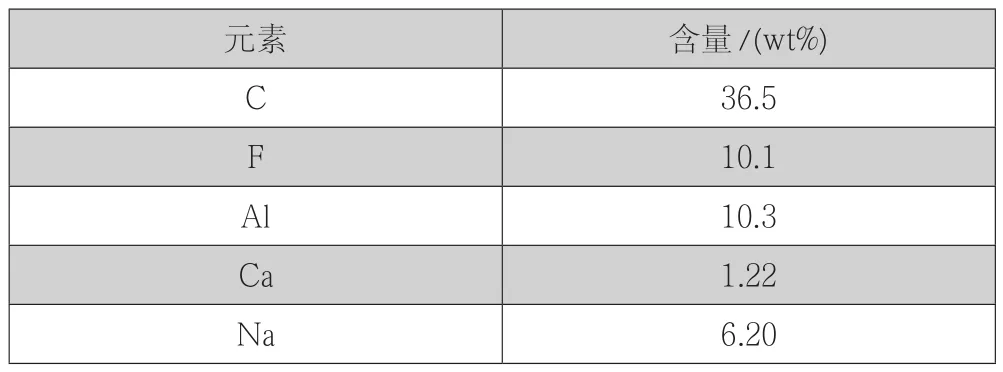
表2 電解槽廢側部氮化硅結合碳化硅磚成分
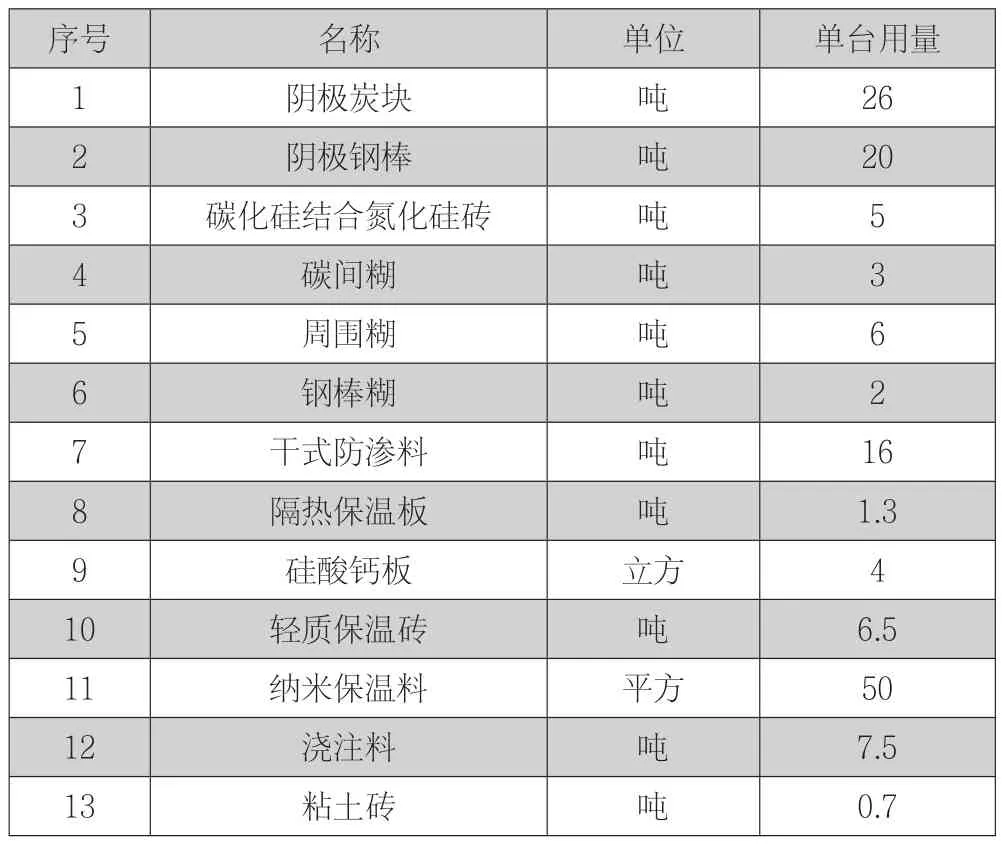
表3 300KA鋁電解槽內襯材料表[2]
1.1.2 鋁電解槽襯部分分揀后可直接利用的材料
①刨爐廢氮化硅結合碳化硅磚的成分
廢舊碳化硅磚中腐蝕部分的主要物相組成為SiC,Si3N4,Na2SiO3,NaF;且各組分的含量范圍(wt%)分別為:59.67-61.17%,13.12-15.32%,14.28-16.78%,≤2%。

圖2 電解槽刨爐圖
②利用未侵蝕的廢耐火材料制作的新保溫磚指標:耐火度1560℃,導熱系數:0.239 W/(m·K)/420℃、0.247 W/(m·K)/650℃,可用于電解槽或其它爐體保溫。
1.1.3 電解槽內襯廢棄物產生量
以300KA電解槽內襯砌筑材料組成情況為例。
電解槽生產周期內襯材料發生部分損耗變化,每臺300KA電解槽大修刨爐產生的刨爐料85噸左右。陰極鋼棒及側部碳塊和少部分損壞輕微的耐火材料可資源化循環利用外,仍有大部分的電解槽內襯廢棄物需要無害化處置。
1.2 鋁電解廢棄物的危害
1.2.1.鋁電解槽內熔融電解質與氧化鋁不斷進行鋁電化學反應,高溫、強磁場、強腐蝕的滲漏物,和生產過程中需要加入添加劑(氟化物,主要是氟化鋁,氟化鈉,冰晶石等)導致耐火材料和防滲保溫材料以及碳素材料等內襯材料成分發生極大的變化。在廢槽襯中浸入很多氟化物和氰化物等劇毒廢物[3]。遇水時,電解槽危險固體廢棄物所含氟化鈉和氰化物將溶于水,氟離子和氰離子隨水流入江河或滲入地下,污染土壤和水源,形成高氟土壤和高氟水;氰化物遇水釋放出劇毒HCN氣體,對生態環境產生長期的污染:
①廢棄物所含的HCN有劇毒,少量就能致人中毒并在幾秒鐘內死亡(HCN致死量為0.05克),由皮膚擦傷處進入血液或通過呼吸道吸入HCN也可中毒。
②對動植物生長有較大危害,使動物骨骼/植物組織變黑、壞死;
③影響農業生態平衡,使農作物減產;
④由于大修渣含有較高水平的可溶氟化物和氰化物,隨雨水污染地下水和地表水;
⑤在潮濕的條件下,釋放出有害的氣體,污染大氣。
因此,電解槽內襯廢棄物作為工業固體危險廢物,是主要環境污染源。貯存處置措施不完善,將對周圍生態環境和人類健康造成嚴重危害。
1.2.2.電解槽襯廢棄物列入國家危險廢物
2016年施行的新版《國家危險廢物名錄》中明確廢陰極炭塊、陰極內襯及保溫材料和耐火磚等吸附氟化物屬危險固廢。
“兩高”對環保的司法解釋:“兩高”對非法排放、傾倒、處置危險廢物三噸以上的認定為“嚴重污染環境”行為,認定為犯罪行為,并進行處,最重可處死刑。其它法規明文規定每噸危險廢物環保稅額1000元,每噸冶煉渣環保稅額為25元。
2 電解槽廢內襯無害化處理技術
2.1 危險固廢處理標準要求
電解槽大修廢內襯材料無害化處置,最低應達到無害化要求。
危險廢物填埋污染控制標準GB 18598-2001(2013年修訂)規定:危險廢物浸出液中無機氟化物(不含氟化鈣)<100mg/L;氰化物(以CN計)<5mg/L方可入場填埋。
2.2 電解槽廢內襯廢棄物無害化主要處置技術:
目前電解槽廢內襯處理主要由兩種技術,濕法技術和火法處理,火法主要采用高溫提純及氟化物,該工藝采用超高溫(2400℃)電弧爐和專用超高溫電弧爐高溫煙氣梯次回收工程技術,包括氟化物回收系統、金屬鈉反應物回收系統、氧化鋁回收系統等,該技術工藝、環境排放和處理能力因素制約較大。所以,國內目前處理的主要是采用濕法除氰除氟技術,實現電解槽內襯廢棄物的無害化處置。

表4 國家危險廢物名錄
2.3 電解槽廢內襯廢棄物濕法處理技術
2.3.1 工藝技術原理
a.除氰工藝原理:
2CN-+5ClO-+H2O→2CO2↑+N2↑+5Cl-+2OH-
氰根和次氯酸根過化學反應,把氰離子氧化成無毒無害的氮氣和二氧化碳排出,從而去除氰離子。
b.脫氟工藝原理:
Ca2++2F-=CaF2↓
氟離子與溶液中的鈣離子生成不溶于水的氟化鈣沉淀,隨濾渣排出,從而脫氟。
2.3.2 工藝流程:將廢槽襯電解槽廢槽襯刨爐料中廢陰極炭塊、炭糊、鋼棒分揀后,其它大修渣原料經破碎機出來經斗提進入塊料倉,再由振動給料機、球磨機制粉,經輸送設備進入粉料倉進行無害化處理。先提取大修渣粉料進行化驗分析,化驗氟化物、氰化物的含量及pH值,然后將定量的大修渣粉料送入處置反應罐加水勻速攪拌配置料漿,按照配比濃度要求將固體藥劑分別加入到藥劑倉與水配制成一定濃度的反應制劑。將反應制劑送入反應罐與料漿充分混拌反應,除氰、除氟后,取樣檢測氰化物、氟化物的濃度及pH值合格,達到國家固廢標準,通過泵將處置后的廢料經壓濾機壓濾后進行下一步的處置[4]。
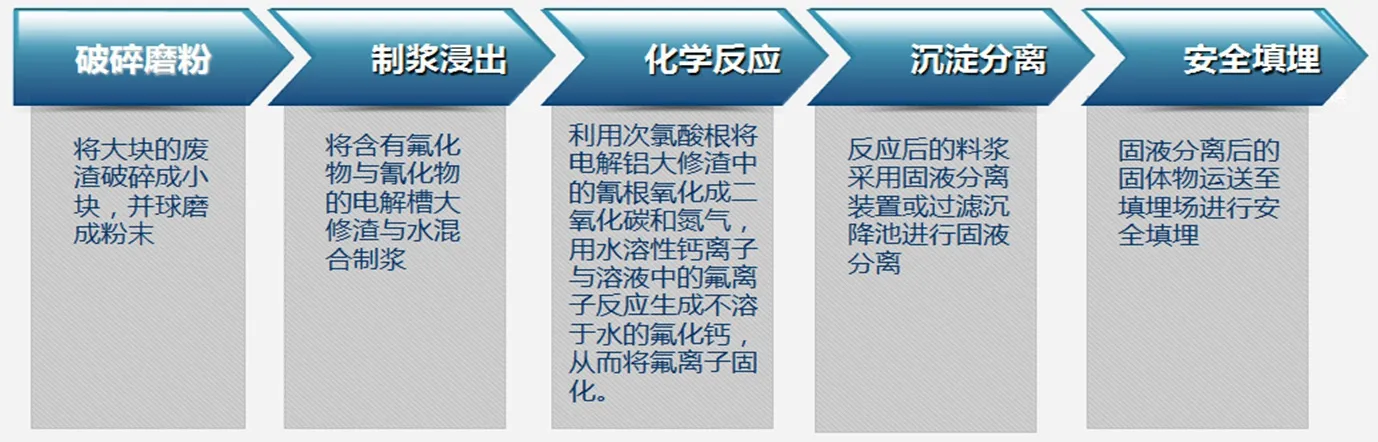
圖3 無害化處理技術流程

圖4 廢槽襯無害化處理線

圖5 廢槽襯無害化處理產品
濕法無害化處理技術路線如下:廢槽襯料→機械破碎→制粉→攪拌均勻(抽樣預檢)→制漿→與制劑混合一次反應→與制劑混合二次反應→新生成物→抽樣檢測→達到一般固廢標準→固液分離→排出廢渣→壓濾→一般工業固廢→進一步處置后資源化利用。
2.3.3 配套生產設備:
主要生產設備有廢料倉、破碎機、球磨機、智能反應倉、藥劑倉、壓濾機及其它一些儲存和輸送設備,配套環保除塵、化驗分析、在線監控、工藝控制和配電設施。
2.4 電解廢陰極浮選處理資源化利用技術
2.4.1 廢陰極浮選技術原理
廢陰極碳塊浮選法進行處理,主要有害物質是氟化物和氰化物。浮選工藝過程中會產生的廢水,采用氯化鈣處理氟化物,次氯酸鈉或次氯酸鈣處理氰化物,氰化物在漂白粉溶液中被氧化成無害的N2從溶液析出逸出,使廢陰極處理達到無害化的要求。
氟化物與氰化物反應為:
F-+CaCl2-——CaF2+Cl-
Cl-+Na+——NaCl
CN-+NaClO——NO3-+CO2+Na++Cl-
2.4.2 電解廢舊陰極處理工藝流程
鋁電解槽廢舊陰極炭塊浮選法處理工藝流程:破碎、有檢查分級的一段閉路磨礦、一次粗選、三次(二次再磨)精選、二次(一次再磨)掃選流程,經過高效分離廢舊陰極中的炭和電解質的技術和工藝,獲得最終精礦(炭產品)和最終尾礦(氟鹽電解質產品),經洗滌、脫水、干燥后,電解質可以加入鋁電解槽加以利用,炭粉可以制作陽極保護環等炭素制品。實現廢舊陰極炭塊的無害化處理和綜合回收利用。
3 結語
鋁電解廢槽襯危廢處理技術,主要是先對大修廢槽襯分揀分類,然后進行綜合處置,大修廢槽襯基本是含復雜有毒有害氰化物氟化物保溫隔熱耐火材料組成,目前多采用除氰固氟處理成為一般固廢無害化的技術。濕法無害化處理技術成熟的解決目前的大修渣。但廢槽襯內許多有價值的材料沒有完全的利用。我國每年產生大量的電解廢槽襯,急需資源化循環利用處置[5],而精細的分類分揀,及針對不同廢內襯處理成熟的工業化處理成套優化的資源化處理技術,是我們下一步探索研究的方向。
猜你喜歡
建材發展導向(2023年4期)2023-03-14 07:20:26
江蘇安全生產(2022年7期)2022-08-24 02:11:50
紫禁城(2019年12期)2020-01-14 02:53:18
農家書屋(2019年4期)2019-05-15 08:25:28
上海公路(2018年2期)2018-08-29 01:22:32
設備管理與維修(2016年5期)2016-03-16 02:20:44
石油化工建設(2015年4期)2015-12-01 04:17:10
中國石油石化(2015年12期)2015-04-20 09:04:36
中國煤層氣(2014年3期)2014-08-07 03:07:45
汽車維修與保養(2014年7期)2014-04-18 11:08:44
