焊接功率對TC4鈦合金激光焊接頭成形與組織性能研究
2020-08-04 01:42:06許愛平董俊慧甄邵楊張藝程
世界有色金屬 2020年8期
許愛平,董俊慧,甄邵楊,張藝程
(內蒙古工業大學 材料科學與工程學院,內蒙古 呼和浩特 010051)
TC4鈦合金具有密度低、比強度高、高溫性能良好、耐腐蝕性能好、無毒無磁、良好的焊接性和生物相容性等特點,在航空航天、航海、兵器、化工、生物醫藥等領域具有廣泛的應用前景[1-3]。
關于TC4鈦合金焊接的方法有很多,常見的有氬弧焊、熔化極氣體保護焊、電子束焊、攪拌摩擦焊、激光焊等其它焊接方法。其中與其他焊接技術相比,激光焊接技術具有突出的優點較高的功率密度[4,5],在焊縫中形成更窄的熱影響區[6,7]和更深的熔合區[8]和更低的殘余應力[9]以及焊件更小的變形。對2 mm的TC4鈦合金進行焊接試驗,通過改變焊接功率,研究TC4鈦合金焊接接頭的成形以及力學性能。
1 試驗材料及設備
1.1 試驗材料
激光焊試驗選取厚度為2mm的TC4鈦合金擠壓板作為母材,母材化學成分見表1,焊接試驗采用單一變量法,研究焊接功率的變化對焊縫成形,以及力學性能的影響。

表1 為TC4鈦合金的化學成分(質量分數%)
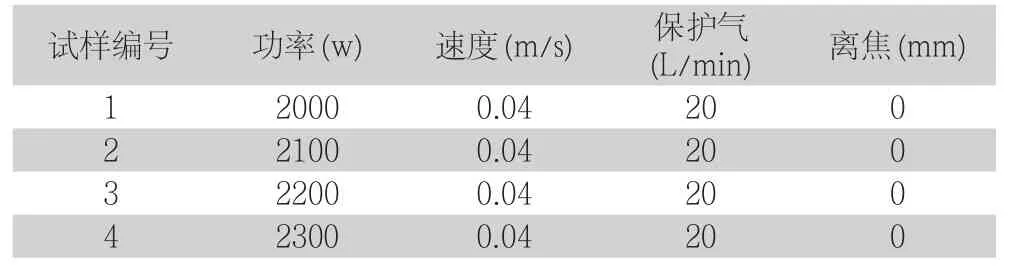
表2 TC4鈦合金焊接工藝參數
1.2 試驗設備
實驗選用設備是IPG Photonics公司生產的IPG YLS-10000型光纖激光器,光電轉化效率十分可觀;功率穩定性達+1%,所以焊接過程穩定;輸出功率范圍靈活;占地面積小;波長在1075+5nm間變化。焊接中還要使用德國庫卡公司生產的KR-C4型機器人系統配合完成試驗過程。
2 試驗結果分析
2.1 焊接功率對成形的影響
從圖1(a)線能量隨著激光焊功率的增加而增加,隨著焊接功率的進一步增加,觀察到激光功率與熔深之間線性關系的變化。
隨著功率的進一步增加從2200W到2300W,熔深急劇增加。然而,在2300W的激光焊功率下,基板上實現了完全穿透。這是由于在較高的功率下功率密度很高,而且由于負離焦距離,激光束逐漸收斂到執行比試樣表面高能量密度的聚焦點。圖1(b)中發現的增加焊接功率,焊接希望由于對工件表面施加更高的熱輸入而不斷增加,在較高的功率下,焊縫頂面形成等離子云。由于等離子體云吸收施加的激光束能量,并重新輻射焊件表面的熱能,從而促進熔寬變寬。此外,由于表面張力引起的對流效應,在熔池的鎖孔內形成了反沖壓力。
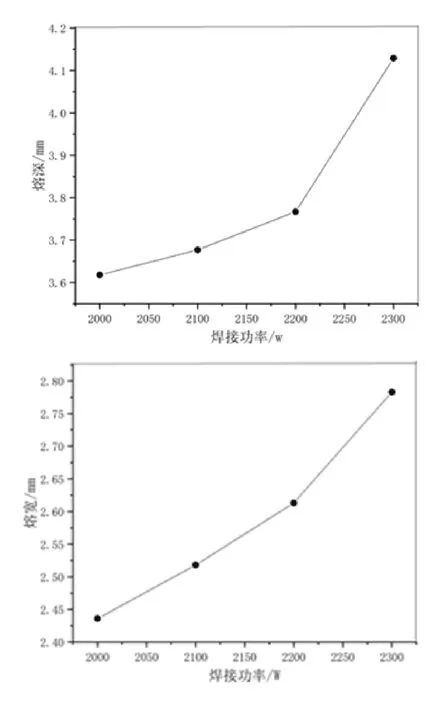
圖1 不同功率對熔深和熔寬的影響
2.2 焊接功率對硬度的影響
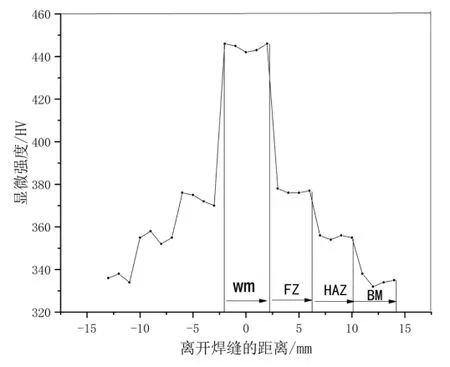
圖2 焊接功率為2200W時激光焊接接頭的典型硬度分布
圖2顯示了在2200W的焊接速度下激光焊接接頭的典型顯微硬度分布。在功率為2200W條件件,BM、HAZ、FZ和WM的顯微硬度為330 HV~350 HV、370 HV~360 HV、360 HV~350 HV、430 HV~450 HV。從焊縫到母材,顯微硬度有明顯的下降,因為焊縫區是粗大的柱狀晶,在柱狀晶內是細小馬氏體相交互形成的網籃組織,硬度比較大,隨著離焊縫距離的增加,尤其是在熔合線附近,α′相減少的程度比較大,導致在這個區域硬度發生突變,母材為α+β相,顯微硬度比較低。
2.3 焊接功率對力學性能的影響
在四種不用功率下2mm厚的TC4鈦合金激光焊接接頭室溫下的抗拉強度,見表3,拉伸后的試件實物如圖5所示結合表2和圖3的數據分析得出,試樣在承受靜態拉伸載荷的過程中。隨著功率的提高,焊接接頭的抗拉強度圍繞母材的抗拉強度上下波動,四種不同功率的TC4鈦合金激光焊接接頭的平均抗拉強度為757MPa,焊接接頭的強度低于母材的,伸長率為8.1%,接頭強度系數為0.81。如圖3所示,在四種不同的焊接功率下,焊接接頭的斷裂位置都是在焊縫區域,進一步說明了焊縫的抗拉強度比母材的要低。
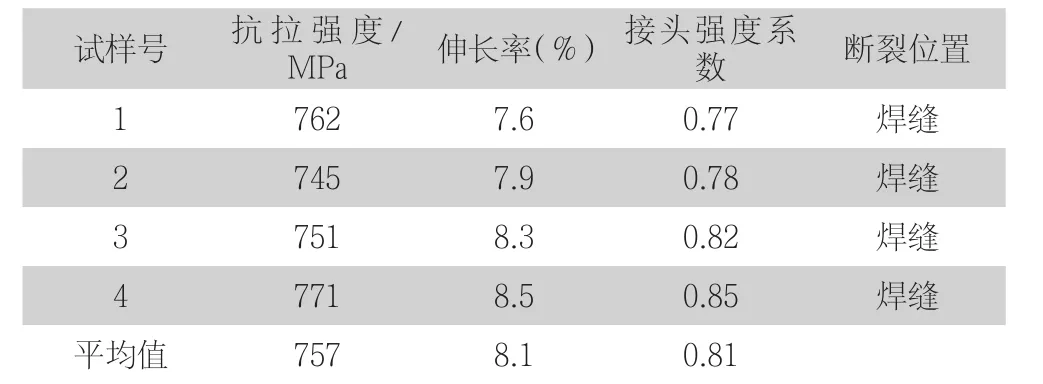
表3 焊接接頭力學性能

圖3 不同功率拉伸試樣斷裂位置
3 結論
(1)隨著焊接功率的進一步增加,觀察到激光功率與熔深之間線性關系的變化,隨著功率的增大,受高溫等離子體和金屬蒸汽的影響,熔深加深和熔寬變寬。
(2)不同功率下TC4鈦合金焊接接頭的室溫平均抗拉強度為762MPa,伸長率為8.1%,比母材的略低,焊接接頭系數為0.81,拉伸試樣均斷在焊縫區域。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
