螺紋綜合測量機(jī)的掃描原理與誤差分析
2020-08-04 09:44:38張和君歐協(xié)鋒馬俊杰
計(jì)測技術(shù) 2020年3期
張和君,歐協(xié)鋒,馬俊杰
(深圳市中圖儀器股份有限公司,廣東深圳518071)
0 引言
螺紋是一個(gè)復(fù)雜的空間曲面體,它由許多幾何參數(shù)構(gòu)成,如中徑(中徑、單一中徑、作用中徑)、大徑、小徑、螺距(導(dǎo)程)、牙型角、牙側(cè)角等。螺紋具有連接、傳動和密封等作用,其制造精度直接影響連接可靠性、裝配精度、互換性和密封性能等。因此,需對螺紋參數(shù)進(jìn)行嚴(yán)格的檢測分析,以減少不合格螺紋的使用,預(yù)防失效。目前,測長機(jī)應(yīng)用三針法檢測外螺紋,量球法檢測內(nèi)螺紋和外螺紋,檢測得到螺紋的單一中徑。三針法、量球法檢測螺紋的單一中徑是一種經(jīng)典傳統(tǒng)方法,適用于精度高、種類多、單件或小批量生產(chǎn)的螺紋量規(guī)的檢驗(yàn)與測試。
隨著高精度導(dǎo)軌技術(shù)、高精密加工技術(shù)、高精密光柵技術(shù)和智能化軟件等關(guān)鍵技術(shù)的成熟應(yīng)用,出現(xiàn)了一種創(chuàng)新性的螺紋參數(shù)檢測技術(shù)——接觸式二維輪廓掃描技術(shù),即利用高精度的螺紋綜合測量機(jī)[1](簡稱螺紋機(jī))進(jìn)行螺紋檢測。該技術(shù)顛覆了傳統(tǒng)的螺紋檢測方法,突破性地解決了螺紋綜合參數(shù)檢測的問題,真實(shí)地綜合反映螺紋參數(shù)的各項(xiàng)性能指標(biāo)。本文介紹螺紋綜合測量機(jī)掃描檢測圓柱螺紋的原理和特點(diǎn),分析檢測方法中的誤差影響要素,并進(jìn)行不確定分析。
1 螺紋綜合測量機(jī)的工作原理
1.1 螺紋機(jī)檢測螺紋的工作原理
螺紋機(jī)類似二維坐標(biāo)掃描測量儀,采用接觸掃描式檢測原理,具有方法簡單、測量精度高、工作效率高、綜合成本低、測量結(jié)果全面等優(yōu)點(diǎn),是螺紋綜合參數(shù)測量的最好方案,其構(gòu)造如圖1所示。
螺紋機(jī)利用牙頂自定心夾具[2](外螺紋使用V型面夾具,內(nèi)螺紋使用兩刀口夾具,見圖2)對螺紋進(jìn)行定位,保證螺紋的軸截面與掃描針的運(yùn)動平面重合,其工作原理如圖3所示。
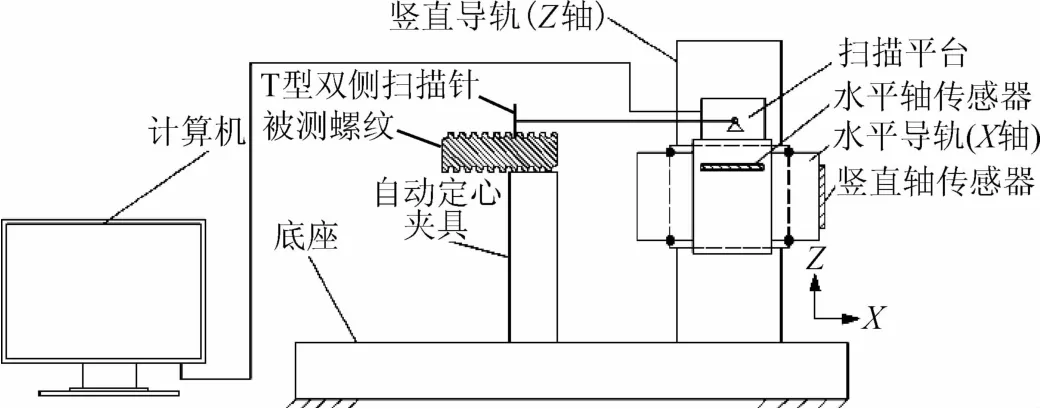
圖1 螺紋機(jī)構(gòu)造圖
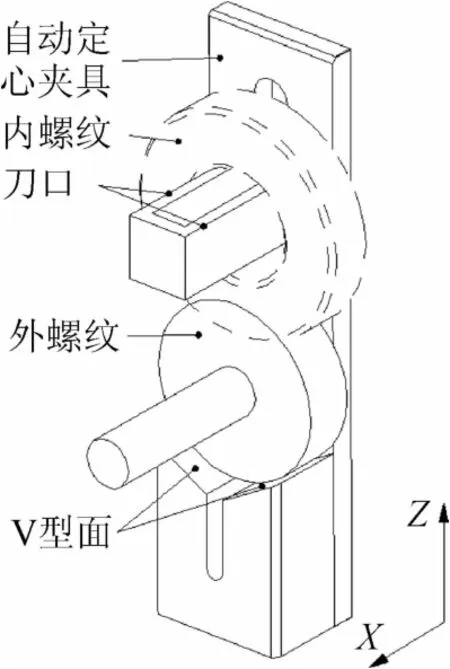
圖2 自動定心夾具
測量時(shí),掃描針分別對螺紋軸截面上、下兩側(cè)的螺紋軸向輪廓進(jìn)行接觸掃描,以高分辨力(不大于0.01μm)、海量“點(diǎn)云”數(shù)據(jù)(不小于5000點(diǎn)/秒)采集掃描針的軌跡,完成螺紋軸截面輪廓的數(shù)據(jù)采集,獲得螺紋的軸向輪廓。
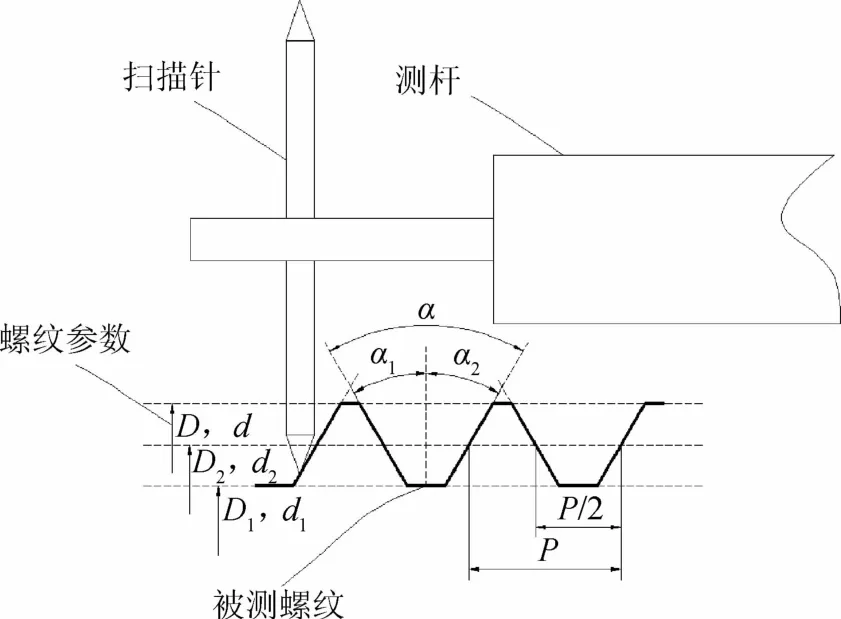
圖3 螺紋機(jī)的工作原理
掃描得出的螺紋輪廓曲線為

式中:xi和yi分別由水平軸和豎直軸傳感器獲得。
1.2 螺紋輪廓掃描曲線的針尖補(bǔ)償建模
螺紋機(jī)通過傳感器系統(tǒng)初步得到的輪廓是掃描針針尖球心點(diǎn)的坐標(biāo),因掃描針針尖半徑和螺旋升角的存在,當(dāng)螺紋軸向截面上滑行時(shí),掃描針針尖與螺紋表面的接觸點(diǎn)并不在軸向截面上,而是與螺紋軸向之間存在偏移。因此,得到掃描針針尖球心點(diǎn)的坐標(biāo)后,還需進(jìn)行螺旋升角和針尖半徑的修正,才能真正獲得被測螺紋的實(shí)際輪廓曲線。下面以外螺紋為例討論,內(nèi)螺紋同理。
1)檢測外螺紋的空間幾何模型
圖4(a)為螺紋軸向截面圖,當(dāng)前掃描針針尖距離螺紋軸線的高度位置為A。以螺紋軸線為Z軸,當(dāng)前掃描針針尖球心O′與螺紋軸線的交點(diǎn)為坐標(biāo)原點(diǎn)O,掃描針針尖球心垂直向上方向?yàn)閄軸,垂直XOZ平面向外為Y軸。掃描針針尖半徑為R。
2)螺紋螺旋面方程
螺紋左右側(cè)面由一組阿基米德螺旋線組成,螺紋左右側(cè)面sp和qt的表達(dá)式分別為
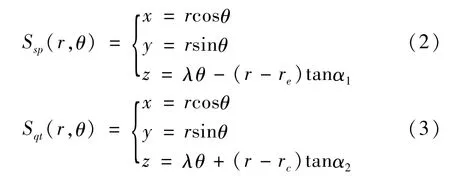
式中:λ=P/2π為螺旋參數(shù),是動點(diǎn)繞螺紋軸線轉(zhuǎn)動單位弧度沿螺紋軸線所移動的距離。當(dāng)λ=0時(shí),式(2)和式(3)表示V型圓環(huán)槽的兩側(cè)圓錐面;當(dāng)r為常數(shù)時(shí),S(θ)表示的是一條螺旋線;當(dāng)θ為常數(shù)時(shí),S(r)表示的是軸向截面的一條直線。
圖4(b)中,曲面Ssp和Sqt與掃描針針尖的接觸點(diǎn)分別為a和b,接觸點(diǎn)與掃描針針尖球心的連線方向?yàn)榍鍿(r,θ)的表面法向量的方向。對于曲面參數(shù)方程S(r,θ),在任意一點(diǎn)(r,θ)上的法向量為
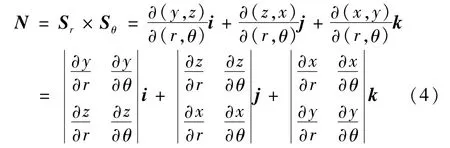
式中:i,j,k分別為直角坐標(biāo)系x,y,z軸的單位向量。
對于螺紋左、右側(cè)面,任意一點(diǎn)的法向量為[3]

單位法向量為
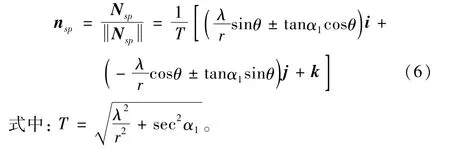

圖4 接觸法測量外螺紋的模型
3)接觸點(diǎn)坐標(biāo)計(jì)算
為計(jì)算螺紋左側(cè)面sp上的接觸點(diǎn)坐標(biāo)(r,θ),考慮空間三角形OaO′中的矢量關(guān)系為


即
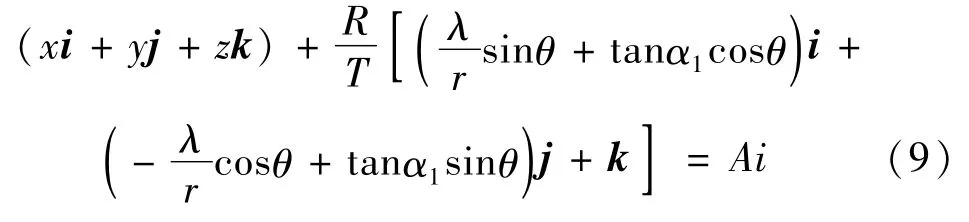
由式(9)得
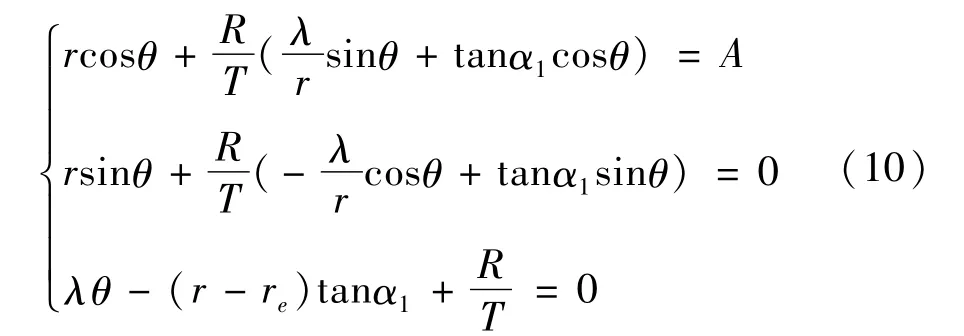
由式(10)可得
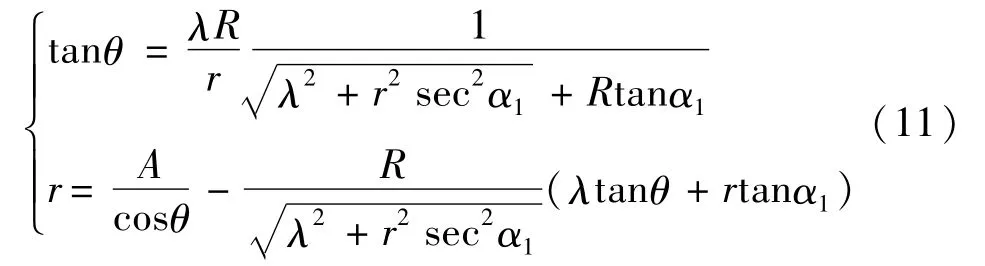
當(dāng)掃描針針尖半徑R、牙型半角α1、螺距P已知,給定球心高度位置A,即可由式(11)求出兩個(gè)未知數(shù)r和θ,從而得到測球的接觸點(diǎn)坐標(biāo)。式(11)兩個(gè)方程為超越方程,可由迭代方式求出未知數(shù)。
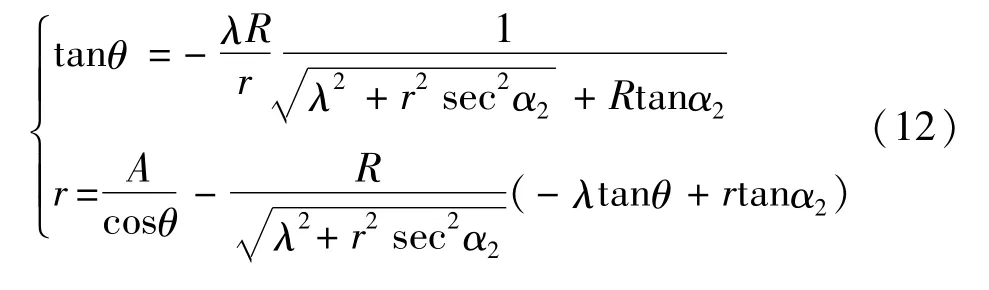
同理可計(jì)算螺紋右側(cè)面qt上的接觸點(diǎn)坐標(biāo)(r,θ)
4)螺旋升角修正和針尖半徑補(bǔ)償
對掃描針針尖的每一個(gè)掃描位置A,都需要求出接觸點(diǎn)位置(r,θ),進(jìn)而得到真正的螺紋軸向截面左右側(cè)的位置點(diǎn)m和n,同時(shí)自然地包含了半徑修正。如圖5所示,通過修正得到一個(gè)虛擬的,且更大測針半徑R′。由式(11)和式(12)得曲面sp上的虛擬針尖半徑為

曲面qt上的虛擬針尖半徑

對掃描針針尖的每一個(gè)掃描位置(xo′,zo′),求出接觸點(diǎn)位置(r,θ),從而得到經(jīng)過升角修正和針尖半徑補(bǔ)償?shù)慕孛嫖恢命c(diǎn)m和n的坐標(biāo)分別為
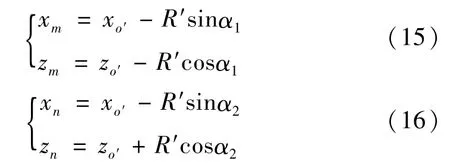
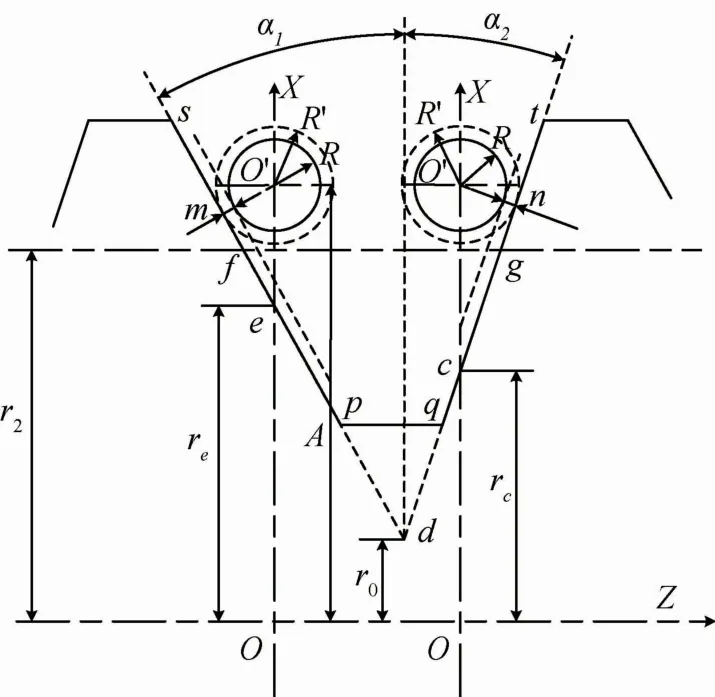
圖5 螺旋升角的修正模型
對于外螺紋,在曲面sp上,接觸點(diǎn)的螺旋角θ>0°;在曲面qt上,接觸點(diǎn)的螺紋角θ<0°。當(dāng)λ=0°時(shí),螺紋退化成一個(gè)V型圓環(huán)槽,此時(shí)螺旋角θ=0°。若不經(jīng)過修正,直接將接觸點(diǎn)位置(r,θ)當(dāng)做軸向截面位置,則對于中徑和牙型角的計(jì)算會引入誤差,會將牙側(cè)面抬高一個(gè)位置,增大值

對于每個(gè)掃描位置,針尖虛擬半徑R'都是不同的。當(dāng)牙型半角左右對稱即α1=α2=α?xí)r,對中徑測量的影響將會增大

1.3 螺紋掃描位置計(jì)算
由于掃描點(diǎn)數(shù)據(jù)較多,雖然可以離線計(jì)算,但是對每個(gè)掃描位置進(jìn)行迭代求解則計(jì)算量仍然較大。可以事先計(jì)算出一張四維查找表(R,α1,P,A)~(r,θ),便于進(jìn)行求解。根據(jù)截面度要求,可適當(dāng)縮小查找表的規(guī)模,查表時(shí)使用插值計(jì)算。
通過建立螺紋軸線為Z軸,可以將掃描數(shù)據(jù)從機(jī)器坐標(biāo)系規(guī)范到螺紋工件坐標(biāo)系,得到測球中心距離軸線的所有掃描位置A。
由于掃描時(shí)牙型半角α1并不是已知的,且螺紋軸線方向也需要經(jīng)測量得出,因此,在計(jì)算時(shí)先設(shè)定一個(gè)標(biāo)稱值的初始牙型半角,以及由牙頂或者牙底擬合計(jì)算的初始螺紋軸線,通過式(11)計(jì)算出真正的螺紋軸向截面,進(jìn)而計(jì)算出螺紋軸線和牙型角;然后利用計(jì)算出的螺紋軸線將掃描數(shù)據(jù)再次規(guī)范,將牙型角再次代入式(11)計(jì)算新的螺紋軸向截面,依次循環(huán)進(jìn)行迭代計(jì)算,直到滿足要求為止。
1.4 螺紋綜合參數(shù)計(jì)算
螺紋輪廓掃描、計(jì)算完成后,系統(tǒng)根據(jù)螺紋參數(shù)的定義直接進(jìn)行分析、擬合、計(jì)算,獲得中徑(基本中徑、單一中徑、作用中徑)、大徑、小徑、螺距R(導(dǎo)程)、牙型角α、牙側(cè)角、牙側(cè)直線度D等參數(shù),見圖6。同時(shí)根據(jù)螺紋標(biāo)準(zhǔn)數(shù)據(jù)庫,自動對螺紋參數(shù)的檢測結(jié)果進(jìn)行合格性判定,整個(gè)測量過程全自動完成,僅需2 min。
螺紋機(jī)的測量原理符合GB/T 28703-2012《圓柱螺紋檢測方法》和JJF 1345-2012《圓柱螺紋量規(guī)校準(zhǔn)規(guī)范》的要求[5-6],結(jié)果完全符合螺紋參數(shù)的定義。結(jié)果包含每個(gè)牙的獨(dú)立參數(shù),能夠真實(shí)地綜合反映螺紋參數(shù)的各項(xiàng)性能指標(biāo)。
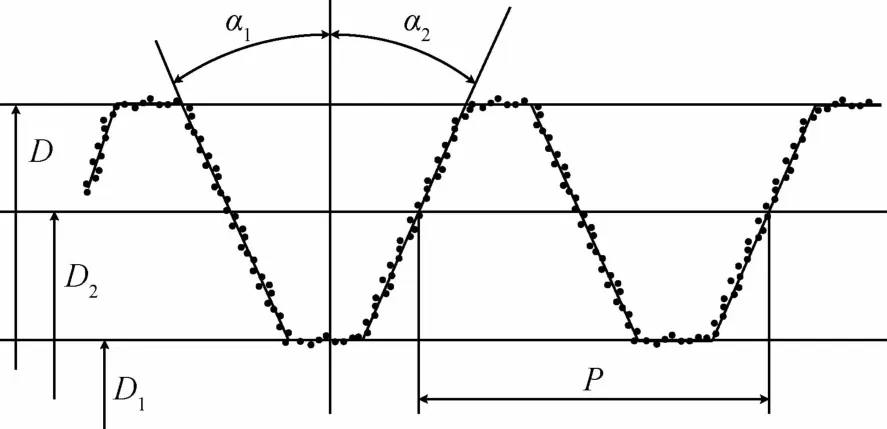
圖6 螺紋參數(shù)的擬合計(jì)算
2 螺紋綜合測量機(jī)的誤差分析
牙頂自定心夾具、極小半徑(10~30μm)的掃描針針尖的應(yīng)用保證了螺紋軸向截面輪廓的采集準(zhǔn)確性,沒有類似測長機(jī)的萬能工作臺(需要找拐點(diǎn))和多種修正參數(shù)等繁瑣的結(jié)構(gòu)和修正算法,提高了操作便利性。直接根據(jù)螺紋參數(shù)的定義計(jì)算螺紋參數(shù),完全符合螺紋參數(shù)的定義。螺紋機(jī)是一臺復(fù)雜的高精密儀器,其測量準(zhǔn)確度與儀器的結(jié)構(gòu)原理、數(shù)據(jù)處理、測量環(huán)境等相關(guān),具體因素包含環(huán)境溫度、光面標(biāo)定規(guī)的準(zhǔn)確度、測量力引起的變形、掃描針針尖半徑誤差、被測件安裝偏差、傳感器的誤差、數(shù)據(jù)處理算法誤差、二維導(dǎo)軌的誤差、斜置誤差等。為提升儀器的綜合測量準(zhǔn)確度,這些誤差因素在儀器設(shè)計(jì)和裝配制造時(shí)必須予以補(bǔ)償修正或者控制。表1給出了螺紋綜合測量機(jī)的主要誤差項(xiàng)及其控制方法。
由表1分析可知,在操作使用方面,螺紋綜合測量機(jī)的誤差主要來源于長時(shí)間工作時(shí)溫度變化引起的誤差、光面規(guī)的校準(zhǔn)誤差和掃描針針尖的半徑誤差等。因此,在使用時(shí)需要注意:①嚴(yán)控校準(zhǔn)室的環(huán)境溫度,使用一段時(shí)間后使用光面規(guī)對儀器重新進(jìn)行標(biāo)定;②采用二等以上的光面規(guī)為儀器校準(zhǔn);③掃描針針尖較細(xì),需要注意保護(hù),盡量減少磨損。
目前,檢測圓柱螺紋的傳統(tǒng)方法是測長機(jī)的三針法及量球法,新型的輪廓掃描法近幾年也迅猛發(fā)展起來。這兩種檢測方法的測量結(jié)果存在一些差異,其中三針法只能檢測檢測螺紋的單一中徑,優(yōu)點(diǎn)是測量的原理幾何模型簡單,存在歷史悠久,在不進(jìn)行誤差修正的前提下檢測單一中徑速度快。表2給出了傳統(tǒng)三針法與輪廓掃描法測量螺紋的誤差影響因素比較分析[6-7]。
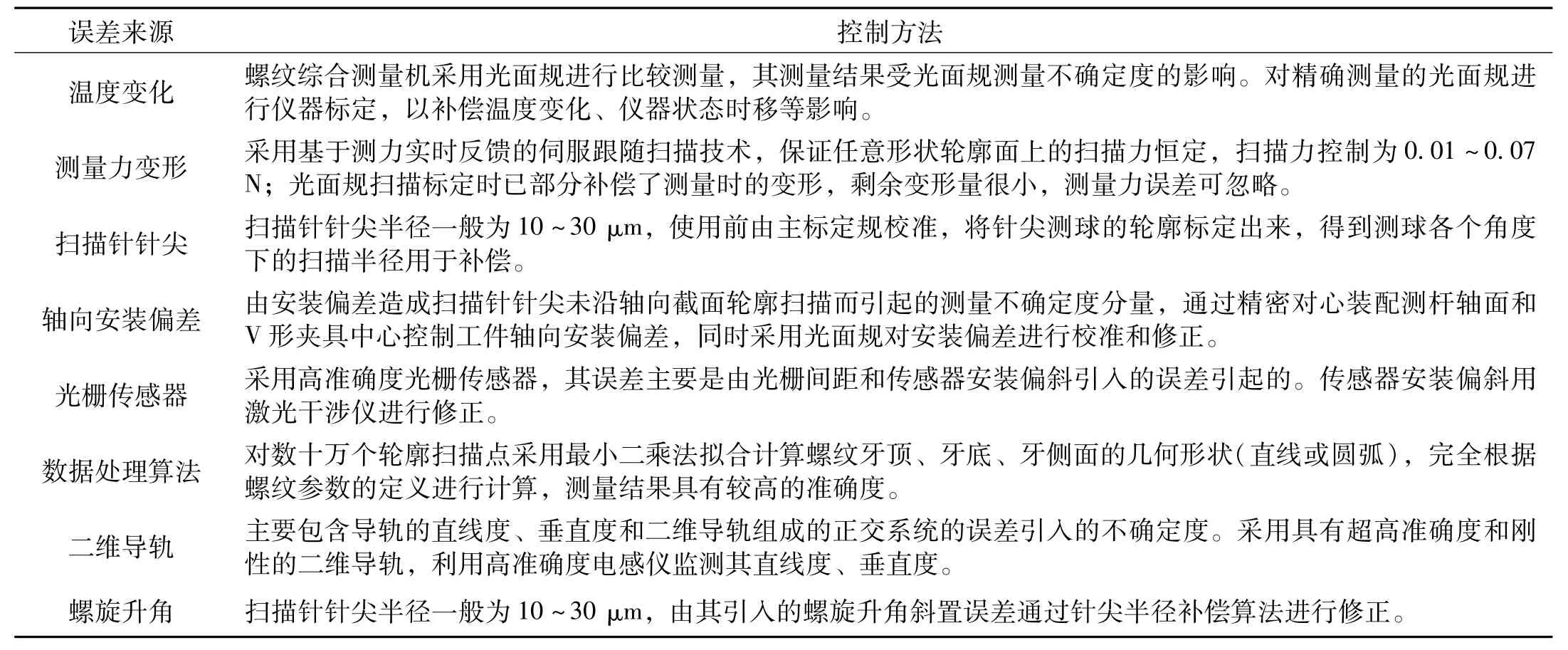
表1 螺紋綜合測量機(jī)的誤差分析與控制
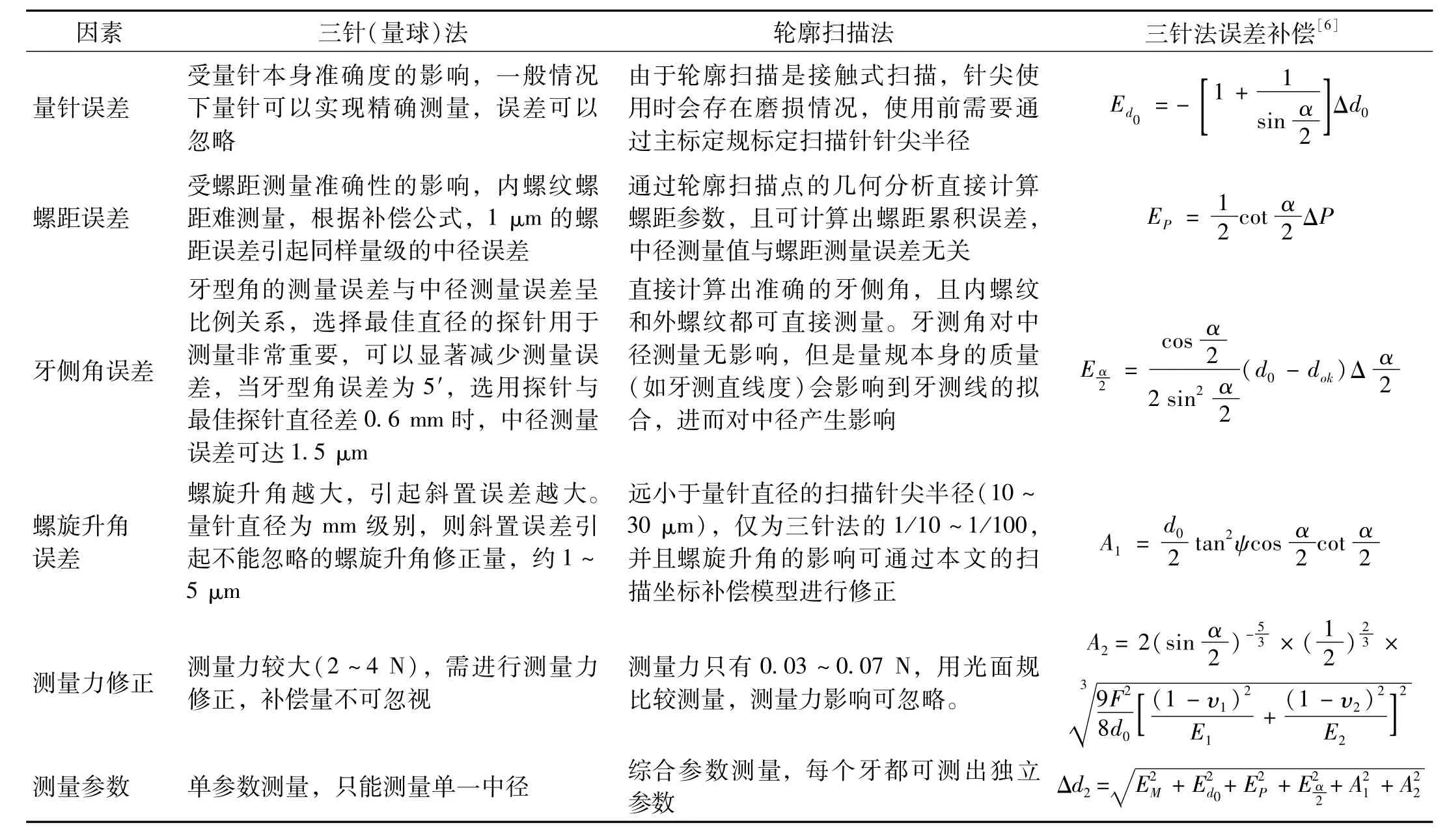
表2 傳統(tǒng)三針法與輪廓掃描法測量螺紋的誤差影響因素比較
由表2可知,傳統(tǒng)三針法測量螺紋中徑的結(jié)果需修正多項(xiàng)誤差,若不修正,將引入較大的測量誤差;另外,若螺紋量規(guī)圓度及圓柱度不好(如橢圓形)或者牙側(cè)直線度不好,量針與螺紋規(guī)的不同接觸點(diǎn)也將測得不同值。輪廓掃描法采用極小半徑的掃描針尖對螺紋軸截面上的牙型輪廓進(jìn)行接觸掃描,得到軸截面的上下兩條螺牙輪廓曲線,然后進(jìn)行分段幾何擬合計(jì)算。相比三針法利用的少數(shù)接觸點(diǎn)信息,輪廓掃描的每條曲線含有多達(dá)數(shù)十萬個(gè)數(shù)據(jù)點(diǎn),更能全面反應(yīng)牙型輪廓,測量參數(shù)結(jié)果也能綜合反映多個(gè)螺牙的情況。因此,輪廓掃描法對螺紋參數(shù)的評價(jià)具有更明顯的優(yōu)勢。
3 結(jié)論
隨著對螺紋參數(shù)重要性認(rèn)識的不斷提高,傳統(tǒng)的檢測方式已不能完全滿足現(xiàn)代工業(yè)化水平所要求的全面、準(zhǔn)確、高效的檢測需求。完整再現(xiàn)螺紋的實(shí)際情況,以螺紋綜合狀態(tài)作為判定依據(jù),才能使螺紋的質(zhì)量得到保證[8]。提高螺紋檢測水平是提高螺紋制造質(zhì)量的基礎(chǔ)和動力。
用來檢測圓柱螺紋單一中徑的三針、量球法是一種簡單、傳統(tǒng)的測量方法,目前在國內(nèi)外仍有廣泛市場。但該方法因其測量原理的制約,經(jīng)傳統(tǒng)測量誤差來源[9-10]所得誤差分量均比較大,且存在人為操作等不確定因素,需要經(jīng)過修正才能得到準(zhǔn)確測量結(jié)果。
螺紋綜合測量機(jī)是螺紋測量的新興技術(shù)儀器,采用的接觸掃描法具有精度高、速度快、參數(shù)全面、檢測過程全自動化、人為影響小等優(yōu)點(diǎn),能真實(shí)、全面地反映各個(gè)參數(shù)對螺紋性能的綜合影響,是測量螺紋綜合參數(shù)的優(yōu)選方案。螺紋參數(shù)的綜合檢測是實(shí)現(xiàn)螺紋量值溯源的技術(shù)要求,螺紋綜合參數(shù)的準(zhǔn)確測量是實(shí)現(xiàn)螺紋量值溯源的基礎(chǔ)。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12