釹系順丁橡膠在全鋼載重子午線輪胎胎面膠中的應(yīng)用
2020-08-04 09:03:32牟成乾許俊龍卞延超林紀祥
輪胎工業(yè) 2020年8期
牟成乾,胡 源,許俊龍,卞延超,任 慧,林紀祥
(通力輪胎有限公司,山東 兗州 272000)
近年來,物流市場對無內(nèi)胎載重輪胎的需求量不斷增大,因此無內(nèi)胎輪胎的耐磨性能成為用戶和輪胎工程技術(shù)人員關(guān)注的重點[1-2]。單獨提高輪胎的耐磨性能不存在技術(shù)壁壘,但同時提高輪胎的路況適應(yīng)性(抗撕裂性能、耐老化性能和抗胎面掉塊等)較難[3]。
本工作研究釹系順丁橡膠(NdBR)在全鋼載重子午線輪胎胎面膠中的應(yīng)用,以期提高輪胎的耐磨性能和路況適應(yīng)性。
1 實驗
1.1 主要原材料
NR,SMR20,馬來西亞產(chǎn)品;NdBR,牌號CB22,荷蘭阿朗新科公司產(chǎn)品;炭黑N234,上海卡博特化工有限公司產(chǎn)品;白炭黑175MP,福建三明正元化工有限公司產(chǎn)品;硅烷偶聯(lián)劑HP-699,江西宏柏新材料股份有限公司產(chǎn)品;硬脂酸,泰柯棕化(張家港)有限公司產(chǎn)品;微晶蠟、促進劑TBBS、防老劑4020和RD,山東尚舜化工有限公司產(chǎn)品;高活性高比表面積氧化鋅R80P,美國洛克伍德公司產(chǎn)品;分散劑FS-200,武漢徑河化工有限公司產(chǎn)品;增塑劑40MSFL-55C,美國Flow Polymers公司產(chǎn)品;精制硫黃,山東臨沂湖濱化工有限公司產(chǎn)品;防焦劑CTP,山東陽谷華泰化工股份有限公司產(chǎn)品。
1.2 主要設(shè)備和儀器
X(S)M-1.5型智能密煉機,青島科高橡塑機械技術(shù)裝備有限公司產(chǎn)品;GK400N型和GK255N型密煉機,德國克虜伯公司產(chǎn)品;XLHQ600×600×X4/1400型平板硫化機,青島高策橡膠工程有限公司產(chǎn)品;Premier MDR型無轉(zhuǎn)子硫化儀、RPA2000橡膠加工分析儀(RPA)和MV2000型門尼粘度儀,美國阿爾法科技有限公司產(chǎn)品;AI-7000S型電子拉力試驗機,中國臺灣高鐵檢測儀器有限公司產(chǎn)品。
1.3 混煉工藝
(1)小配合試驗。膠料在X(S)M-1.5型智能密煉機中分兩段進行混煉,一段混煉轉(zhuǎn)子轉(zhuǎn)速為70 r·min-1,混煉工藝為:生膠→壓壓砣30 s→炭黑、白炭黑和部分小料→壓壓砣50 s→剩余小料→壓壓砣至135 ℃→提壓砣保持30 s→壓壓砣至155℃→排膠;二段混煉轉(zhuǎn)子轉(zhuǎn)速為30 r·min-1,混煉工藝為:一段混煉膠、硫黃、促進劑和防焦劑→壓壓砣50 s→提壓砣保持5 s→壓壓砣至105 ℃→排膠。
(2)大配合試驗。膠料一、二段混煉均在GK400N型密煉機中進行,一段混煉轉(zhuǎn)子轉(zhuǎn)速為50 r·min-1,混煉工藝為:塑煉膠、炭黑、白炭黑和部分小料→壓壓砣35 s→提壓砣并將轉(zhuǎn)子轉(zhuǎn)速調(diào)至35 r·min-1→壓壓砣至155 ℃→排膠;二段混煉轉(zhuǎn)子轉(zhuǎn)速為35 r·min-1,對一段混煉膠進行返煉,排膠溫度為140 ℃;三段混煉在GK255N型密煉機中進行,轉(zhuǎn)子轉(zhuǎn)速為20 r·min-1,混煉工藝為:二段混煉膠、硫黃、促進劑和防焦劑→反復(fù)提壓砣至105℃→排膠。
1.4 測試分析
1.4.1 硫化特性
硫化特性按照GB/T 16584—1996《橡膠 用無轉(zhuǎn)子硫化儀測定硫化特性》進行測試,硫化溫度為151 ℃。
1.4.2 物理性能
邵爾A型硬度和拉伸性能分別按照GB/T 531.1—2008《硫化橡膠或熱塑性橡膠 壓入硬度試驗方法 第1部分:邵氏硬度計法(邵爾硬度)》和GB/T 528—2009《硫化橡膠或熱塑性橡膠 拉伸應(yīng)力應(yīng)變性能的測定》進行測試,采用4 mm試樣,硫化條件為151 ℃×40 min。
1.4.3 DIN磨耗量
DIN磨耗量按照GB/T 9867—2008《硫化橡膠或熱塑性橡膠耐磨性能的測定(旋轉(zhuǎn)輥筒式磨耗機法)》進行測試。
1.4.4 RPA分析
RPA分析時,先將試驗條件設(shè)置為頻率 1.67 Hz,應(yīng)變 7%,溫度 151 ℃,達到條件后穩(wěn)定5 min;再將試樣放入模腔硫化60 min;后將溫度降至60 ℃,按照頻率 10 Hz,應(yīng)變 7%的條件進行測試分析。
2 結(jié)果與討論
2.1 NdBR/NR并用比的選擇
不同NdBR/NR并用比膠料配方見表1。
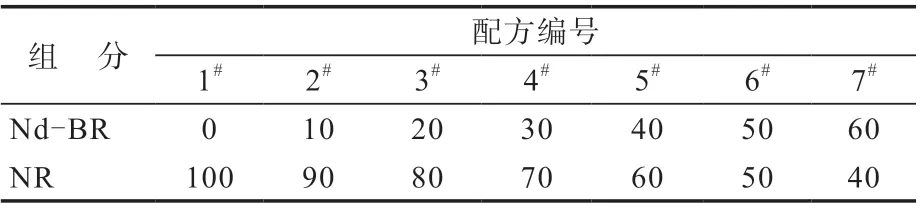
表1 不同NdBR/NR并用比膠料配方 份
不同NdBR/NR并用比硫化膠的物理性能如表2所示。
從表2可以看出:隨著NdBR用量增大,硫化膠的拉伸強度、撕裂強度和DIN磨耗量減小;根據(jù)期望值篩選,5#配方(即NdBR/NR并用比為40/60)符合優(yōu)化要求。

表2 不同NdBR/NR并用比硫化膠的物理性能
2.2 補強體系的選擇
不同補強體系膠料配方見表3。
不同補強體系硫化膠的物理性能如表4所示,其中tanδ為損耗因子。
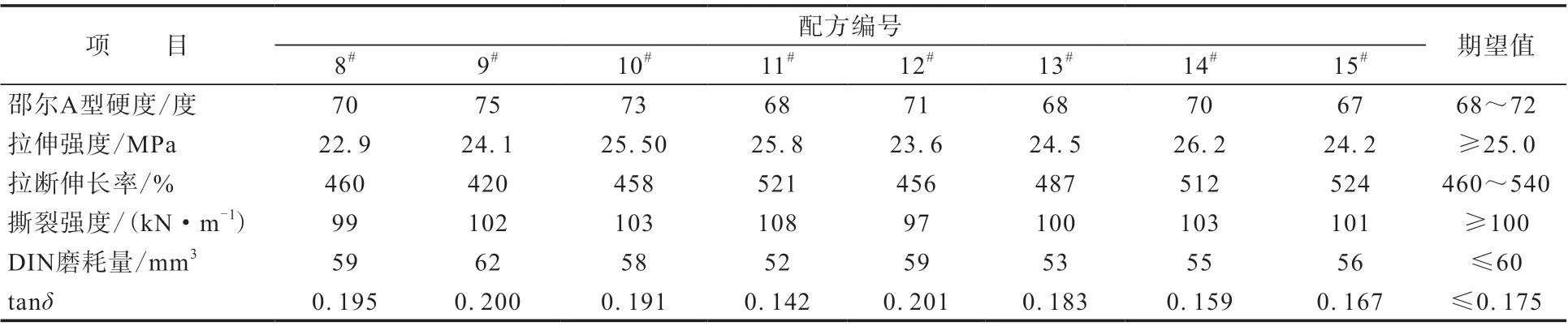
表4 不同補強體系硫化膠的物理性能
根據(jù)表3和4中的數(shù)據(jù),建立自變量與因變量之間的關(guān)聯(lián),按照最小二乘法進行預(yù)測值和試驗值擬合,P值均小于0.05[P值指在一個概率模型中,統(tǒng)計摘要(如兩組樣本均值差)與實際觀測數(shù)據(jù)相同,或甚至更大這一事件發(fā)生的概率,P≤0.05可以定為擬合程度優(yōu)],結(jié)果如圖1—6所示。
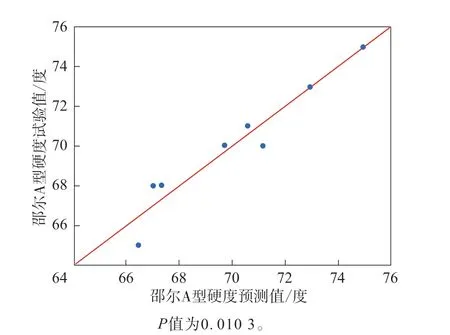
圖1 邵爾A型硬度擬合曲線
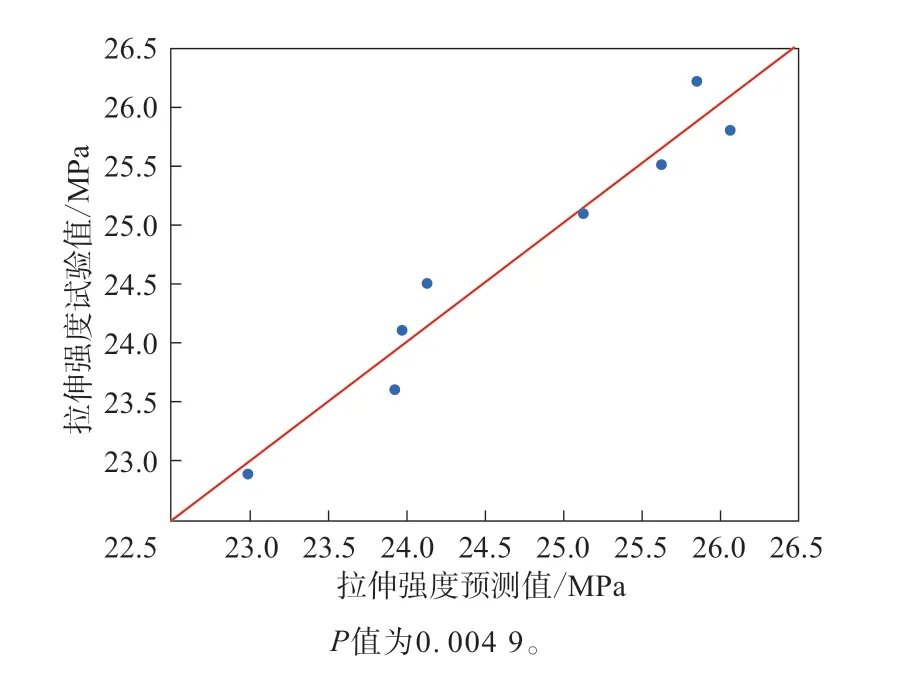
圖2 拉伸強度擬合曲線
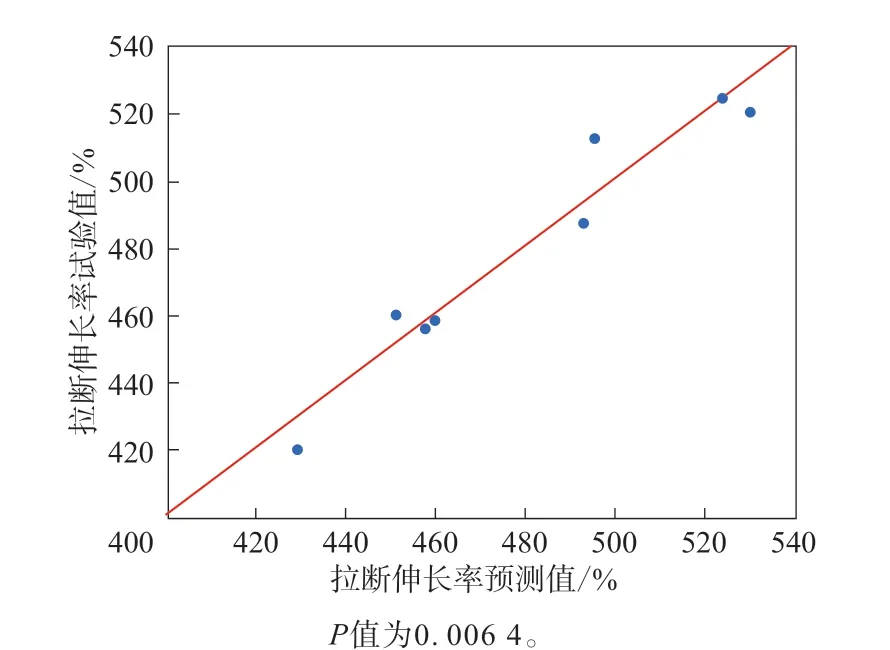
圖3 拉斷伸長率擬合曲線
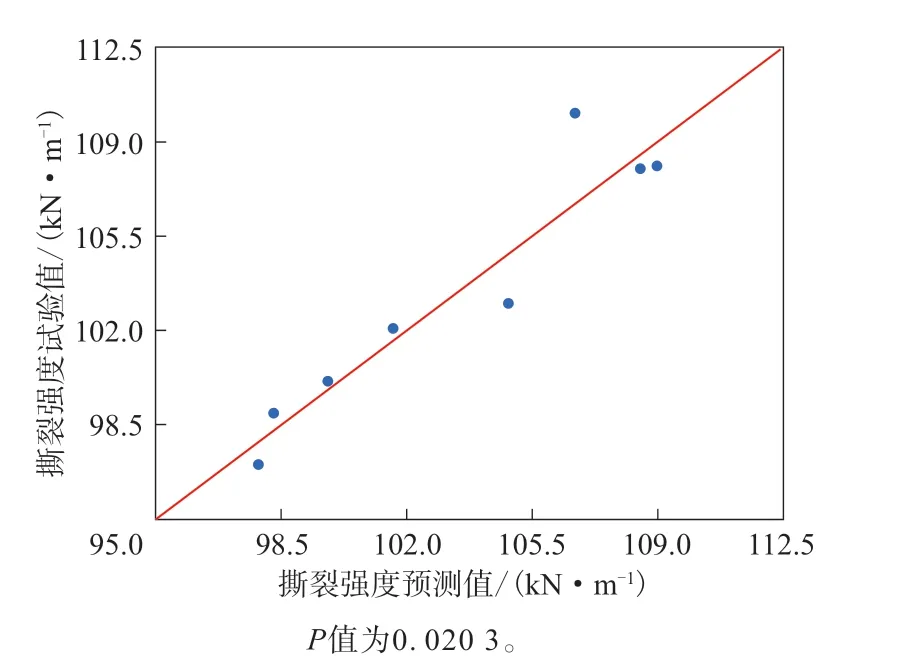
圖4 撕裂強度擬合曲線
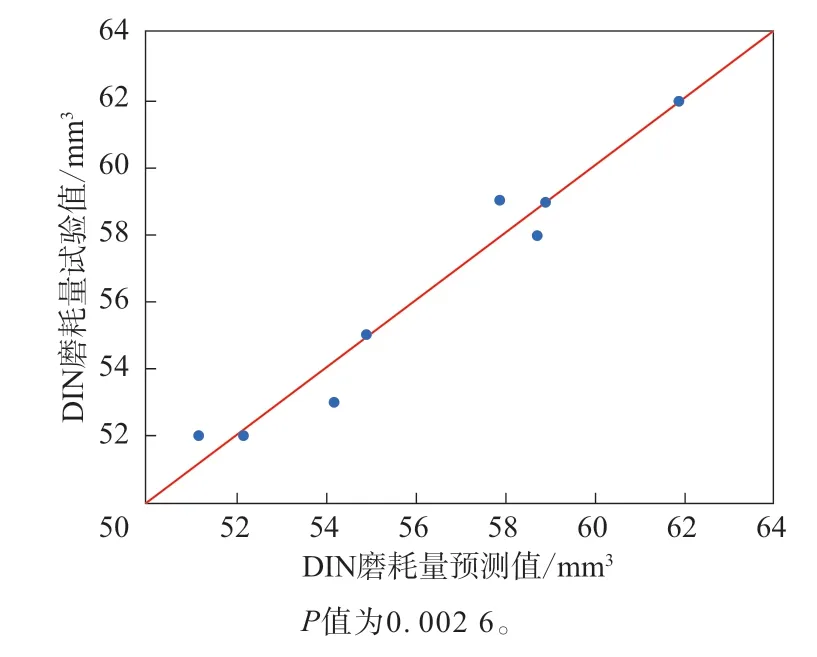
圖5 DIN磨耗量擬合曲線
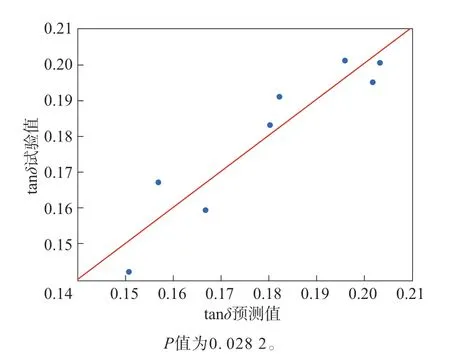
圖6 tan δ擬合曲線

表3 不同補強體系膠料配方 份
根據(jù)試驗值與預(yù)測值的擬合曲線繪制自變量(白炭黑175MP和炭黑N234用量)與因變量(膠料性能)等高線(見圖7),線條陰影部分為白炭黑175MP和炭黑N234用量的期望值范圍,其中白炭黑175MP用量為10.6~15份,炭黑N234用量為42~49.3份,偶聯(lián)劑HP-699用量為白炭黑用量的20%。
圖7中標記的期望值區(qū)間4個方向白炭黑175MP和炭黑N234的極值用量及通過等高線預(yù)測的物理性能如表5所示。
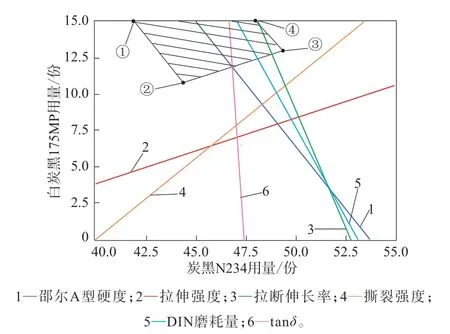
圖7 白炭黑175MP和炭黑N234用量與膠料性能的等高線
從表5可以看出,①和④標記點白炭黑用量均為15份,且硫化膠綜合性能較優(yōu),故選取①和④標記點作為路試膠料配方進行對比分析。

表5 4個標記點對應(yīng)白炭黑175MP和炭黑N234的用量及等高線預(yù)測的物理性能
2.3 路試分析
路試膠料配方如表6所示。
根據(jù)表6配方進行大配合試驗,得到胎面膠的物理性能,如表7所示。
由表7可知,胎面膠的拉斷伸長率比預(yù)測值小,撕裂強度和DIN磨耗量比預(yù)測值大。
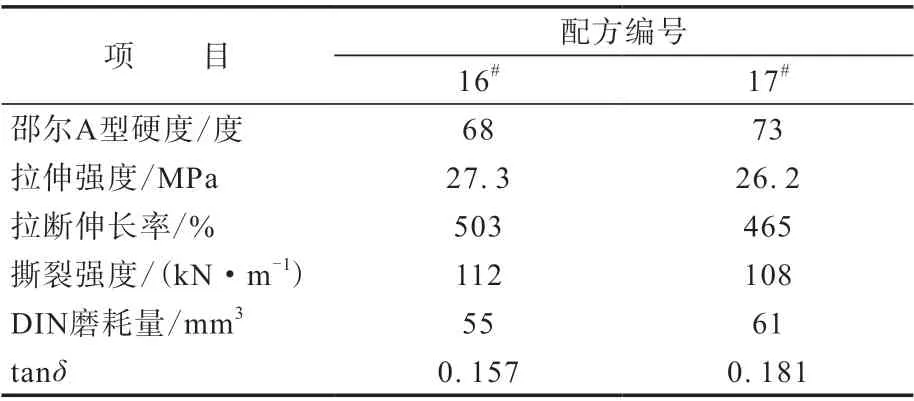
表7 路試胎面膠的物理性能
采用表6配方胎面膠試制12R22.5輪胎(花紋深度為18 mm,如圖8所示),并進行道路試驗,試驗條件為:車型 1F+2D+3T拖掛車(如圖9所示),單程運距 200 km,車貨總質(zhì)量 ≤49 t、行駛路況 70%高速+30%國道。16#配方輪胎安裝于左側(cè)輪位(即圖9中輪位3,4,7,8,11,12,15,16,19和20),17#配方輪胎安裝于右側(cè)輪位(即圖9中輪位5,6,9,10,13,14,17,18,21和22)。

圖9 路試車型示意
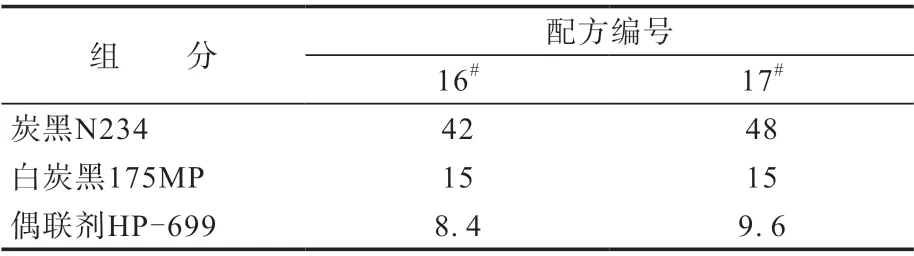
表6 路試膠料配方 份
車輛行駛超過15萬km后對輪胎磨損情況進行評價,結(jié)果如表8和圖10所示。
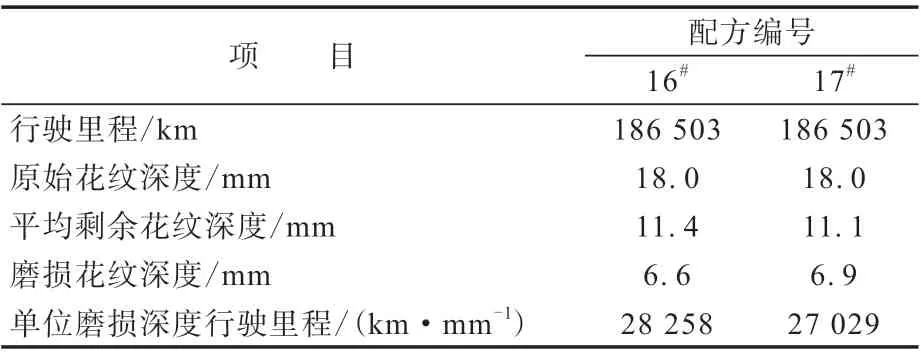
表8 路試結(jié)果
由表8可知,16#配方輪胎單位磨損深度行駛里程較17#配方輪胎大4.5%,由于花紋測量按平均值計算,故磨耗里程數(shù)相差5%以內(nèi)可視為水平相當。從圖10可以看出,17#配方輪胎胎面有啃傷、掉塊現(xiàn)象。
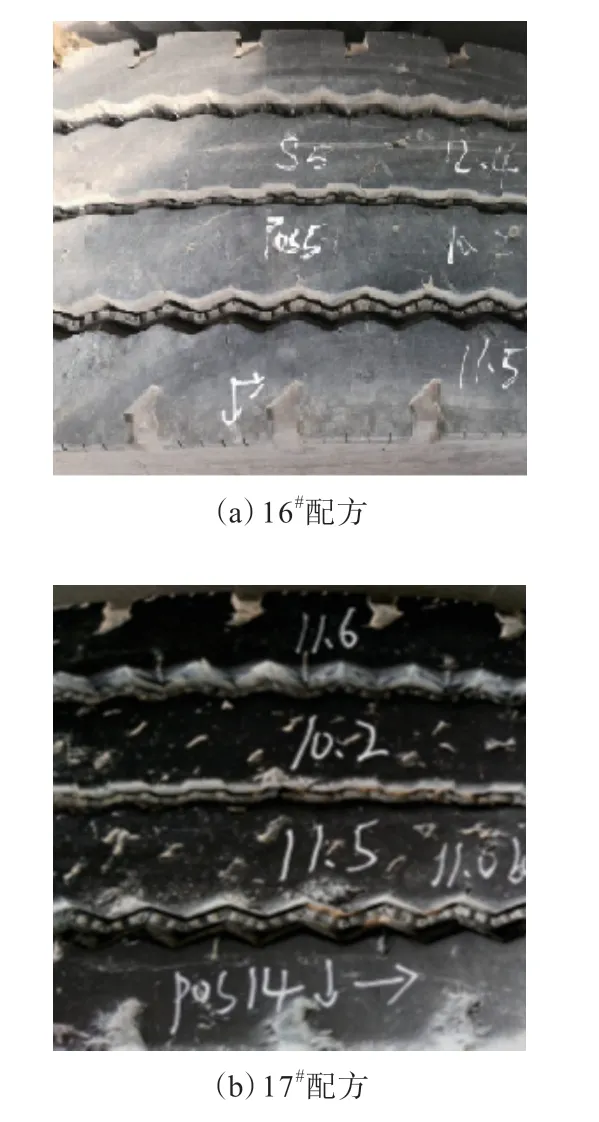
圖10 路試輪胎胎面磨損情況
3 結(jié)論
NdBR在全鋼載重子午線輪胎胎面膠中應(yīng)用時,通過配方優(yōu)化,即NdBR用量不超過40份,同時添加適量白炭黑,輪胎具有較大的磨耗里程和較好的路況適應(yīng)性;當NdBR用量為40份時,配合炭黑用量為42~49份、白炭黑用量為10~15份,隨著炭黑或白炭黑用量的增大,膠料的硬度增大,當硬度大于68度時,輪胎的路況適應(yīng)性下降,且胎面存在啃傷、掉塊的風險。
