大長徑比刀桿減振專利分析
2020-08-04 20:28:41王蒨
河南科技 2020年9期
關鍵詞:振動
王蒨

摘要:在金屬切削加工領域,刀桿長徑比較大時容易導致刀桿剛度不足,使得刀桿產生變形和顫振,影響加工精度,對此,本文以大長徑比刀桿減振技術的專利申請作為分析對象,對中國和世界范圍內的大長徑比刀桿減振專利技術進行分析。
關鍵詞:長徑比;刀桿;振動
中圖分類號:TG71 文獻標識碼:A 文章編號:1003-5168(2020)09-0111-04
刀具的振動是影響工件加工精度的重要因素,為了抑制刀具在切削加工過程中發生顫振,從二十世紀七十年代開始,國外已經對刀具的減振技術有了初步的研究。隨后,越來越多的企業、科研院所開始研究刀具振動對工件加工精度造成的影響,并從不同角度對刀桿的減振技術進行了研究,比如美國肯納、瑞典山特維克、瑞典山高、日本東芝。大長徑比刀桿的使用主要集中在鏜、銑、鉆、鉸等切削加工方式中,根據現有的研究結論,在刀具的長徑比大于4時,刀具的剛度已達不到加工要求,在切削加工過程中容易發生顫振。刀桿的長徑比越大,刀桿在機械加工中產生的變形量越大[1]。因此,選擇何種減振措施來減小刀桿在切削加工過程中產生的顫振,成為了刀具切削加工領域中的重要研究方向。
1 數據總體情況
本文以CNABS、DWPI作為檢索數據庫,檢索時間截止2020年2月,經過檢索式檢索與簡單人工篩選去噪,通過人工標引,統計得出相關的專利申請總量約為1413項,這些專利申請涉及到480多位申請人,主要分布在世界上的29個國家和地區。
2 對數據進行統計和分析
2.1 申請量年度分布
圖1統計了以鏜、銑、鉆、鉸為主的切削加工方式中大長徑比刀桿減振技術在全球和國內的申請量年度分布情況,從圖1中反映出,在全球范圍內,該類專利申請量總體呈上升趨勢。從二十世紀七十年代開始,已逐步出現該類專利的申請,但申請量較少,數量有小幅波動,總體趨于定值。隨著工業的發展,從九十年代初期開始,德國、日本、美國逐步開始對刀桿減振技術進行研究,大長徑比刀桿減振技術的專利申請量開始呈現逐年漸增的形勢,刀桿減振的研究方向逐漸變得多元化。隨著經濟全球化,中國的企業與科研院所開始參與該領域的研究并申請了專利,從2005年開始中國的申請量有了較穩定的增加,并從2010年開始出現大量的該領域的專利申請。需要說明的是,由于2019年后的專利申請有部分尚未公開,使得圖1中的數據呈現出明顯的下降趨勢,但這并不能說明該類專利申請量在減少。
2.2 區域分布
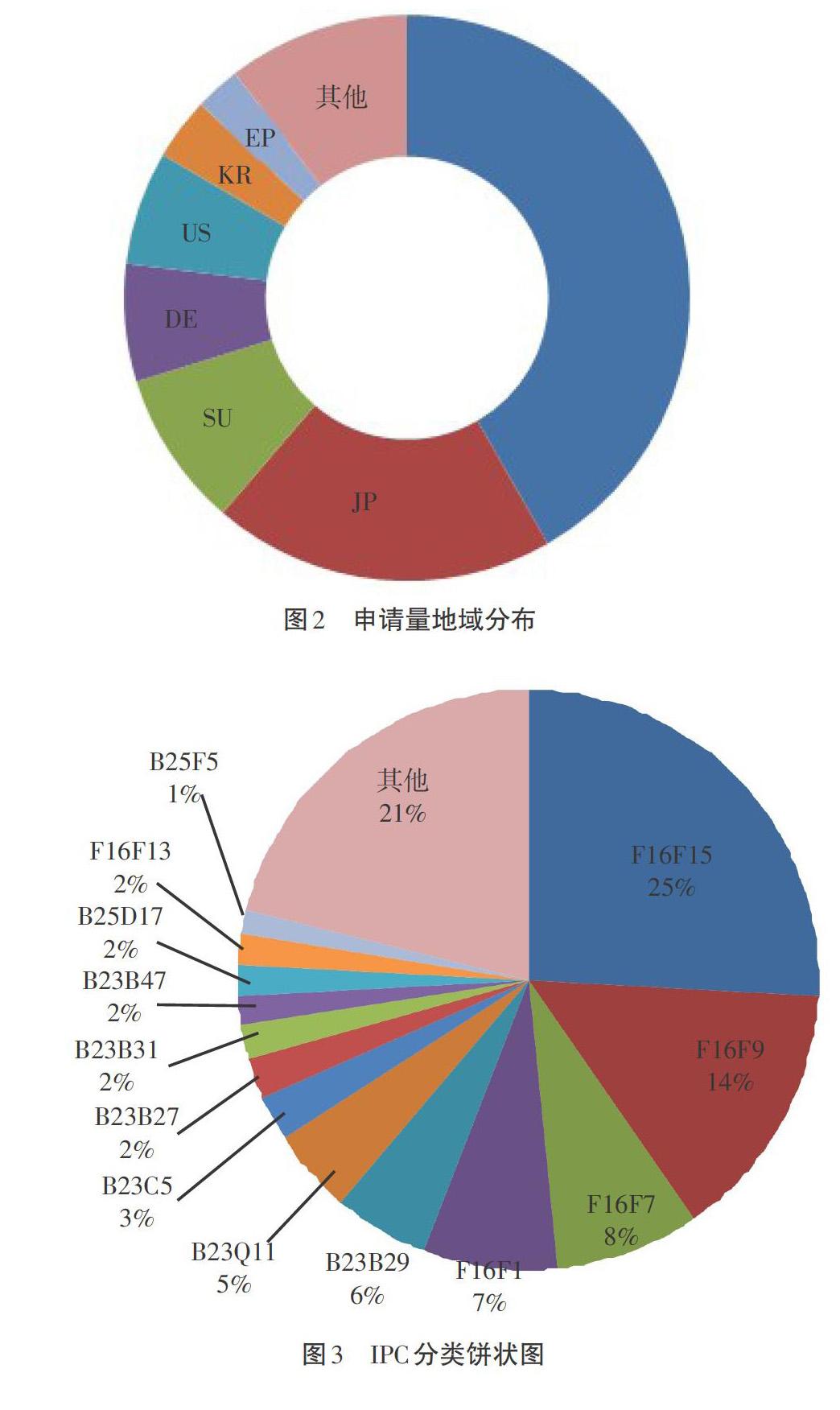
從圖2來看,刀桿減振技術的專利申請量主要分布在中國、日本、蘇聯、德國、美國和韓國,蘇聯在刀桿減振技術的發展早期申請了不少專利,日本、德國和美國是刀桿減振技術的主要貢獻力量。隨著中國制造業的發展,較高的加工精度逐漸成為切削加工領域的普遍追求,使得刀桿減振技術的研究得到進一步的發展。
2.3 重點專利技術領域
為了了解大長徑比刀桿減振技術的分布情況,本文采用IPC作為分類標準進行分析,對檢索到的1413項全球專利申請的分類情況進行了摸底,得到關于該技術的IPC分類餅狀圖,見圖3。從圖中可知,大長徑比刀桿減振技術的專利申請56%集中在IPC小類F16F中,剩下的主要集中在B23B、B23Q、B23C中;其中,分類號為F16F15/02、B23B29/02、B23Q11/00、F16F15/02、F16F15/08的專利申請數量最多。可見,大長徑比刀桿減振技術主要分布在F16F小類中關于振動的抑制領域、B23B小類中鉆、鏜領域、B23Q小類中保持刀具良好的工作狀態以及B23C小類中的銑刀領域。
2.4 專利技術分支和特點
通過對檢索到的專利分析發現,刀具的減振方式主要包括被動減振、主動減振與半主動減振。被動減振方法主要有:
(1)采用新型材料制作刀桿來提高刀桿的剛度,比如采用彈性模量高的材料制造刀具本體(JP特開平11-19838A);或者改進刀桿的結構來提高刀桿的剛度,比如在刀具本體外沿軸線焊接硬度高的部件來提高刀具的剛度(JP特開平9-94706A)。
(2)通過耗能吸振的方式來減振,常見的耗能吸振方法有在刀桿內填充阻尼顆粒(如CN102275086A),或者采用阻尼套摩擦減振(如JP特開平6-31505A)。
(3)在刀桿上附加動力減振器,動力減振器分為內裝式動力減振器與外裝式動力減振器。內裝式動力減振器安裝在刀桿空腔內,雖然抑制了刀桿的振動,但是降低了刀桿的整體剛度;另外,內裝式動力減振器的尺寸受到空腔尺寸的限制。
雖然被動減振在使用上比較簡單方便,但由于減振器固有頻率一般不可調,因此被動減振只適用于擾頻基本固定的情況,如果擾頻在較大范圍內變動,則效果不佳[2]。
主動減振系統的工作原理主要是基于反饋信號對減振器的固有頻率進行連續的調節,以避開振動頻率區間,但是主動減振存在能耗高、成本高的問題[3]。半主動減振主要是通過改變減振設備的動態特性參數來改善系統的響應,比如利用磁流變液原理來改變刀桿的固有頻率。在選擇刀桿的減振方式時,應綜合考慮成本、使用環境、工件的加工精度要求等因素,選擇最優的減振方式。
2.5 刀桿減振技術的專利申請分析
刀桿減振技術從早期的改變刀桿的材料、結構,到后期的主動減振、半主動減振,減振方式呈現多元化發展,下面對幾種具有代表性的刀桿減振技術的專利申請進行介紹。
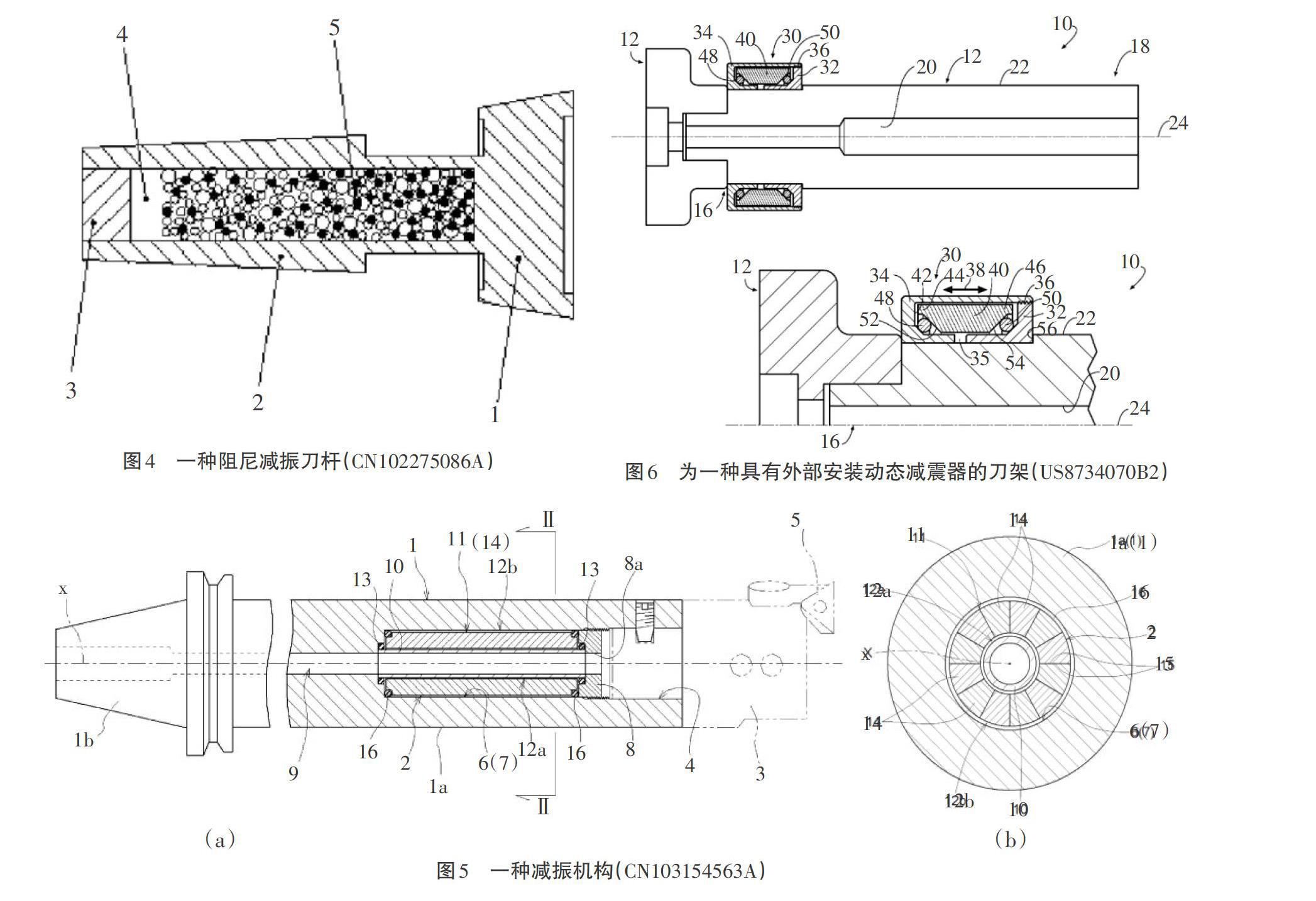
圖4為一種阻尼減振刀桿(CN102275086A),結合附圖4可知,該阻尼減振刀桿包括刀柄2,刀柄2的內腔填充有阻尼顆粒5,在刀具進行切削加工時,刀柄腔體內的顆粒隨之運動,顆粒與顆粒之間以及顆粒與腔體內壁之間發生碰撞與摩擦,通過碰撞和摩擦消耗能量,實現刀桿的減振。
圖5為一種減振機構(CN103154563A),結合附圖5可知,在工具保持架1的內部設置有中空部6,減振用的配重11等間隔地分割成橫向剖面形狀為扇形的多個配重構件14,這些配重構件14呈圓筒狀地設置于中空部6中,在刀具對工件進行切削加工時,中空部6中相鄰的配重構件14彼此相對滑動,將切削加工中產生的振動轉化為摩擦與碰撞,從而實現刀具的減振。
圖6為一種具有外部安裝動態減震器的刀架(US8734070B2),結合附圖6可知,動力消振器30以一種環形圈的形式被安裝在刀架10的外部表面上,動力消振器30包括剛性支撐構件32、覆蓋構件34和消振塊40,消振塊40置于由剛性支撐構件32和覆蓋構件34所形成的空腔內。該動力消振器30可以應用于不同的刀架類型,將動力消振器安裝在刀架的外表面上,而不是將消振塊安裝在刀柄的內腔中,能夠抑制刀架的振動,而不會減小刀架的整體剛度。理想情況下,該動力消振器被安裝在刀架的振動幅值最大之處。
圖7為一種用于銑削材料的裝置(US8956092B2),該發明不是通過阻尼器質量體來衰減銑削過程中引起的振動或調節這種衰減,而是通過軸向調整和軸向鎖定質量元件來調節裝置的自然頻率。結合附圖7可知,在銑刀主體602的軸向孔616中設置了質量元件618,調整構件包括加壓單元622,加壓單元622用于對軸向孔616內第一端部604和質量元件618之間的空間623加壓,以驅動質量元件618朝向第二端部606移動,從而調整質量元件618相對于銑刀主體的軸向位置,并將質量元件618鎖定在調整位置中,以調整裝置的自然頻率,使銑削操作的自然頻率最優,從而避免振動問題。
圖8為,結合附圖8可知,該自抑振智能鏜桿系統包括鏜桿、傳感裝置、信號處理元件、控制器和磁流變抑振單元,傳感裝置設置在鏜桿的加工端,用于檢測鏜桿加工端的振動情況,并將振動信號經過放大處理后反饋給控制器,控制器作出相應地控制,并發送控制信號至磁流變抑振單元,磁流變抑振單元接收到控制信號后,磁流變液發生磁流變效應使其本身特性發生改變,從而改變鏜桿的動態特性,使鏜桿的固有頻率能及時避開振動頻率區,以此來抑制鏜桿的振動。
3 結語
目前,大長徑比刀桿的減振技術正朝著智能化、多元化的方向發展,從最初的改變刀桿的材料、結構來提高刀桿的剛度,到如今將反饋控制、磁流變效應應用到刀桿的減振技術中,刀桿減振技術得到了較好地發展,長遠來看,大長徑比刀桿減振技術仍具有廣闊的發展前景。
參考文獻:
[1]吳濤.大長徑比減振鏜桿的研究[D].合肥:安徽大學,2015.
[2]楊偉哲.磁流變彈性體研究及其在減振鏜刀中的應用[D].太原:中北大學,2019.
[3]曹合榮.內置雙不等減振器減振鏜桿的研究[D].哈爾濱:哈爾濱理工大學,2016.
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00
