提高醋酸裝置經濟運行的有效途徑
2020-08-05 09:52:02汝海峰鄭朝宇劉全偉
天津化工 2020年4期
關鍵詞:經濟效益
汝海峰,鄭朝宇,劉全偉
(天津渤化永利化工股份有限公司,天津300452)
1 醋酸裝置簡介
目前大部分醋酸裝置采用的是甲醇低壓液相羰基合成醋酸工藝。原料CO 和甲醇由上游提供,醋酸裝置由高壓一氧化碳工序、合成工序、精餾工序、吸收工序、催化劑工序、中間貯罐區、密封液系統、火炬系統和丙酸回收工序九個工序組成,其中重要工序有合成、精餾和吸收三大工序,合成工序用來合成粗醋酸,在一定壓力及一定溫度條件下,來自中間罐區的甲醇與一氧化碳進入反應釜并在催化劑銠及助催化劑碘甲烷、碘化氫的作用下生成醋酸。精餾工序利用粗醋酸中各組分間的沸點差,采用精餾方法將該混合物加以分離,最終得到合格醋酸成品。在吸收工序中,所用的吸收劑為甲醇,利用各組分在吸收劑中的溶解度的差別和低溫冷凝的原理,采用高壓吸收和低溫吸收工藝過程,將來自合成工序的高壓尾氣和來自精餾工序的低壓尾氣中的有機組分加以回收,使之返回合成工序循環使用。
2 醋酸裝置目前運行狀況
在醋酸裝置穩定運行的前提下,對如何提高裝置的經濟運行,降低醋酸產品的成本,使得在激烈的市場競爭中脫穎而出,已成為現在醋酸生產的重中之重。
1)隨著生產負荷的提高,醋酸裝置產生的副產蒸汽在滿足自身需要的情況下,還有大部分就地排放,造成了能源浪費。
2)通過對裝置運行數據的分析以及對裝置本身的進一步認識與理解,發現其具備進一步挖潛的能力,進一步優化指標,加強管理,可以實現降低生產成本的目的。
3 提高裝置經濟運行的對策
3.1 回收醋酸裝置的副產蒸汽
3.1.1 目前狀況
合成醋酸的反應為放熱反應,生成的部分反應熱通過外循環換熱器(E072201)移走,從而產生了副產蒸汽,根據數據統計,在裝置滿負荷下,約有5t/h、0.6MPa 的副產汽產生(其產生量隨負荷的增加而增大),主要去路:一是并入裝置區內的0.25MPa 蒸汽管網,主要用在設備及管線的伴熱(1t/h 左右);二是剩余的蒸汽全部就地排放(4t/h左右)。尤其是在夏季生產時,設備及管線不需要伴熱,則產生的副產汽全部就地排放。這樣不僅造成能源的浪費,而且增加現場噪音、環境的污染,影響職工的身心健康。
3.1.2 解決措施
針對上述現狀,曾考慮引進一臺蒸汽壓縮機,將產生的副產蒸汽壓力由0.6MPa 提高到1.6MPa,用于裝置使用,因為醋酸裝置的精餾工序再沸器使用的蒸汽為1.6MPa,從而減少了1.6MPa蒸汽的使用量,降低了蒸汽消耗,達到了蒸汽的循環利用,但由于電機功率大,裝置配電站供電能力有待考察,壓縮機價格高等因素,造成整體投資比較高,故此方案沒有實施。
裝置內部無法消化這些副產蒸汽,通過對裝置外部的研究,查閱相關資料了解到,火炬用于消煙和伴熱的蒸汽為0.6MPa,我裝置產生的副產蒸汽完全可以供給火炬使用。通過新接一條外循環換熱器(E072201)副產蒸汽至火炬消煙蒸汽的管線,將副產蒸汽并入火炬蒸汽管網,此方案簡單可行,解決了副產蒸汽外排的問題,具體工藝流程見圖1。
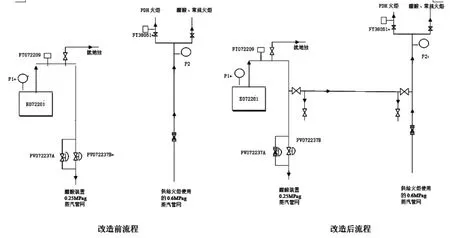
圖1
3.1.3 關鍵技術點
通過新加的流程,將副產蒸汽有效回收利用,解決了能源浪費、現場噪音、環境污染的問題。
在流程投用后,如何保證兩個裝置穩定運行,成為該項方案的關鍵技術點,因為醋酸裝置正常生產情況下,反應釜的溫度通過副產蒸汽量進行調節,副產蒸汽波動則會影響反應溫度,進而影響整個裝置的穩定性。為此,通過加強操作,優化調整,摸索可行的操作模式,以保證裝置運行穩定,達到蒸汽回收的目標。
3.1.4 預計經濟效益
按負荷100%計算:①夏季:就地外排量≈5t/h,②冬季:就地外排量≈4t/h,按年生產8000h 計算,夏季可產生經濟效益:5×4000×124=248 萬元,冬季可產生經濟效益:4×4000×124=198.4 萬元,故1a 可產生經濟效益=248+198.4=446.4 萬元。(副產蒸汽 124 元/t)。
3.2 降低助催化劑氫碘酸的消耗
3.2.1 目前狀況
醋酸裝置氫碘酸的單耗在90g/t 左右,目前氫碘酸的市場售價約為20 萬元/t,進一步節約氫碘酸的使用量,可以降低醋酸的生產成本,通過對裝置的進一步理解與認識,發現裝置具備進一步挖潛的能力。
3.2.2 解決措施
優化操作,提高脫氫塔釜含水量,減少氫碘酸流向后系統,在脫水塔中部補加一定量的甲醇溶液,與氫碘酸反應生成碘甲烷,通過相關流程返回至合成系統。
在保證系統各項指標正常、生產穩定運行的前提下,降低閃蒸比,提高低壓系統的壓力,進一步降低高壓尾氣放空量,以減少氫碘酸從氣相中的消耗,同時加強現場人員對跑冒滴漏的檢查,特別是對出現跑冒滴漏的部位要及時處理,已經漏液的位置,及時將液體回收專用桶中,并倒至集液罐中,返回系統中繼續使用。
3.2.3 技術關鍵點
氫碘酸在合成醋酸的反應中作為助催化劑是種很重要的組分,直接影響反應的好差,關系到整個反應圈是否能夠順利進行,故在降低其消耗過程中,一定要注意并及時調整反應液的組分,在降低氫碘酸消耗的同時又不影響生產。
3.2.4 預計經濟效益
按年產20 萬t 醋酸計算,氫碘酸的單耗由90g/t 降到60g/t,則 1a 可創造的經濟效益為:(90-60)/1000000×20×200000=120 萬元。
4 今后醋酸經濟運行中需注意的問題
通過采取以上兩個措施,使得醋酸裝置的運行成本明顯下降,但在運行過程中及今后生產中還有許多地方需要完善與提高。
1)外循環換熱器產生的副產汽至火炬蒸汽管道的流程控制為現場操作,需增加相關儀表配件,以提高裝置的自動化程度,減少系統的波動。
2) 繼續做好經濟運行項目運行過程中的統計、分析工作,根據數據結果及時對生產進行調整,保證生產高質高效運行。
3)繼續挖掘裝置潛力,以實現進步降低生產成本。
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:38:48
建材發展導向(2021年6期)2021-06-09 05:57:54
建材發展導向(2021年6期)2021-06-09 05:56:52
現代經濟信息(2020年34期)2020-06-08 06:02:20
經濟技術協作信息(2018年8期)2019-01-14 03:06:18
現代營銷(創富信息版)(2018年10期)2018-10-12 03:01:30
消費導刊(2018年8期)2018-05-25 13:19:54
現代園藝(2017年19期)2018-01-19 02:50:29
現代工業經濟和信息化(2016年12期)2016-05-17 05:37:44
中國市場(2016年12期)2016-05-17 05:10:05