埋弧焊鋼管生產(chǎn)中鋼板銑邊坡口參數(shù)分析
2020-08-18 10:09:58曾德勝
焊管 2020年7期
曾德勝
(中石化石油機械股份有限公司 沙市鋼管分公司, 湖北 荊州434001)
埋弧焊鋼管的焊縫質(zhì)量受內(nèi)外焊坡口形狀的影響較大, 準(zhǔn)確理解銑邊坡口和焊接坡口的關(guān)系, 對焊接形貌控制有重要的影響。 焊接坡口主要來源于銑邊坡口, 因此通過對直縫和螺旋埋弧焊鋼管生產(chǎn)過程中的銑邊坡口準(zhǔn)確測量, 以得到較為明確的坡口變化規(guī)律。
1 銑邊坡口基本定義
為了從理論上分析焊接坡口各尺寸之間的關(guān)系, 對理論和實際坡口的參數(shù)進行定義。 在工藝評定中, 理論埋弧焊管內(nèi)外焊坡口示意如圖1 所示,其中a1和a2為設(shè)定的坡口角度, P 為鈍邊尺寸。
從理論上說, 坡口是對稱的, 內(nèi)焊的總開口角度x1=2a1, 外焊的總開口角度x2=2a2。 但在實際生產(chǎn)中, 上述參數(shù)并不容易測量得到, 故建立可測量的內(nèi)外焊坡口示意, 如圖2 所示。
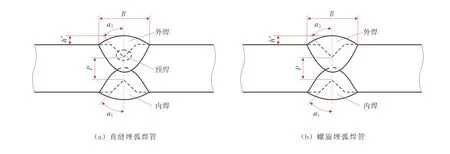
圖1 理論上的埋弧焊管內(nèi)外焊坡口示意圖
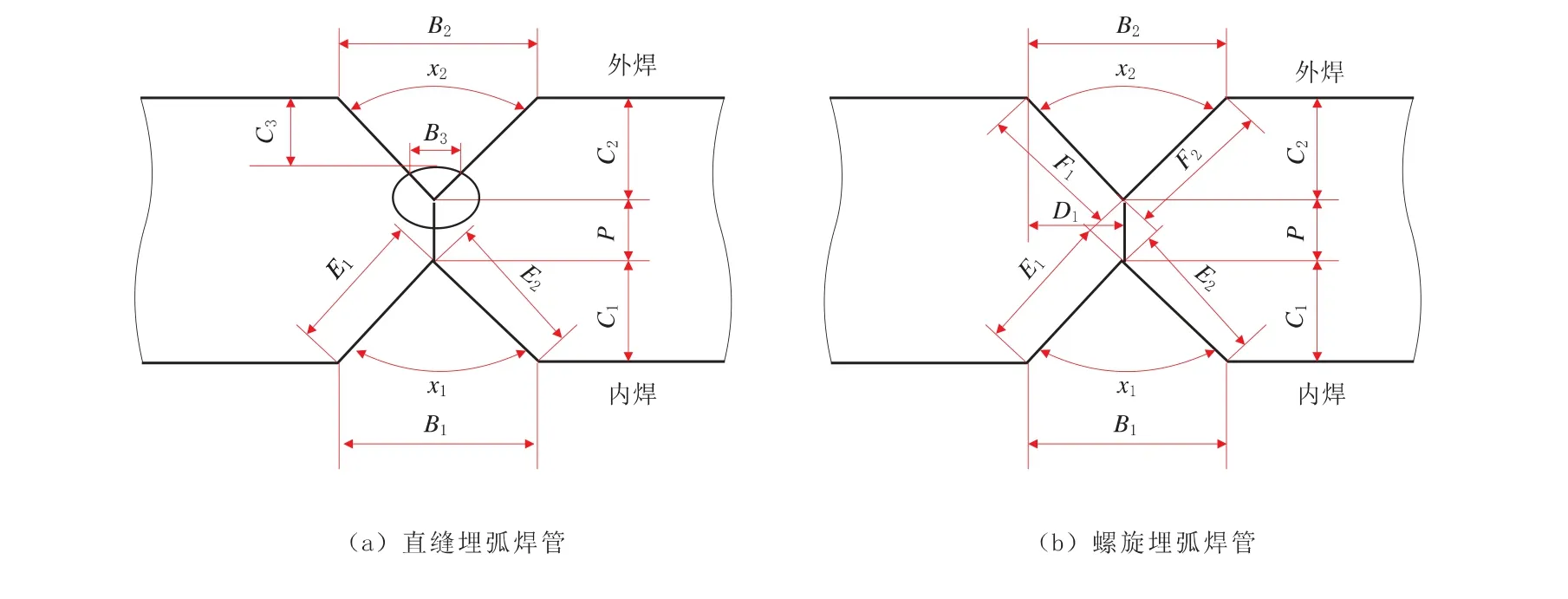
圖2 測量用內(nèi)外焊坡口示意圖
圖2 中, B1和B2分別表示內(nèi)焊、 外焊的坡口寬度; B3為預(yù)焊的寬度; C1和C2分別表示內(nèi)焊、 外焊的坡口高度; C3為直縫預(yù)焊后的外焊高度; D1表示坡口根部距左側(cè)表面母材距離,用來觀察坡口是否對稱, 以根據(jù)實際偏差微調(diào)銑邊; E1和E2分別表示內(nèi)焊坡口左右斜邊長; F1和F2分別表示外焊全坡口斜邊長; P 表示鈍邊;x1和x2分別表示內(nèi)焊、 外焊合縫后的坡口角度。
實際生產(chǎn)時, 關(guān)注的是坡口的寬度和深度,以及坡口角度從銑邊到焊接時的變化情況。 通過測量斜邊長F 和寬度B, 可計算得到坡口角度, 即

同時, 對比角度變化, 來計算坡口面積。 通過測量C2和C3可得到預(yù)焊高度C預(yù)=C2-C3, 以便計算熔深和外焊面積。
2 直縫埋弧焊管的坡口測量和分析
2.1 銑邊坡口參數(shù)
采用德國SMS MEER 公司生產(chǎn)的BKB600-4500 型銑邊機進行焊管焊接坡口加工, 銑刀盤直徑為650 mm, 該設(shè)備采用PROFIBUS-DP 控制系統(tǒng)[1]。 下面以Φ1 016 mm×21 mm L485M直縫焊管為例來描述鋼板銑邊坡口尺寸和質(zhì)量。
原料寬度為3 098~3 108 mm, 銑邊后的寬度為3 095 mm, 銑削量最大13 mm。 刀盤轉(zhuǎn)速與帶鋼的鋼級和厚度、 銑削深度、 鐵屑厚度及遞送速度有關(guān)[2-3]。 銑邊理論分析示意如圖3 所示。 圖3 中B0為原始板寬, B1為工作寬度, v1為進板速度, v2為刀座旋轉(zhuǎn)速度, D 為刀盤直徑。 銑邊采用順銑法[4], 刀盤直徑D=650 mm,上、 下坡口和鈍邊刀均按順序裝在一個刀盤上,每種16 個刀片, 一次銑出坡口。 如果板寬超過銑削范圍, 則分為多次進板銑削。
圖3 (b) 中, 當(dāng)前一個銑刀在B 點時, 后一個銑刀在A 點, 在一個工作周期內(nèi), 鋼板向前移動的距離就是CD 段的距離Δx。 具體設(shè)定參數(shù)為: B0=3 100 mm, B1=3 095 mm, 則

v1=3.0 m/min, v2=120 rpm, 刀 片 數(shù)z=16,計算得到θ1=7.11°, 則
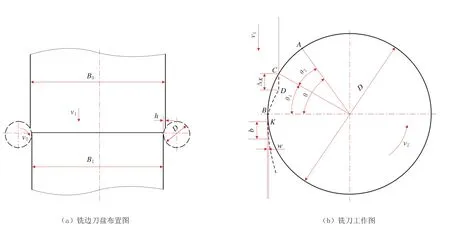
圖3 銑邊理論分析示意圖
則每刀波紋間距b=Δx=1.56 mm, 刀盤轉(zhuǎn)1 圈的波紋間距B=bz≈25.0 mm, 繪圖測量每刀波紋深度w≈0.003 mm。
常見的銑邊坡口缺陷包括銑邊不穩(wěn)定、 脫銑、 加工精度差等[5]。 雖然銑刀本身的波紋很小,但安裝位置不佳可使每圈波紋深度w 達到0.3 mm以上 (此時波紋間距B 約為25 mm)。 鈍邊波動, 對預(yù)焊和內(nèi)外焊有一定影響, 需要檢查銑刀和刀座安裝到位, 安裝后測量銑刀的徑向跳動,一般控制在0.06 mm 以內(nèi)[2]。
銑邊工藝要求設(shè)定的上坡口α=45°, 下坡口γ=37° (如圖4 所示)。 其中, 上坡口對應(yīng)內(nèi)焊,下坡口對應(yīng)外焊。 一般鈍邊角β=2°, 刀座角度θ=1°±1°, 則對應(yīng)銑邊后的鋼板角度e=α-β+θ, f=β+γ-θ (如圖5 所示)。 同時, 對上坡口斜邊長度m、 下坡口斜邊長度n、 下坡口高度C1[6]以及鈍邊高度h 進行測量以檢驗上述數(shù)據(jù)。 Φ1 016 mm×21 mm 規(guī)格鋼管的鋼板銑邊坡口參數(shù)測量結(jié)果見表1。 按理論計算e=45°-2°+1°=44°, f=37°+2°-1°=38°, 計算結(jié)果與測量結(jié)果在誤差范圍內(nèi)(±2°)。
鈍邊h 的波動對焊接熔深和燒穿缺陷都有影響, 應(yīng)控制在±0.5 mm 內(nèi), 實際工藝設(shè)定為±1.5 mm 導(dǎo)致控制坡口能力不足。 下坡口高度C1值存在一些差異, 用m 和n 反映并不直觀, 在生產(chǎn)中需要控制在1 mm 內(nèi)。
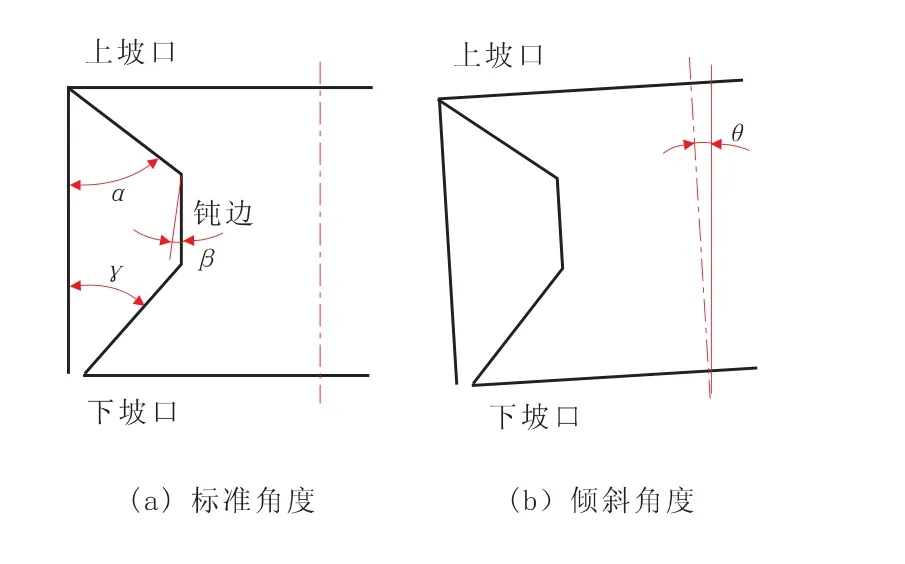
圖4 銑邊刀座角度示意圖
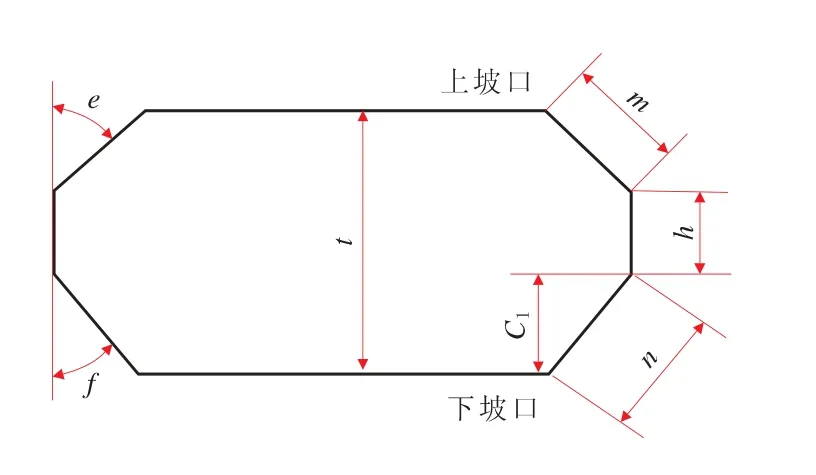
圖5 銑邊坡口測量示意圖

表1 Φ1 016 mm×21 mm 規(guī)格鋼管的鋼板銑邊坡口參數(shù)測量結(jié)果
2.2 內(nèi)外焊坡口及影響因素
當(dāng)鋼管合縫良好時, 直縫焊管內(nèi)外焊坡口角度可按下面的公式計算, 即

由公式(6) 和公式(7) 得出x1=88°、 x2=76°。直縫埋弧焊管內(nèi)外焊坡口參數(shù)測量結(jié)果見表2。 由表2 可看出, 理論計算和實際結(jié)果存在一定的差值, 可能是鋼板和銑邊存在一定的誤差, 也可能在成型時存在一定的壓延量, 從而減小了坡口角度。 預(yù)彎、 成型到預(yù)焊崗位的工藝控制可能產(chǎn)生正負噘嘴及合縫不嚴的情況, 會對內(nèi)外焊坡口產(chǎn)生系統(tǒng)性影響。 在鋼管實際生產(chǎn)過程中應(yīng)使坡口合縫良好, 保證焊接工藝的穩(wěn)定。 當(dāng)鋼板邊緣存在局部翹曲, 使得外坡口變大時, 需要密切注意檢查外坡口尺寸變化, 及時調(diào)整焊接規(guī)范, 避免焊接缺陷的產(chǎn)生。
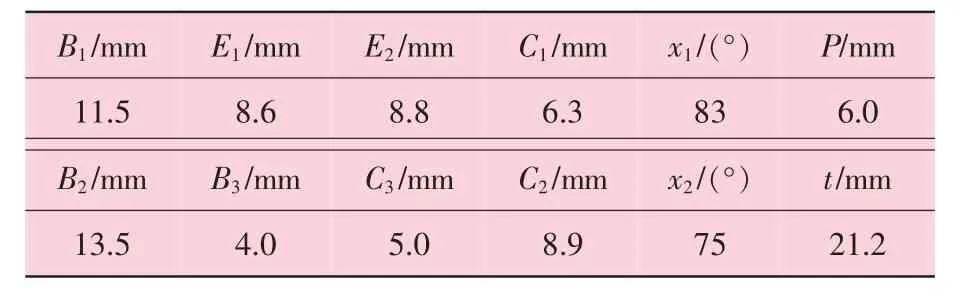
表2 直縫埋弧焊管內(nèi)外焊坡口參數(shù)測量結(jié)果
通過上述分析, 在直縫埋弧焊管平板焊接工藝評定時, 應(yīng)采用a1=e, a2=f 的參數(shù)來設(shè)置坡口(見圖1 和圖5), 從而與實際焊接坡口一致。
2.3 薄壁焊管坡口優(yōu)化
目前直縫焊管焊接坡口銑邊所用的坡口刀座角度有30°、 34°、 37°和45°, 在生產(chǎn)薄壁焊管(壁厚<10 mm) 時, 采用45°刀座銑邊, 發(fā)現(xiàn)外焊縫余高偏高, 往往在2.3~2.8 mm, 有時超過用戶要求, 需要進行修磨處理。 這使得防腐層在焊縫頂部明顯減薄, 增加了防腐成本。 另外, 焊縫余高還會降低焊接接頭的疲勞性能[7]。 因此,有必要采用更大的坡口角度進行薄壁焊管坡口加工。 根據(jù)其他廠家的生產(chǎn)實踐, 薄壁鋼管采用50°~60°的刀座更為合理[8]。
由于焊縫熔敷截面積等于坡口面積和余高面積之和 (直縫焊管坡口需減去預(yù)焊面積), 而余高面積與余高h′和焊縫寬度B 的乘積成正比,焊縫熔敷截面積由焊絲熔敷量決定, 則計算得到直縫焊管外焊縫余高h′的經(jīng)驗公式為

式中: h′——外焊余高, mm;
G——焊絲熔化速度[9], g/min, G=∑kIaUb;
v——焊接速度, m/min;
C2——外焊坡口深度, mm;
C3——預(yù)焊后坡口深度, mm;
a——外焊銑邊坡口角度, (°);
B——外焊寬度, mm。
焊縫寬度一般是坡口寬度加10~15 mm, 為了在坡口寬度變化時能計算該處余高, 故單獨列出。薄壁管不同坡口下外焊余高理論計算結(jié)果見表3。
表3 為理論計算值, 考慮到實際坡口和規(guī)范的波動范圍, 以及預(yù)焊精整崗位對管端外焊道加厚的要求, 薄壁焊管外焊余高實際在2.3~2.8 mm,還需要降低到1.5~2.5 mm, 越低越好。 對8 mm 壁厚焊管, 分析了從37°~60°的坡口角度a, 很明顯,a 角度越大, 外焊余高越低, 但考慮到同一個銑刀要適應(yīng)多個壁厚, 因此采用居中的角度55°為好。
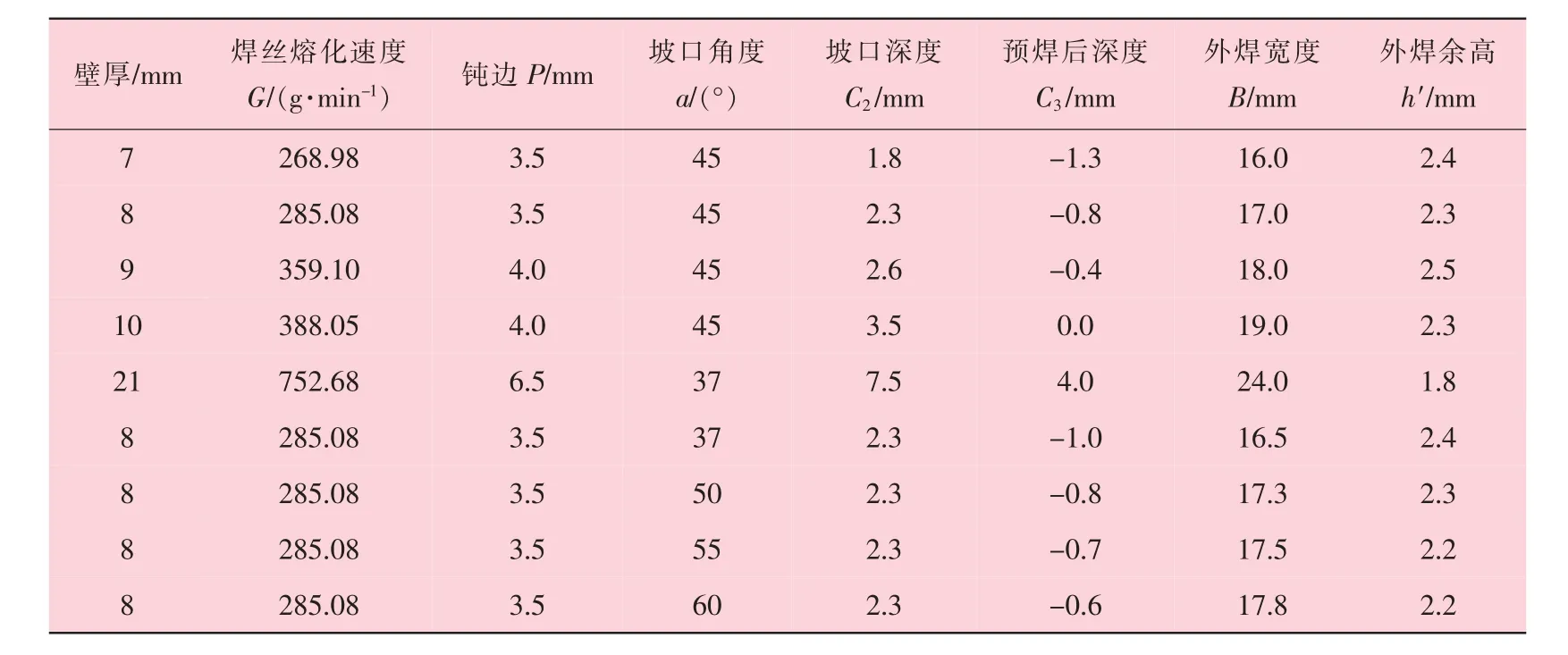
表3 薄壁管不同坡口下外焊余高理論計算結(jié)果
控制薄壁焊管外焊余高的方法是: ①采用先外焊后內(nèi)焊工藝方法, 以減小外焊熔敷量, 增加外焊寬度; ②采用較小銑邊(3.5 mm 左右), 但存在產(chǎn)生燒穿缺陷的風(fēng)險; ③采用較細焊絲進行焊接, 焊絲直徑從4.0 mm 改為3.0 mm, 以保證焊機在小電流(<500 A) 下穩(wěn)定工作; ④采用較大銑邊坡口, 將坡口角度由45°改為55°。 薄壁焊管外焊余高經(jīng)優(yōu)化設(shè)計后可以降低到1.0 mm[10], 但需要銑邊和預(yù)彎等主機崗位的設(shè)備工藝進一步優(yōu)化。
3 螺旋埋弧焊管的坡口測量和分析
3.1 銑邊坡口參數(shù)
由于采用上卷成型, 鋼卷展開時兩側(cè)板邊傾向于向上翹曲[11], 在采用2~3 對壓輥以壓平板邊的同時, 銑邊刀也要相應(yīng)傾斜, 以銑出直鈍邊,θ 在0~6°之間 (見圖4)。 采用HK0602 型銑邊機, 分為粗銑和精銑, 分別粗銑直邊、 精銑鈍邊和上下坡口[12]。 其中, 粗銑刀盤直徑850 mm, 刀座48 個; 精銑刀盤直徑600 mm, 刀座34 個。因為一體成型機組車速限制, 銑削波紋比直縫焊管短一些, 下面以Φ1 016 mm×17.5 mm L485M 鋼管為例來具體說明。
工藝和設(shè)備設(shè)定為: α=35°±3°, β=0°, γ=40°±3°。 由于部分參數(shù)現(xiàn)場難于測量, 主要對便于測量的參數(shù)進行了記錄, 螺旋成型銑邊坡口實測值見表4, 參數(shù)如圖6 所示。 理論計算鈍邊角度β=θ-η, 由于銑刀處無法測量, 實際測量β=δ-η, 在實際生產(chǎn)中為1°~3°。

表4 螺旋成型銑邊坡口實測值
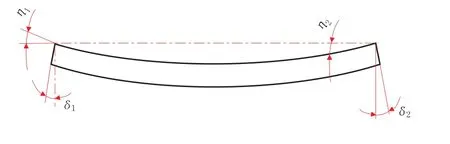
圖6 螺旋成型板邊角度示意圖
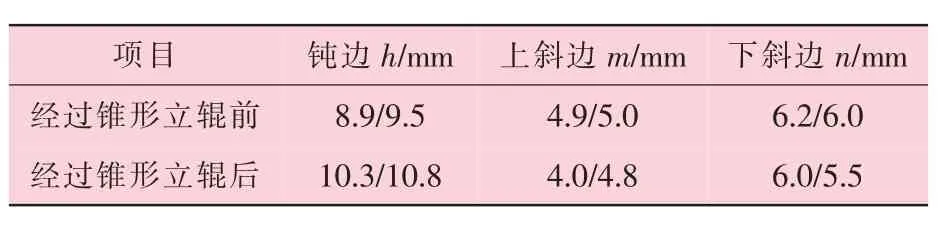
表5 經(jīng)過錐形立輥后坡口尺寸參數(shù)變化情況對比
3.2 內(nèi)外焊坡口及影響因素
螺旋機組在銑邊后有預(yù)彎, 然后還有兩側(cè)錐形立輥[11], 用于控制帶鋼跑偏, 對銑邊鈍邊和坡口有修正作用, 錐形角應(yīng)與實際鈍邊角度β 一致。 在Φ1 016 mm×17.5 mm 螺旋鋼管生產(chǎn)時未使用預(yù)彎, 一是無需預(yù)彎即可成型, 二是預(yù)彎能力對厚板變形能力不足。 實際上, 在經(jīng)過錐形立輥后, 鋼板在上下導(dǎo)板壓輥的作用下處于較為平直的狀態(tài), 板邊存在少量塑性變形, 坡口尺寸發(fā)生了變化, 鈍邊尺寸增加, β≈0~5°, 此時外焊角度x2顯然會變小。 經(jīng)過錐形立輥后坡口尺寸參數(shù)變化情況見表5。
螺旋焊管成型內(nèi)外焊的坡口尺寸實測值見表6。 其中, 外焊角度x2為計算值, 比設(shè)計值80°±6°小很多。 對頭前后由于板邊波動大, 外焊坡口角度還會小1°~2°。 其主要原因是鋼卷在銑邊前未進行多輥矯平, 對頭前后板邊翹曲反而減少, 使得外坡口變小。 因此, 需要在適當(dāng)?shù)臅r候增加矯平機[13], 并根據(jù)實際使用情況進行必要的改進[14], 以提高銑邊坡口的精度。
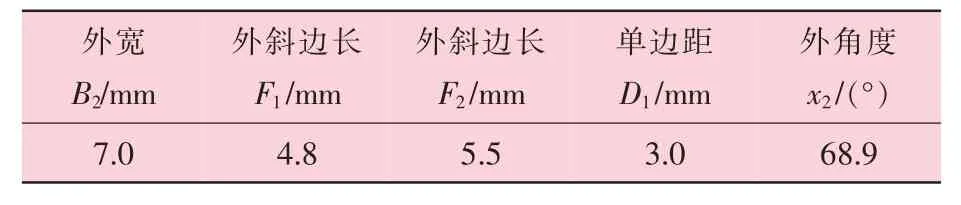
表6 螺旋焊管成型內(nèi)外焊坡口實測值
從以上分析可知, 螺旋焊管內(nèi)外焊坡口角度受到板邊翹曲、 銑邊角度、 預(yù)彎、 錐形輥擠壓等共同影響, 在合縫時, 符合工藝標(biāo)準(zhǔn)的參數(shù)可正常合縫, 正常的波動會影響焊縫的表面成形, 而焊縫重合量基本不變。 但在實際生產(chǎn)時, 為保證成型穩(wěn)定, 采用正噘嘴k (成品測量的正噘嘴為0.4~0.9 mm), 則為保證合縫良好, 應(yīng)將銑刀傾角θ 略微減小。 總結(jié)的螺旋焊管焊接坡口公式為

顯然, 公式 (9) 和公式 (10) 比直縫焊管的經(jīng)驗公式更為全面, 可作為焊管坡口的通用計算公式。
通過上述分析, 在螺旋焊管的平板焊接工藝評定時, 采用a1=α, a2=γ, P=h 即可。 螺旋成型也需要控制外焊余高, 以減少成本, 在薄壁管上可適當(dāng)增加刀座角度到45°~55°。
4 銑邊坡口控制
在埋弧焊管生產(chǎn)過程中, 采用合縫緊密的內(nèi)外焊坡口為理想生產(chǎn)狀態(tài)。 當(dāng)鈍邊和坡口角度、坡口高度出現(xiàn)較大偏差時, 需進行矯正或微調(diào),常用的銑邊坡口角度設(shè)計參數(shù)見表7。
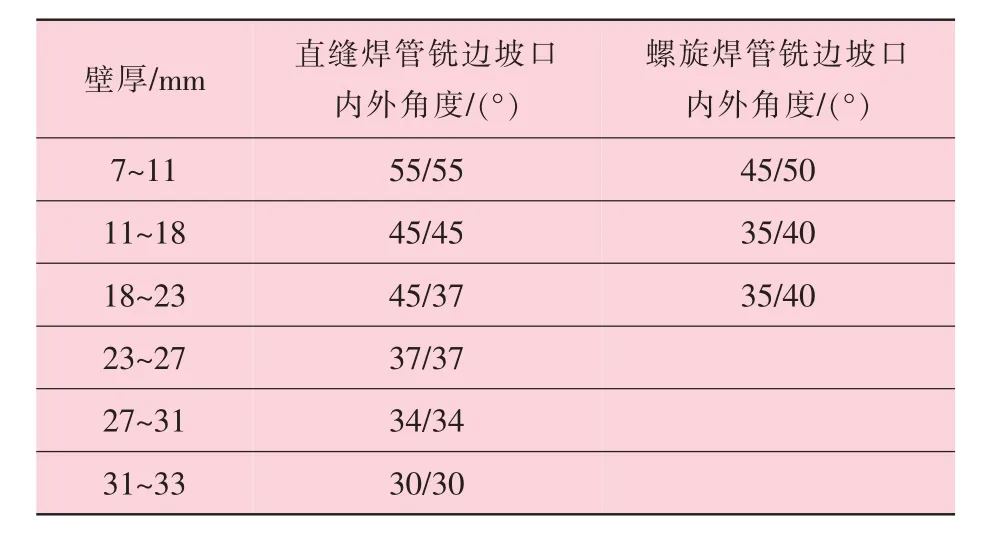
表7 常用的銑邊坡口角度設(shè)計參數(shù)
通過對焊管坡口參數(shù)的分析和優(yōu)化, 可以精確控制焊縫形貌, 有利于埋弧焊管生產(chǎn)過程中對焊接工藝參數(shù)的優(yōu)化調(diào)整[8,15], 可以達到降低焊材消耗和涂敷成本的目的, 從而提高企業(yè)生產(chǎn)效益。
5 結(jié) 論
(1) 直縫和螺旋埋弧焊管銑邊坡口和內(nèi)外焊坡口角度的計算均滿足本研究總結(jié)的經(jīng)驗公式。
(2) 螺旋埋弧焊管內(nèi)外焊坡口角度受到板邊翹曲、 銑邊角度、 預(yù)彎、 錐形輥擠壓等因素共同影響, 合縫時需要根據(jù)具體情況對相關(guān)參數(shù)做適當(dāng)調(diào)整, 保證合縫良好。
(3) 對于直縫和螺旋埋弧焊薄壁鋼管, 應(yīng)采用較大的銑邊坡口角度, 內(nèi)外角控制在45°~55°。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
