調制傳遞函數(shù)曲線在小缺陷工業(yè)CT檢測中的應用
2020-08-21 08:07:02張維國倪培君張智涵齊子誠
無損檢測 2020年8期
關鍵詞:測量
張維國,韓 博,倪培君,張智涵,齊子誠,付 康
(1.中國兵器科學研究院寧波分院, 寧波 ;2.中國五洲工程設計集團有限公司,北京 100053)
尺寸測量是工業(yè)CT系統(tǒng)的一個重要應用方向,可以無損測量試樣外部、內部結構或缺陷尺寸,被廣泛應用于質量檢測及逆向重構中,具有其他測量方法無法比擬的優(yōu)勢。但同時,CT尺寸測量是非直接測量方式,CT系統(tǒng)不可能重建出與試樣完全相同的CT圖像,因此其用于尺寸測量時也有局限性[1]。目前工業(yè)CT系統(tǒng)的尺寸測量方法有兩種:一是手工測量,主要依賴CT值的半高寬法進行測量;二是自動測量,在CT圖像上通過一定的算法選擇邊界閾值,進行邊界提取,再通過軟件算法對感興趣區(qū)域進行自動或手動尺寸測量[2]。這兩種方法的本質都是通過CT圖像的像素尺寸、描述缺陷的像素數(shù)量、缺陷與背景邊界像素值這幾個特征量來間接測量缺陷尺寸的。
這兩種尺寸測量方法在缺陷或細節(jié)尺寸遠大于系統(tǒng)的有效射束寬度(BW)時,有較高的測量精度,如IPT6110 高能工業(yè)CT在大于1 mm的試樣上,尺寸測量精度在0.5%5%。但對于缺陷或細節(jié)尺寸接近或小于系統(tǒng)的BW時(文中將尺寸小于有效射束寬度的缺陷定義為小缺陷),測量結果的誤差很大,甚至會超過200%。其主要原因是:手工測量與自動測量均依賴于CT圖像中缺陷或細節(jié)特征與背景的像素值,當細節(jié)圖像的尺寸與有效射束寬度之比越來越小,CT圖像中細節(jié)影像與背景的顯示對比度與真實對比度相比快速減小,直到根本發(fā)現(xiàn)不了細節(jié)影像,此時再用半高寬法進行測量,測量結果就會出現(xiàn)較大偏差,該方法不再適用。
根據(jù)CT理論,由于點擴散函數(shù)的影響,小缺陷圖像的灰度會降低,同時缺陷的影像尺寸會增加一個有效射束寬度[3]。實際上,由于噪聲,機械系統(tǒng)精度誤差,偽像,試樣材料、尺寸以及缺陷所處位置等因素的影響,缺陷影像灰度值和像素尺寸的變化規(guī)律并不相同,這些影響甚至會使CT圖像中缺陷或細節(jié)特征變形,導致使用常規(guī)方法無法測量[4-6]。
文章通過使用設計加工含小缺陷的對比試片,研究分析對比試片CT圖像中小缺陷(以氣孔為例,其他類型缺陷類似)的影像信息(灰度最大值、最小值、平均值,標準偏差值)與背景影像信息的關系,選取合適的特征量組合來表征小缺陷的尺寸信息,并建立這些特征量與小缺陷尺寸之間的關系曲線,利用試片對比的方法來校正小缺陷的等效直徑。
1 特征量的選擇
用來表征小缺陷尺寸的理想特征量,需要對噪聲、缺陷位置、試樣尺寸不敏感,這樣在表征小缺陷尺寸時才不會造成同樣尺寸的小缺陷因噪聲、試樣尺寸、小缺陷所在位置的改變而變化,使得小缺陷尺寸的測量結果有良好的精度和不確定度。
為了解決小尺寸測量問題,REINHARDT等[7]在尺寸測量過程中考慮到了點擴散函數(shù)的影響,因其方法需要假定PSF(點擴散函數(shù))寬度已知,這在實際系統(tǒng)中比較困難;YOSHINOBU對其方法進行了改良,利用多個方向邊界的高斯模糊二階導數(shù)模型來測量小尺寸管道直徑,但當背景亮度估算存在誤差時會嚴重影響測量精度[8]。小缺陷可以認為包含大量的高頻信息,而CT系統(tǒng)重建算法的理論推導與實際實現(xiàn)之間存在較大的偏差,導致CT系統(tǒng)帶寬是有限的,不能完整地重現(xiàn)小缺陷的所有信息,因此很難推導出固定的理論公式來對小缺陷尺寸進行測量。
MTF(調制傳遞函數(shù))是對線性影像系統(tǒng)或其環(huán)節(jié)的空間頻率傳輸特性的描述,通常用于表征光學系統(tǒng)的成像質量,目前也被廣泛應用于圖像復原、三坐標測量技術、數(shù)字射線成像系統(tǒng)的性能分析中。在CT系統(tǒng)中,MTF主要用來評價工業(yè)CT系統(tǒng)的空間分辨率[9-14]。且因為CT系統(tǒng)是由探測器、射線源、機械系統(tǒng)、計算機系統(tǒng)(軟件包括CT圖像重建、后處理)等多個分系統(tǒng)組成的,CT系統(tǒng)中調制傳遞函數(shù)由式(1)所示。

(1)
式中:FCON(f)為卷積函數(shù)的傅里葉變換;FBW(f)為有效射束寬度的傅里葉變換;FMOV(f)為在數(shù)據(jù)采集過程中,因移動引入的矩形函數(shù)的傅里葉變換;FINT(f)為圖像重建過程中的線性插值函數(shù)的傅里葉變換;FPIX(f)為顯示函數(shù)的傅里葉變換;f為空間頻率變量,lp·mm-1。
由式(1)可以看出,當CT系統(tǒng)固定后,針對特定的掃描工藝,MTF函數(shù)的值僅與缺陷的空間頻率有關。在空間域上,不同直徑的缺陷表示了不同的空間頻率,而其在CT圖像上的影像則可以看作是經過調制傳遞函數(shù)的輸出圖像。因此從原理上,只要建立了CT系統(tǒng)的MTF曲線,就可以從CT圖像的缺陷影像推導出缺陷的直徑。
MTF曲線的建立方法除傳統(tǒng)的使用窄縫或銳邊,先求出邊界響應函數(shù)(LSF),再對其進行傅里葉變換得出MTF的方法外,還有便于操作的線對卡法,而線對卡也有條形卡和孔型卡。COLTMAN[15]認為,對不同的線形狀線卡表述的MTF不能簡單地替代,其給出了等效正弦波輸入的轉換計算公式,實現(xiàn)起來很不方便。ISO/DIS 15708-1-2017 《無損檢測 計算機斷層掃描輻射法 第1部分:術語》中使用方孔型卡的對比度響應因子來替代MTF值表征CT空間分辨率。
文中使用直徑為50,40,30 mm的圓形不銹鋼片,其上分別加工直徑為0.1,0.3,0.5,0.7, 0.9, 1.1 mm人工通孔,用其替代方孔型卡來建立特定檢測工藝,給定設備的MTF曲線,圓孔型試片的結構示意如圖1所示,實物如圖2所示。
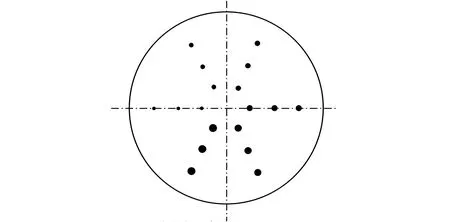
圖1 圓孔型試片結構示意
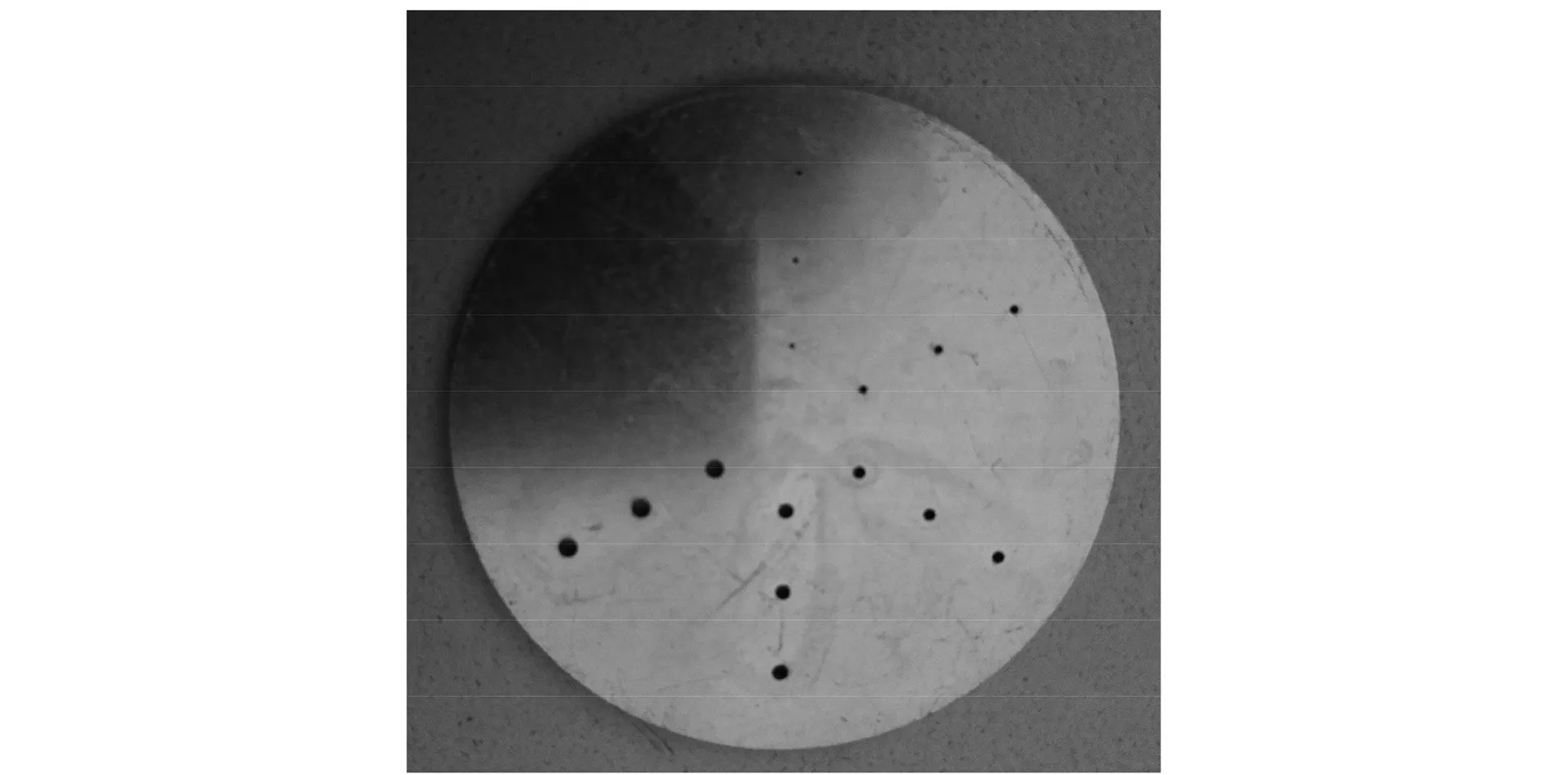
圖2 圓孔型試片實物圖片
其主要優(yōu)點是:氣孔類小缺陷在二維斷層CT圖像上表征為圓形低密度區(qū)域,因此氣孔類小缺陷可以使用人工通孔在二維平面上進行模擬,且小的圓形人工通孔比方型孔更容易加工。MTF曲線的建立使用式(2),(4)和(5)。
在光學系統(tǒng)中,MTF是指輸出像與輸入像的調制度之比,其定義如式(2),(3)所示,通常用于描述光學系統(tǒng)的成像質量。
MTF=M像/M物
(2)
式中:M像,M物分別為像和物的調制度。
M=(Imax-Imin)/(Imax+Imin)
(3)
式中:Imax為最大亮度值;Imin為最小亮度值。
從物理意義上說,在工業(yè)CT系統(tǒng)中,CT圖像中像素值表征的是試樣的線衰減系數(shù)。因此物調制度中的亮度值需要使用試樣的線衰減系數(shù)替代,像調制度中的亮度值使用CT圖像中的像素值替代,即調制度的公式需要校正為式(4),(5)。
M物=(μmax-μmin)/(μmax+μmin)
(4)
式中:μmax為背景材料的線衰減系數(shù);μmin為缺陷的線衰減系數(shù)。
(5)
式中:CT_max為CT圖像中背景的像素值;CT_min為CT圖像中缺陷的像素值。
2 試驗方案
2.1 對比試樣
2.1.1 校準試樣
校準試樣共9片,其材料為不銹鋼,尺寸(直徑X厚度)為50 mm×1.2 mm,40 mm×1.2 mm,30 mm×1.2 mm。試樣上加工有直徑為0.1,0.3,0.5,0.7,0.9,1.1 mm人工通孔,每種規(guī)格的通孔加工3個,按其所處位置從內到外區(qū)分為“內、中、外”,其結構示意如圖1所示。
2.1.2 待測試樣
待測試樣材料為不銹鋼;試樣的尺寸(直徑X厚度)為40 mm×1.2 mm;試樣上分別加工有直徑為0.2,0.3,…,1.0 mm的人工通孔,并經過校準。
2.2 試驗設備及工藝
檢測設備為IPT6110 6MeV型高能工業(yè)CT系統(tǒng)。其加速器焦點尺寸為2 mm;探測器垂直后準直器開口0.3 mm;探測器通道間隔為1.3 mm。
采樣觸發(fā)次數(shù)為8 192;微動次數(shù)為10;轉臺轉速為1.2轉·min-1;切片厚度為0.5 mm;重建范圍為160 mm;重建矩陣為4 096×4 096。
使用相同的檢測工藝,分別對校準試樣和待測試樣進行CT掃描,并對掃描的CT圖像格式進行處理,因檢測結果的圖片格式為該系統(tǒng)自有格式,故轉換為.JPG格式,轉換時,最大線吸收系數(shù)值使用0.02,實際測量最大值約為0.015,選取0.02可以保證圖像在轉換過程中數(shù)據(jù)不失真。圖3所示為直徑40 mm校準試樣CT圖像,圖4所示為加工有直徑為0.3 mm通孔待測試樣的CT圖像。

圖3 校準試樣CT圖像
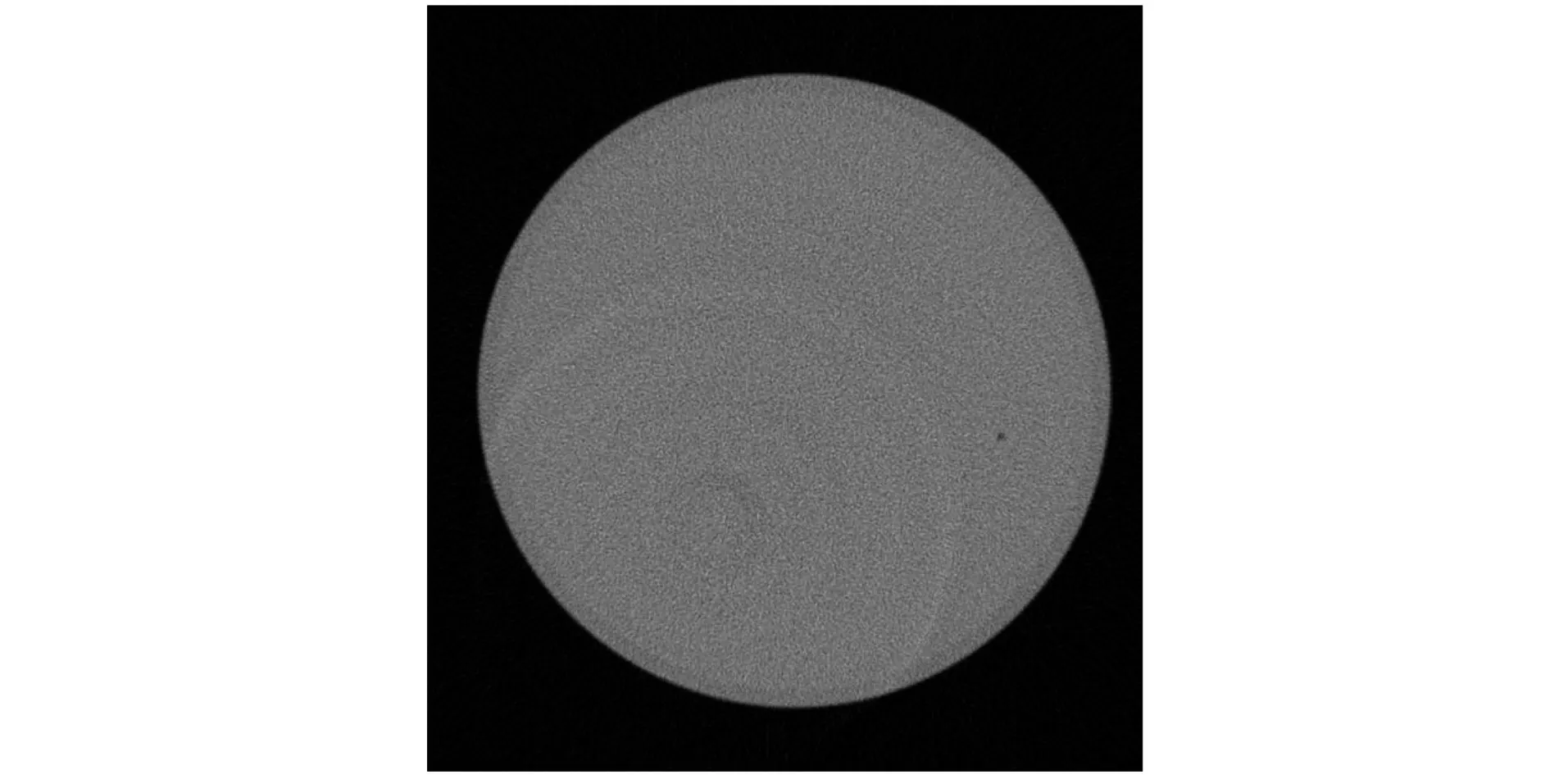
圖4 φ 0.3 mm通孔的待檢試樣CT圖像
3 試驗結果
如圖5所示,每幅CT圖像上選擇兩個感興趣區(qū)域(ROI)1和2,為了盡量避免其他因素的干擾,兩個區(qū)域的面積大小相同,且在試樣的同一圓周上,同時保證區(qū)域2可以完全包含缺陷區(qū)域。區(qū)域1代表背景信息,區(qū)域2代表缺陷部位信息。
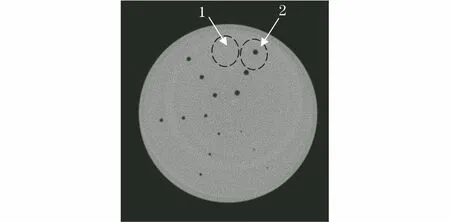
圖5 分析區(qū)域的選擇
區(qū)域1上提取了背景區(qū)域的CT平均值和標準偏差值,背景標準偏差值代表了CT圖像上缺陷背景區(qū)域的噪聲水平。
圖6是從區(qū)域2內提取出的缺陷信息,提取方法是以區(qū)域內像素值最小點為缺陷中心,通過腐蝕算法找出缺陷區(qū)域像素點,并確認缺陷邊界,其確認條件為:如缺陷像素值與區(qū)域1平均值的差大于3倍區(qū)域1標準偏差(s.d.),則認為是缺陷像素點,否則認為是背景。即僅當缺陷與背景對比度大于3倍噪聲時,則認為該像素屬于缺陷影像。從圖6可提取出缺陷區(qū)域,并統(tǒng)計出缺陷所占的像素點總數(shù)以及缺陷部位的平均CT值。通過式(2)(4)分別計算像調制度和物調制度,并計算MTF值,計算結果如表13所示。

表1 φ50 mm圓盤孔徑與MTF值的關系

表2 φ40 mm圓盤孔徑與MTF值的關系
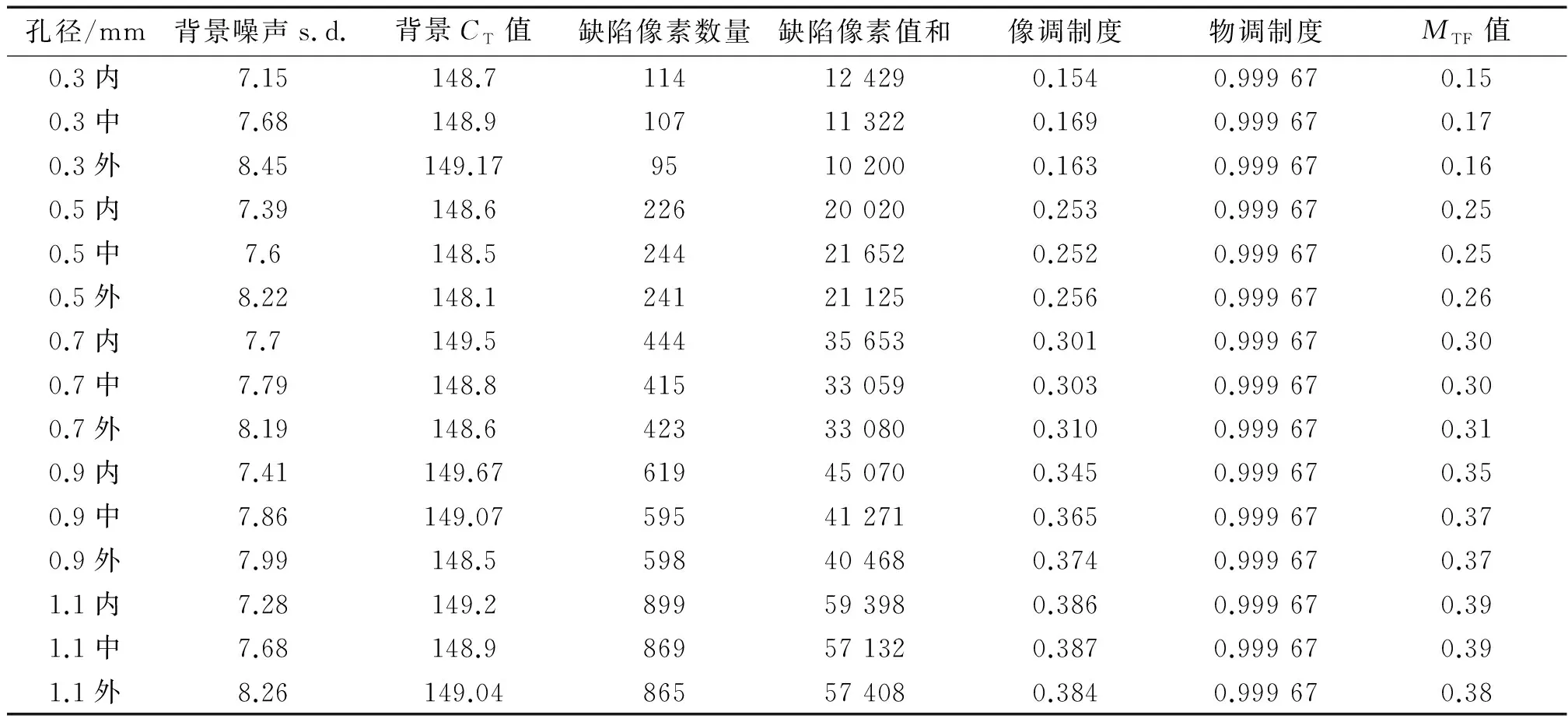
表3 φ30 mm圓盤孔徑與MTF值的關系
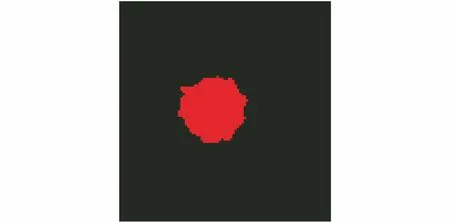
圖6 區(qū)域2的孔自動邊界提取
4 不同特征量分析及小缺陷尺寸測量
4.1 噪聲分析
CT圖像噪聲可以使用一定區(qū)域內CT值的標準偏差來衡量,通過分析表13中背景噪聲(標準偏差)與圓盤直徑、小孔部位的關系,可以確定噪聲對小缺陷尺寸測量的影響。

圖7 噪聲與圓盤直徑和圓孔位置的關系

圖8 不同直徑圓盤、相同部位圓孔部位與噪聲關系
圖7顯示了噪聲與圓盤直徑以及人工缺陷孔在圓盤位置之間的關系(圖中第1個數(shù)字為人工缺陷孔直徑,第2個數(shù)字為圓盤直徑,下同),圖8顯示了不同圓盤直徑上、距圓盤中心10 mm處位置的噪聲變化規(guī)律。從圖7,8可以看出,噪聲隨圓盤直徑的增大而增大,在同一個圓盤中,噪聲沿半徑增大的方向增大。圓盤直徑不同時,即使空間位置相同的部位,噪聲也是不同的,其隨圓盤直徑的增大而增大。即噪聲與工件直徑有關系,在工件的不同位置,噪聲也有差別,因此在小缺陷尺寸測量的過程中,噪聲對測量精度有較大影響。
4.2 人工孔影像像素數(shù)量作為特征量
不同直徑小孔的CT圖像中,孔影像所占的像素數(shù)隨小孔直徑的變化而變化。孔影像像素數(shù)量的確定是以像素值與背景差大于3倍背景噪聲為邊界的。圖9,10顯示了CT圖像中小孔影像所占的數(shù)量與孔徑直徑以及圓盤直徑之間的關系。

圖9 小孔影像所占像素數(shù)量與孔徑的關系
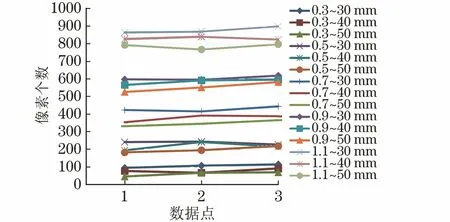
圖10 孔影像所占像素數(shù)量與孔徑和圓盤直徑的關系
從圖9,10可以看出:① CT圖像中不同直徑小孔影像所占像素數(shù)隨小孔直徑的增大而增加,可以用來作為小孔尺寸測量的特征量;② 小孔直徑較小時,不同小孔對應的CT圖像影像所占數(shù)量差異較小,不容易區(qū)分;③ 相同直徑小孔對應的小孔影像像素數(shù)量隨其所處位置、圓片直徑的不同也有一定的偏差,會造成小孔尺寸測量的偏差,且測量偏差隨小孔直徑的增大而逐漸減小到一個恒值。因此使用人工孔影像像素數(shù)量作為特征量對小缺陷尺寸的測量并不適合,但對于大尺寸缺陷的測量誤差相對穩(wěn)定。
4.3 MTF值
不同直徑小孔CT影像的MTF值與小孔直徑的關系曲線如圖11所示。從圖11中可以看出,小孔直徑越接近有效射束寬度,其MTF值對比越明顯,當小孔直徑遠大于有效射束寬度時,MTF值變化越來越小,因此MTF值作為特征量來表征小缺陷尺寸是比較合適的,但噪聲同樣會影響尺寸測量的精度。
距中心不同位置上,噪聲大小有差別,會使得相同尺寸的孔徑,不同位置上的CT圖像的MTF值也不同。為了減小噪聲的影響,將相同孔徑、不同位置孔的MTF值進行平均,得出MTF值與孔徑的關系曲線如圖12所示。用最小二乘法擬合該曲線,得出MTF值與孔徑的關系函數(shù),如式(6)所示。
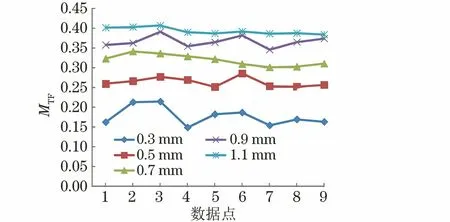
圖11 不同直徑孔CT影像的MTF值
y=-0.232 1x2+0.590x+0.023 32
(6)
式中:x為孔徑,mm;y為MTF值。

圖12 MTF值與孔徑的關系曲線
對式(6)進行推導,得到

(7)
在CT圖像上,可以測量得到小孔的MTF值,通過式(7)計算該孔的等效直徑。使用與對比試樣相同的檢測工藝,對9片待測試樣進行了CT掃描,并對9幅待測試樣CT圖像上的人工孔進行MTF值計算,通過式(7)計算了每個孔的等效直徑,結果如表4所示,測量結果的相對偏差如圖13所示。
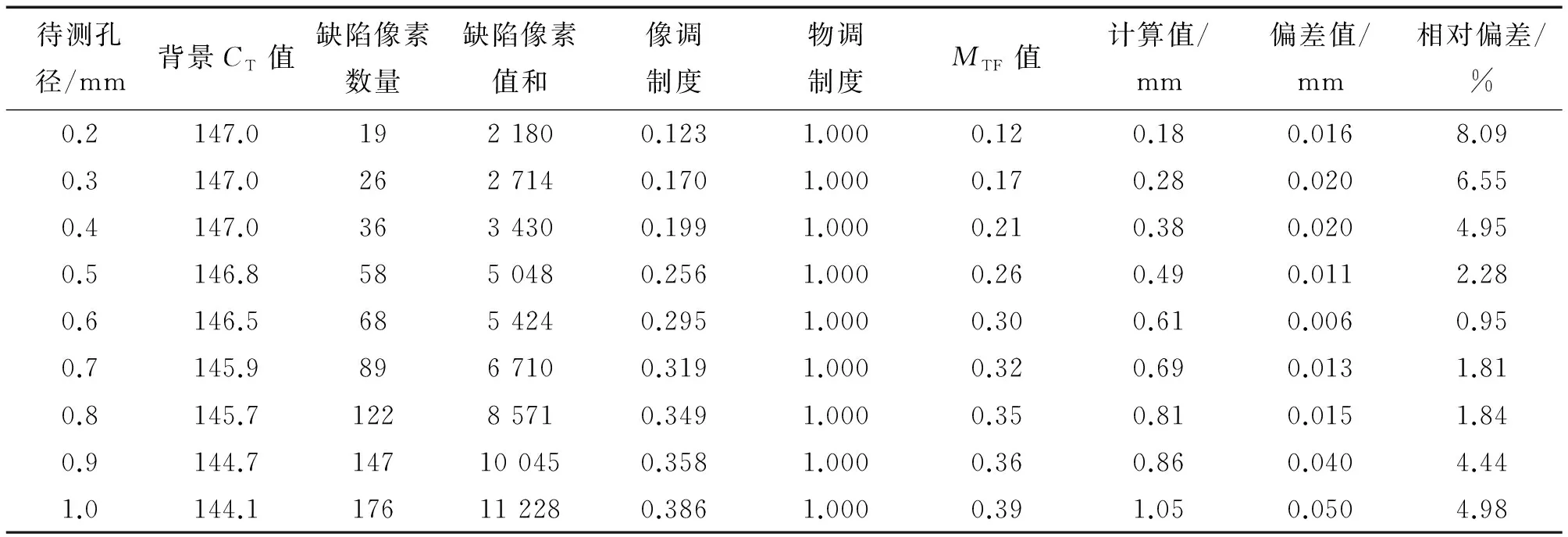
表4 待測孔徑測量結果

圖13 測量結果的相對偏差
5 結語
(1) 使用MTF值作為特征量,對小缺陷尺寸測量結果精度優(yōu)于半高寬法的精度。
(2) 相同直徑的孔,噪聲在試樣不同位置處的大小有差別,因此使用現(xiàn)有統(tǒng)計測量方法得出的調制度也有差別,從而使得最終的測量結果出現(xiàn)偏差。故,可以將孔距中心位置也引入測量方法中,可以提高測量精度。
(3) 即使相同的掃描工藝,檢測不同材料的試樣,其圖像噪聲水平差別很大,不同材料的調制度差別也很大,因此需要先使用與試樣材料相同的對比試片來構建擬合公式,才能得到滿意的測量結果。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數(shù)理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00