響應面法優化鳳丹牡丹籽油超聲提取工藝
2020-08-25 08:22:38馬曉陳剛申珂琪胡春瑞
食品工業 2020年8期
關鍵詞:工藝
馬曉,陳剛,申珂琪,胡春瑞
1.河南職業技術學院(鄭州 450046);2.鄭州師范學院(鄭州 450044)
牡丹屬毛茛科芍藥屬灌木[1]。中國是牡丹資源最豐富的國家[2]。牡丹常分為觀賞牡丹和藥用牡丹[3]。牡丹籽油具有很高的安全性[4],不僅可供食用,還有醫療、保健價值[5-6],被稱為植物油中的珍品[7]。油用牡丹的實用性增強,而有關科學研究也必須跟隨其步伐,才能夠保證油用牡丹資源的充分利用[8]。
目前,需對傳統的提取工藝進行必要的改善,以此提高出油率、保證工業化安全生產[9]。近幾年,超聲波輔助提取油脂技術被普遍應用。利用此技術可有效提高出油率,縮短提油時間,還能保證油脂品質[10]。利用超聲波輔助提取技術,可使細胞中可溶成分更好釋放出來[11]。因而超聲波有利于油脂的提取[12]。
響應面分析法通常是利用中心組合試驗擬合出一個完整的二次多項式模型,在試驗設計與結果表達方面更加優良[13-14]。以鳳丹牡丹籽粒為試驗材料,以石油醚為浸提試劑,采用響應面法優化試驗得出最佳提取工藝條件,從而提高牡丹籽油得率,以期為實際生產提供技術支持。
1 材料與方法
1.1 材料
1.1.1 試驗材料
鳳丹牡丹種子:2017年8月采收的實生苗鳳丹牡丹種子,室內陰干后于2017年9月手工剝殼后獲得種仁。
1.1.2 主要儀器和試劑
XH-200DE智能溫控雙頻超聲波合成/萃取儀(北京祥鵠科技發展有限公司);JA3003N型電子天平(上海菁海儀器有限公司);FOSS SCINO CT410旋風磨(杭州嘉維創新科技有限公司);鼓風干燥箱(鄭州宏朗干燥箱有限公司);SOX406脂肪測定儀(海能儀器有限公司)。
石油醚(60~90 ℃)。
1.2 方法
1.2.1 材料的預處理方法
挑選飽滿、大小正常、沒有機械傷和沒有霉變的牡丹籽粒,去殼后放置在干燥箱中65 ℃烘至恒質量。將烘干后的牡丹籽粒經旋風磨磨粉,用棕色磨砂廣口瓶密封后放置4 ℃冰箱中保存備用。
1.2.2 提取工藝
稱取65 ℃烘干至恒質量的牡丹籽粉40 g于三口瓶中,按照響應面設計組合因素的液料比、超聲功率和超聲時間加入一定量的石油醚于三口瓶中。
用回流萃取法分離溶劑混合物,將混合物用濾紙封口,置于脂肪抽提儀的漏斗中,65 ℃回流1.5 h后,取下抽提杯,放置通風處使溶劑揮發,放入鼓風干燥箱中,烘干抽提杯中殘留的溶劑,冷卻至室溫后稱質量。
1.2.3 牡丹籽油得率的測定
籽油得率按照計算如式(1)。

式中:m1是抽提杯和提取所得脂肪的質量之和,g;m2為抽提杯原質量,g;m為牡丹籽粉質量,g。
1.2.4 響應面法優化提取籽油方法
為得到牡丹籽油的最佳提取工藝,通過響應面分析試驗來預測提取鳳丹牡丹籽油的最佳提取條件的組合。以液料比、超聲功率和超聲時間為自變量,以鳳丹牡丹籽油得率為響應值設計試驗。試驗因素和水平見表1。
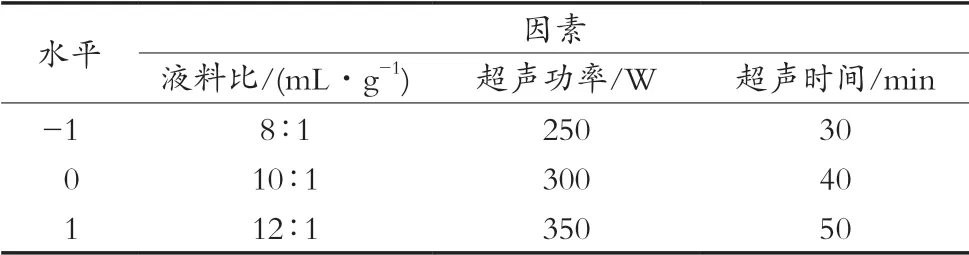
表1 CCD設計試驗因素水平
1.3 數據統計與分析
用Microsoft Office Excel 2010統計、計算試驗數據,采用軟件Design-Expert 7.0進行回歸分析并作圖。
2 結果與分析
2.1 響應面優化試驗
根據表1的自變量編碼水平,設計響應面試驗共20個試驗點,其中6個為中心點,在各個影響因素均為零水平的基礎上重復6次試驗,用來估計試驗的誤差,剩下的14個點為析因點,分析A液料比、B超聲功率、C超聲時間3個因素對鳳丹牡丹籽油得率的影響。試驗設計與結果見表2。
2.2 響應面模型建立與方差分析
2.2.1 鳳丹牡丹籽油得率的響應面模型建立與方差分析
建立以A、B、C為自變量的關于籽油得率R的多元二次回歸模型,對表2中20個響應值進行擬合,得到方程為:R=30.77-1.05A-0.27B-0.44C-0.063AB-0.055AC+0.10BC-2.14A2-2.02B2-2.43C2。
由表3可知,回歸決定系數R2=0.853,說明有85.36%的響應面值符合此模型,試驗因素影響較大,相關性高;精密度值為0.218,方程合理;變異系數CV為6.95%,數值較小,此方程具有較高的可靠性和穩定性。
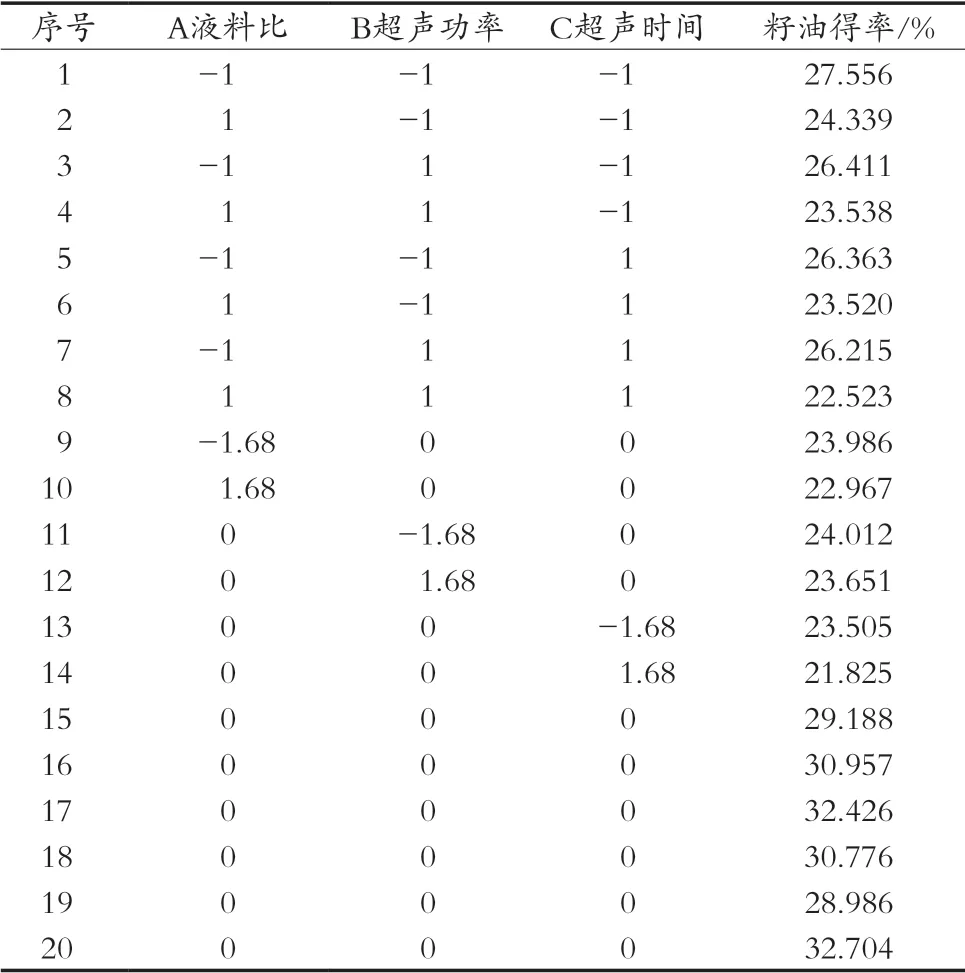
表2 響應面試驗設計與結果
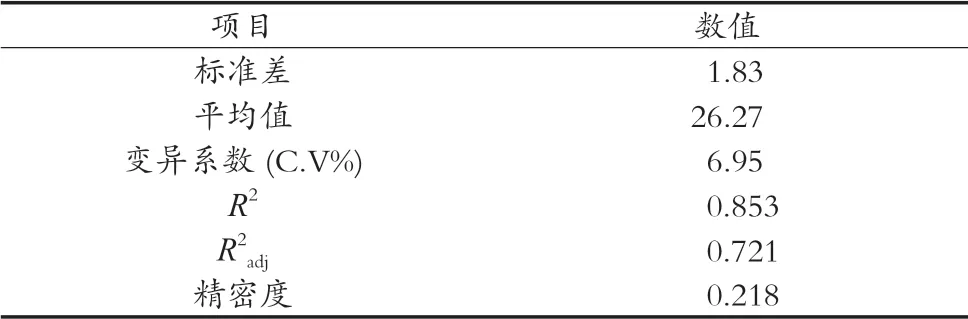
表3 籽油得率回歸方程可靠性分析
由表4失擬性p=0.279差異不顯著,表明方程具有較高擬合度,試驗誤差小,該方程二次項中的A2、B2、C2均表現出極顯著的差異(p<0.01)。該模型具有應用意義,可用于試驗分析。
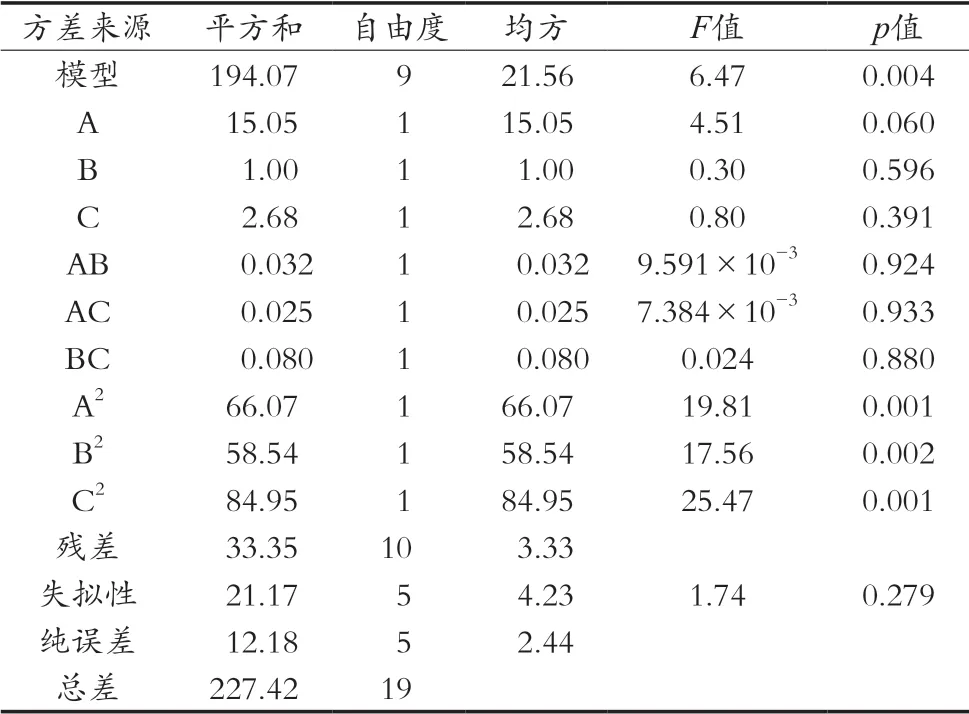
表4 籽油得率回歸方程系數顯著性檢驗
2.2.2 鳳丹牡丹籽油得率的響應面曲面圖分析
鳳丹牡丹籽油得率的響應面曲面圖和等高線圖見圖1。響應面曲面圖和等高線圖用于2種因素交互作用的分析,是由每2種試驗因素與響應值構成的曲面圖,曲面圖反映3個變量因素,其中1個變量取零水平時,另外2個因素對鳳丹牡丹籽油得率的影響。曲面圖坡度越陡,說明條件變化對牡丹籽油得率的影響越大;相反,影響越小。在同一條等高線上牡丹籽油的得率相同,在等高線的中心牡丹籽油得率最高,越靠近外圍牡丹籽油得率越低。
根據響應曲面的特征,對圖1所有曲面圖進行分析。由圖1(a)可知,液料比較高時,等高線相對密集,說明液料比較高時,超聲功率對籽油得率有影響,增大超聲功率可提高籽油得率。超聲功率到達一定的值時,增大液料比對籽油得率的影響不大。由圖1(b)可知,超聲時間較長時,增大液料比對提高籽油得率有影響,超聲時間達到一定值時,增大液料比,籽油得率也不會明顯提高。由圖1(c)可知,超聲功率較高時,增大超聲時間對提高籽油得率有影響,超聲功率達到一定值時,增大超聲時間,籽油得率不會明顯提高。
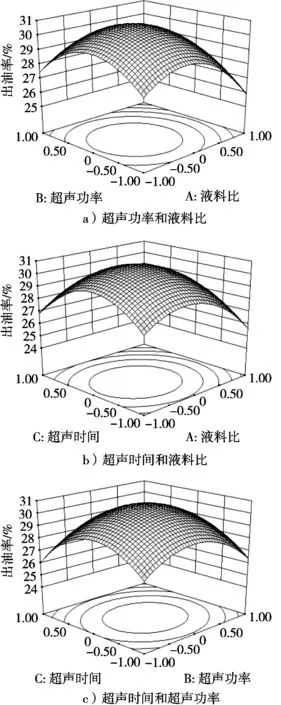
圖1 任意2個變量交互作用的響應曲面圖
2.3 提取籽油最佳組合工藝的確定及驗證
對建立的二次回歸方程求極值,得到超聲輔助提取鳳丹牡丹籽油的理論最佳工藝為:液料比1∶9.74(mL/g),超聲功率290 W,超聲時間39.5 min。在此條件下,籽油的理論得率為30.855%。考慮實際操作方便,調整液料比10∶1(mL/g)、超聲功率290 W、超聲時間40 min,以此為最佳工藝條件進行3次平行試驗進行驗證,測量鳳丹牡丹籽油得率。結果顯示,在該工藝條件下,油用牡丹籽粒的提油得率為29.01%±0.23%,與預測值的相對誤差為5.98%,證明響應面優化得到的工藝條件準確可靠,可用于鳳丹牡丹籽油提取的預測說明。
3 結論
采用石油醚提取,超聲輔助的方法提取鳳丹牡丹籽油,進行響應面分析試驗,通過響應面試驗設計建立籽油得率的多元二次回歸方程模型,通過對方程分析,優化出提取鳳丹牡丹籽油的最佳工藝條件為:液料比10∶1(mL/g)、超聲功率290 W、超聲時間40 min,在最佳條件下,實際測得鳳丹牡丹籽油得率為29.01%,達到回歸模型理論值(30.855%)的94.02%,相對誤差值是5.98%。說明響應面法優化建立的回歸方程模型,科學可靠,可為實際生產提供參考價值。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
