
選擇性焊接PCB的單點波峰電磁泵研究
2020-08-26 05:14:06張國琦
機電工程技術 2020年7期
曹 敏,張國琦
(1.西安工程大學機電工程學院,西安 710048;2.西安中科麥特電子技術設備有限公司,西安 710119)
0 引言
選擇性波峰焊接技術是SMT 發展中的新技術,單點波峰發生器是選擇性波峰焊機的核心部件之一。作為驅動單點波峰的動力方案,目前有機械驅動和電磁驅動兩種技術路線。由于國內SMT 行業內技術研究力量薄弱,研究及應用電磁泵的廠家很少,所以國內SMT 設備生產廠家多采用機械驅動單點波峰的技術路線。也有廠家進口德國的單點波峰電磁泵。電磁驅動單點波峰技術由于控制精確、波峰穩定,將會成為驅動單點波峰的主流趨勢。
傳統波峰焊設備在通孔元件電路板的焊接中具有焊接質量好、生產效率高、全自動化流程等優點。當前仍然是SMT主要的焊接設備。波峰焊機的核心部件是波峰發生器,波峰發生器的驅動動力有電機帶動機械機構驅動方式,也有電磁感應驅動方式。樊融融,陳雪霏,邢淑清等[1-4]研究了電磁泵波峰發生器及波峰焊機,無論是單相感應電磁泵還是三相感應電磁泵,都屬于平面感應電磁泵。隨著電子產品高密度小型化的設計要求,電子產品的組裝技術出現了以表面貼裝技術(SMT)為主流的發展趨勢,通孔元件的應用已越來越少。有些高端電子產品使用一些特殊印制板及細腳距連接器,用傳統波峰焊接遇到了很多的焊接工藝問題。在此用選擇性波峰焊來替代傳統波峰焊可提高高端電子產品細腳距連接器等通孔元件的焊接質量。圖1所示為單點波峰焊接的示意圖。
左大利等[5]研究了在線式選擇性波峰焊機機械結構設計,提到了電動機帶動機械機構驅動單點波峰的技術方案。單點波峰的電磁泵一般采用的是感應式圓柱電磁泵方式,姜濤等[6]對感應式圓柱電磁泵設計的影響因素,通過軟件模擬感應式圓柱電磁泵驅動金屬液體的過程,仿真電磁泵的磁感應強度分布和金屬液體的受力情況。Carlos等[7]研究的是開發用于液態金屬電磁泵設計的計算工具,應用在液態金屬冷卻反應堆上,研究感應式圓柱電磁泵線圈、磁場等建模及仿真計算。在單點波峰電磁泵的設計中具有很好的參考價值。
綜上所述,目前在國內尚缺乏單點波峰電磁泵的研究工作,盡管市場上有進口電磁泵的仿品,因質量不穩定沒有普及,通過研究單點波峰電磁泵的內部機械結構,電磁驅動方式,波峰控制方法,錫槽加熱及溫度控制等,最終研制出單點波峰電磁泵產品,以便在選擇性波峰焊機及其他焊接設備上推廣應用。

圖1 單點波峰焊接示意圖
1 單點波峰電磁泵的內部機械結構
1.1 單點波峰電磁泵的原理結構介紹
單點波峰電磁泵表面看來分為上下兩部分,如圖2 所示,其實是一個有機的整體。電磁泵的上部主要由焊錫儲料區、焊料緩流區、電加熱圈、保溫材料、保溫外罩、上蓋板、波峰回流罩及波峰噴嘴等零部件組成;電磁泵的下部主要由電磁鐵芯線圈、電磁泵內管、電磁保護罩、尾部加熱器及尾部加熱保護罩等零部件組成。

圖2 單點波峰發生器原理結構圖
在制作單點波峰發生器時選擇金屬材料需要考慮以下因素:電磁系統中需要導磁性和不導磁性兩種金屬材料;電磁泵體金屬材料對無鉛焊料具有良好的抗腐蝕性能;波峰噴口金屬材料和無鉛焊料具有良好的潤濕性。
1.2 單點波峰電磁泵的內部流動狀態描述
單點波峰發生器的主要功能就是在選擇性波峰焊機的焊接區形成可控的單點焊料波峰,有選擇性地焊接PCB 上的插接元件引腳。在焊接過程中,少量的焊料焊在了PCB 上的焊盤及元件引腳上,大部分焊料流回到了波峰發生器里,循環性地參與后面的波峰焊接工作,基于上述工作過程,波峰發生器內部分為若干區域,如圖3所示。

圖3 單點波峰發生器焊料循環運動示意圖
根據單點波峰電磁泵的原理結構,結合焊錫的流動狀態,單點波峰發生器內部可分為10個區域,各區域功效如下:
(1)焊錫儲料區,儲存焊錫,加熱熔化焊錫,接收回流焊錫,焊錫下行運動;
(2)下行過渡區,在內外管之間的環形區域,銜接焊錫儲料區和電磁作用區,焊錫下行運動;
(3)電磁動力區,在內外管之間的環形區域,由外部的電磁系統產生電磁感應形成下行壓力,驅動焊錫下行運動;
(4)流體反向區,靠電磁驅動的下行壓力,流體由外環的下行運動轉向,涌入內管中心區,內管中心區的焊錫上行運動;
(5)流體輸送區,在內管中心區,焊錫從底部向上部輸送,焊錫上行運動;
(6)緩流過渡區,在內管中心區,內徑逐漸變大,消除湍流,焊錫上行運動;
(7)液態緩流區,在內管中心區,焊錫層流運動,沿中心同半徑的液體流速一直,焊錫上行運動;
(8)噴發過渡區,在內管中心區,內徑逐漸變小,流速變快,焊錫上行運動;
(9)波峰噴發區,在波峰噴口處,焊錫加速向上涌出噴口,形成中心對稱波峰;
(10)焊錫回流區,焊錫波峰下落,從噴口四周回流到焊錫儲料區。
根據流體的運動規律,結合單點波峰發生器腔體內部主要區域液態焊錫的運動速度,計算液態焊錫在波峰發生器腔體內部主要區域的雷諾數,得出結果如下:波峰發生器內部各區域都處于層流狀態。在波峰發生器內部的10個區域中,流速最大的區域是波峰噴口,此處的雷諾數也最大,波峰噴口雷諾數遠小于臨界雷諾數,此處為層流,波峰發生器內部其他區域的雷諾數更小,所以波峰發生器內部各區域都處于層流狀態。
2 單點波峰電磁泵的電磁驅動方式
2.1 波峰焊機用電磁泵介紹
電磁泵種類很多,而應用在波峰焊機上的電磁泵主要是交流感應式電磁泵,感應式電磁泵又分為單相感應式和三相感應式兩種類型的電磁泵。鑒于波峰焊機所需要的波峰形式及波峰發生器的結構特點,目前波峰焊機上應用的基本上是平面感應式電磁泵。圖4所示為平面三相異步感應電磁泵原理圖。平面感應電磁泵的原理與三相異步電動機的原理相似,相位差120°的三相電源,在鐵芯上三相繞組產生隨時間變化的正弦交變電流,鐵芯上的交變電流會產生穿透焊料的正弦行進交變磁場,交變磁場產生交變電場,交變電場在焊料內部形成感生電流,這部分電流隨磁場同步進行,并與磁場相互作用產生電磁力,該電磁力驅動焊料流動,在波峰噴口處涌出形成寬平波。

圖4 平面三相異步感應電磁泵原理圖
2.2 感應式圓柱電磁驅動介紹
單點波峰電磁泵采用感應式圓柱電磁泵方式,其結構原理如圖5所示,主要部件有梳狀鐵芯、環形線圈、泵體外壁及泵體內管等。其中環形線圈共有6 組,分別接三相電流的A、-B、C、-A、B、-C,梳狀鐵芯和泵體內管構成磁回路。下面結合圖5分析感應式圓柱電磁驅動過程。
感應式圓柱電磁泵的環形線圈接通三相交流電(通過變壓器降為低壓),線圈上的交變電流就會在圍繞線圈的磁回路上感應出交變磁場,磁力線經過鐵芯和泵體內管形成回路會穿過泵體外壁和泵體內管之間的環狀區域(圖中電磁動力區),穿過環狀區域的交變磁場會感應出交變電場,該區域的焊料(液態金屬)在感應電場的環境下生成感應電流(稱為感生電流)。磁回路中的感應磁場和液態金屬中的感生電流相互作用就形成圖中向下箭頭方向的驅動力。

圖5 電磁驅動結構原理示意圖
電磁泵中的焊料(液態金屬)在電磁泵的電磁動力區(環形區域)獲得向下方向的動力,一直下行到流體反向區(底部)向中心折返,沿流體輸送區(內管中心區域)一直上行到單點波峰噴口涌出。
3 單點波峰電磁泵的波峰控制方法
目前三相電動機的轉速是用變頻器調節的,同理變頻器也可以調節三相電磁泵驅動液態金屬的流量及單點波峰高度。單點波峰電磁泵的波峰是以變頻器調控為基礎,再結合三相變壓器構成控制系統主要部件。圖6 所示為變壓器照片,圖7所示為變頻器照片。
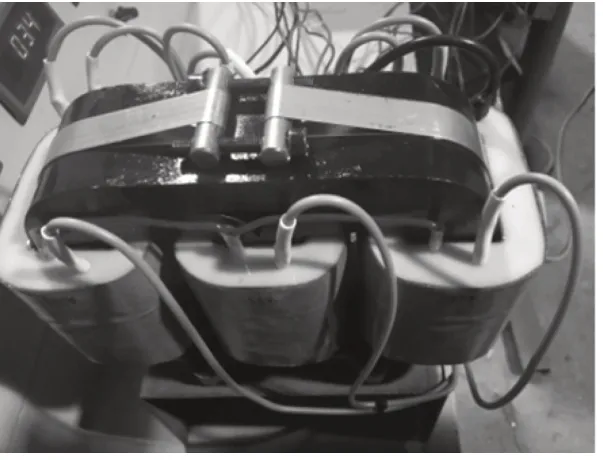
圖6 變壓器照片

圖7 變頻器照片
電磁泵的動力控制系統包括變頻器、三相變壓器、整機控制中心、電磁線圈和設置在電磁線圈上的電流檢測器。如圖8所示,外部供電電路通過變頻器輸出需要的工作電壓和頻率,整機控制中心可以對變頻器進行控制,調節輸出電壓和頻率,然后通過三相變壓器輸出低壓給電磁線圈,控制單點波峰的高度。
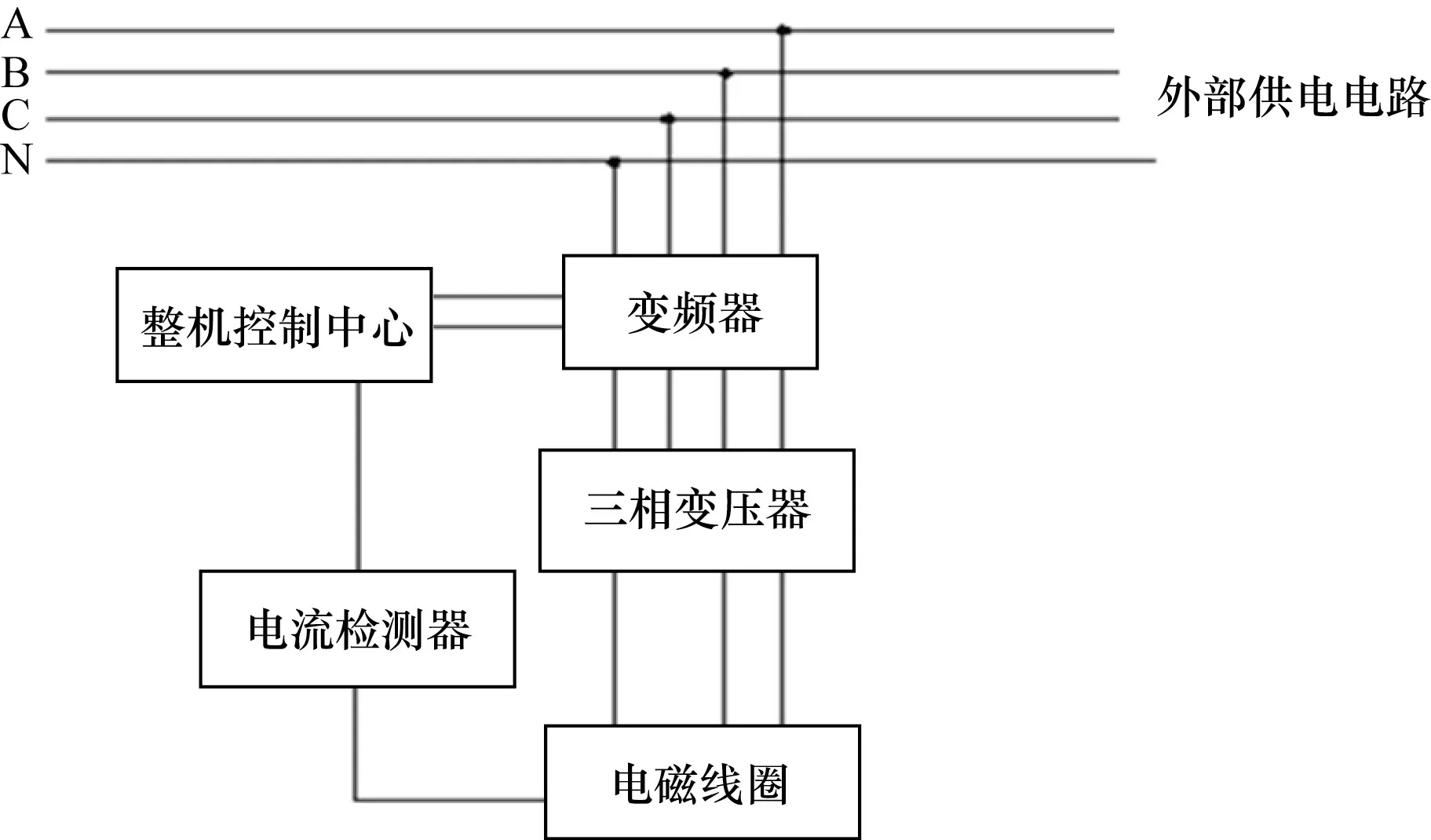
圖8 電磁泵電路原理圖
由于單點波峰電磁泵所需功率較小,采用低壓向電磁線圈供電。這樣電磁線圈的匝間壓降小,不易發生線圈匝間的擊穿,防止電磁線圈過熱造成線圈損壞。三相變壓器為AC 220 V/AC 12V。
4 單點波峰電磁泵的加熱及溫度控制
單點波峰發生器內部的溫度控制問題比一般封閉體系要復雜,這主要是因為波峰發生器的結構比較特殊,構成了控制系統的復雜性。
4.1 單點波峰電磁泵的加熱
根據單點波峰發生器的結構特點,分別在錫爐上端的焊錫儲料區和下端的流體反向區進行加熱,以保證錫爐內部焊錫的流動;當電磁泵工作后,電磁動力區的感生電流也同樣會產生熱量,對焊料進行加熱。這就構成了電磁泵內上、中、下3個加熱源。
4.2 單點波峰電磁泵的溫度控制
單點波峰電磁泵的溫度控制系統包括交流控制開關、電源轉換器、整機控制中心、PLC 控制器、加熱控制器、加熱裝置和測溫裝置等,如圖9所示,下面對單點波峰電磁泵的溫度控制作簡單描述。

圖9 單點波峰電磁泵的溫度控制原理圖
交流控制開關的輸入端連接外供電線路,輸出端分別連接整機控制中心、電源轉換器和加熱控制器;整機控制中心與PLC 控制器雙向連接,電源轉換器的輸出端與PLC 控制器的電源端連接,PLC 控制器的輸出端連接加熱控制器,加熱控制器的輸出端連接加熱裝置,測溫裝置的輸出端連接PLC控制器。
控制系統通過設置在錫爐上的加熱裝置對錫爐進行加熱,使得錫爐內部溫度維持在設定溫度范圍內,保證焊錫在錫爐內的流動。控制過程如下:在焊錫沒有熔化前,由上下兩端的加熱器加熱;當焊錫熔化后,波峰揚起,關閉下端加熱,此時由上端加熱和電磁加熱維持錫爐的溫度;當出現超溫時,控制上端加熱,使焊錫溫度維持在設定溫度范圍內。
5 結束語
通過上述研究,在理論特別是實踐上對單點波峰電磁泵的內部機械結構、電磁驅動方式、波峰控制方法、錫槽加熱及溫度控制等提出了完整的技術方案,在理論上對于電磁泵的應用研究具有很重要的參考價值,在工程應用上為研究生產單點波峰電磁泵的企業提供了比較完整的技術方案可供借鑒。
經過半年的研發,研制成功了如圖10 所示的ZXD-18 單點波峰電磁泵樣機,經測試ZXD-18單點波峰電磁泵樣機主要技術參數如表1所示。

圖10 電磁泵錫爐照片

表1 ZXD-18電磁泵錫爐技術參數
ZXD-18 電磁泵錫爐技術參數的測試結果表明,ZXD-18單點波峰電磁泵可滿足選擇性波峰焊機的應用。選擇性波峰焊機可以解決傳統波峰焊機無法解決的實際焊接問題。比如有些多層印制電路板雙面貼裝有大量的BGA、QFP 等表面安裝的超大規模集成電路,但仍有一些高性能微處理器及連接器仍然是通孔元件,這類通孔元件無法使用傳統波峰焊工藝,最有效的就是采用選擇性波峰焊工藝。
ZXD-18單點波峰電磁泵可用于PCB焊點自動檢測修焊系統。傳統波峰焊機焊接的PCB 焊點難免會有焊接缺陷(橋連或少焊),從波峰焊機出來的PCB進入PCB焊點自動檢測修焊系統,首先進行光學檢測,如果焊點無缺陷,PCB 直接通過到下工序,如果檢測出PCB 有焊點缺陷,則用點狀波峰修焊缺陷焊點,再檢測修焊成功,PCB進入到下工序。
ZXD-18單點波峰電磁泵更換波峰噴嘴可用于PCB缺陷通孔元件的修焊裝置。在PCB 的返修工序中,有些多層印制電路板的層數已達30層至50層,板厚達2mm至3mm,這類多層印制電路板具有很大的熱容量,最合適的就是采用波峰修焊。修焊時將印制板的焊接面朝下,使待拆件與波峰噴口對中、安穩,啟動波峰,給待拆件焊點加熱,待焊點溶化后取下元件,隨后,將新的元件插到印制板上的相應位置(元件已涂覆助焊劑)持續3 秒后波峰落下,焊點冷凝后取下印制板。
