
基于Moldflow 的TPE 塑件流動平衡優化設計*
2020-08-26 07:36:34程國飛丁立剛魏文強陳賢選周卓輝
機電工程技術 2020年7期
關鍵詞:分析
程國飛,丁立剛,魏文強,陳賢選,周卓輝
(1.中山火炬職業技術學院,廣東中山 528436;2.中山數碼模汽車技術有限公司,廣東中山 528436)
0 引言
熱塑性彈性體(TPE/TPR),同時具備橡膠的物理特性和熱塑性塑料的加工特性,又具有環保、無毒、手感好、外觀精美、可循環利用等諸多優點,目前已廣泛應用在電工電子、醫療器械等行業[1-2]。但因TPE 質地較為柔韌,無法定型,常常需要結合硬膠進行雙射注射成型。而為了使軟膠TPE注塑時能更好地熔合硬膠或者防止產生短射或飛邊等成型缺陷,需要確保TPE熔料在注射過程中能同時到達型腔的各個末端,確保流動平衡。目前,對于單腔或多腔的注射過程中,一般在試模過程中通過調整流道或澆口尺寸進行修正,但如果澆口位置設計不當,很難通過修改尺寸達到流動平衡,這樣會加大模具制造的風險,增加模具成本[3]。因此在模具設計初期,結合CAE 技術進行流動平衡分析就顯得尤其重要。本文基于Moldflow 軟件通過對一模多腔TPE 塑件進行CAE流動平衡研究,可為雙射成型硬膠設計和后期模具設計中提供技術參數。
1 塑件結構設計
圖1所示為某電動工具把手三維模型,該電動工具把手分為左把手硬膠L 和右把手硬膠R,并在左把手硬膠L 上包裹TPE軟膠L1 和L2,在右把手硬膠R 上包裹TPE 軟膠R1 和R2。各塑件的具體尺寸如表1所示,其中左把手軟膠L2和右把手軟膠R2外形尺寸一樣,體積相差也不大;各TPE軟膠的壁厚均為1.5 mm,按體積從大到小排列為VL1>VR1>VL2>VR2。

圖1 塑件三維模型

表1 塑件尺寸
為了使TPE軟膠成型時與硬膠更好地熔合,在硬膠上設計了一排溝槽,如圖2所示,每個溝槽的壁厚為0.3 mm,寬為3 mm,同時為了防止TPE注射成型時出現飛邊影響外觀,在硬膠與軟膠結合處還設計了美觀縫。

圖2 軟硬膠結構設計
2 分析前處理
2.1 網格模型
利用UG NX軟件建好塑件三維模型,并根據產品和模具結構排位,并用刪除面等功能去除不影響分析結果的微小圓角或倒角,再導出為x_t 文件。打開Moldflow 軟件,新建工程,導入之前的x_t文件,選擇網絡類型為Dual Domain,點擊創建網格,采用軟件推薦的全局邊長0.76 mm 即可,進行網格創建,并對不良三角形單元如縱橫比過大等進行修復,修復后的網格模型和網格統計如圖3所示。

圖3 網格模型
2.2 材料選用
因電動工具產品均要接受跌落測試,材料必須具有高剛性、高強度、高耐熱性等特性,故左右把手硬膠選用增強尼龍,牌號為PA6-G30 N-103,該材料推薦的模具溫度為75 ℃,熔體溫度范圍為265 ℃,頂出溫度為150 ℃。為了防止雙射成型過程中第二次注射熔體把第一種材料熔化,兩種材料需存在30 ℃以上的溫差。本例中的左右把手軟膠材質為TPE,選用牌號為FLEXBOND-1026BFE NC004,該材料推薦的模溫溫度為40 ℃,熔體溫度為180 ℃,頂出溫度為86 ℃,兩者熔體溫度相差85 ℃,符合雙射成型基本要求。查如圖4所示的Moldflow 材料庫黏度曲線可知,該材料黏度隨熔體溫度變化比較明顯,注射溫度越高,熔體流動性越好,越便于注射成型。

圖4 TPE材質黏度曲線
3 澆口位置分析
通過查詢得知,TPE 的流長比一般為100 ~150,每塊區域經計算采用單個澆口即可。由于左右把手軟膠共分成4 塊區域,無法一次進行“澆口位置”分析。故需要把上面得到的網格模型復制成4 份方案,并在每份方案中保留其中一塊區域。在每個方案中均運用Moldflow 進行“澆口位置”分析,澆口數量均設為1,得到的最佳澆口位置如圖5 所示。實際澆口位置可以此最佳澆口位置為參考,可以避免因澆口位置設計不當而造成模具返修等損失[4-6]。

圖5 最佳澆口位置
4 流動平衡初分析
為了確保熔體在充填過程中能夠盡量同時到達型腔的各個末端,參考最佳澆口位置,并根據左右把手硬膠結構特點,初定合適的澆口位置,進行“填充”分析,根據“充填時間”結果不斷微調各澆口位置來找到最佳的進澆位置[7]。根據塑件的質量、壁厚、澆口位置來構建澆注系統,因塑件為外觀件,TPE水口料可再次注射使用,故采用潛入頂針式進澆方式,冷流道系統,如圖6 所示,具體尺寸如表2 所示。采用Moldflow軟件默認的工藝參數進行“填充”分析,分析結果如下。

圖6 澆注系統

表2 初始設計的澆注系統
4.1 充填時間
左把手軟膠L2 最后充填時間為0.975 7 s,右把手軟膠R2最后充填時間為0.936 2 s,左把手軟膠L1 最后充填時間為0.846 2 s,右把手軟膠R1最后充填時間為0.832 2 s,如圖7所示。充填時間從大到小排列為tL2>tR2>tL1>tR1,其中最大與最小值相差0.143 5 s,相比最大值約有14.7%差值,充填不平衡,將會影響塑件質量。
4.2 填充末端壓力
填充末端壓力為49.12 MPa,如圖8 所示。通過查詢靠近每個澆口附近單元的壓力得知,左把手軟膠L1和右把手軟膠R1壓力分別為38.14 MPa和37.45 MPa,但左把手軟膠L2和右把手軟膠R2壓力分別為17.90 MPa和29.43 MPa,這兩部分壓力相差較大,充填不平衡。
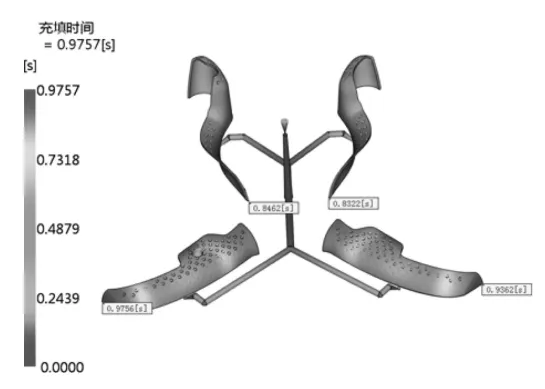
圖7 充填時間

圖8 填充末端壓力
5 流動平衡優化分析
由流動平衡初分析可知,充填時間不平衡,將會導致各型腔的充填壓力不平衡,影響各型腔塑件質量[8]。由充填時間分析可知,上部分腔體因流道較短,充填時間較短,而下部分腔體因流道較長,充填時間較長。
為了使各個腔體充填時間達到一致,可通過改大下半部分腔體的流道直徑,再進行“充填”分析,根據分析結果再微調各澆口直徑尺寸以達到充填平衡。優化設計澆注系統有變化尺寸如表3所示,其余為未變化尺寸,具體數值參考表2。優化后的充填分析結果如下。

表3 優化設計澆注系統有變化尺寸
5.1 充填時間
右把手軟膠R2 最后充填時間為0.978 6 s,右把手軟膠R1最后充填時間為0.971 7 s,左把手軟膠L1 最后充填時間為0.967 9 s,左把手軟膠L2最后充填時間為0.967 1 s,如圖9 所示。其中最大與最小值僅相差0.011 5 s,相比最大值約有1.18%差值,充填平衡。
5.2 填充末端壓力
填充末端壓力為58.07 MPa,如圖10 所示。通過查詢靠近每個澆口附近單元的壓力得知,左把手軟膠L1和右把手軟膠R1壓力分別為23.57 MPa 和22.10 MPa,左把手軟膠L2和右把手軟膠R2壓力分別為23.08 MPa和20.72 MPa,各型腔壓力相差不大,充填平衡。

圖9 充填時間

圖10 填充末端壓力
從以上分析可知,優化后的澆注系統分析結果如充填時間和填充末端壓力等均比初始設計有很大改善,優化后的澆注系統充填較為平衡,能確保塑件成型質量。
6 結束語
TPE因具有良好的柔性、手感和可回收利用等特性,廣泛應用在雙射成型產品中,本文采用Moldflow 軟件對一模多腔TPE塑件進行CAE流動平衡優化設計,可為雙射成型硬膠設計和后期模具設計中提供技術參數。實踐證明,基于Moldflow優化后的澆注系統運行可靠,產品質量穩定。
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
財經界(學術版)(2015年20期)2015-12-23 09:20:13
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
