
屏蔽泵的振動原因分析及解決對策*
2020-08-26 07:36:40李偉明段志宏關詩明
機電工程技術 2020年7期
李偉明,李 寧,段志宏,關詩明
(廣東石油化工學院廣東省石化裝備故障診斷重點實驗室,廣東茂名 525000)
0 引言
屏蔽泵把泵和電動機都封閉在殼體內,無傳統的密封裝置,從而實現無泄漏輸送流體[1],所以屏蔽泵常用于核電站與石油化工企業進行放射性、有毒有害液體的輸送。同時,屏蔽泵輸送的介質亦作為泵的冷卻劑及潤滑劑,大大節省了冷卻及潤滑的費用[2-4],這使得屏蔽泵的應用越來越廣泛。然而,由于屏蔽泵運行工況的苛刻性,難免會發生故障,許多企業為了省事,當泵出現故障時,都是直接更換或簡單處理便恢復生產[5]。
屏蔽泵的故障多表現為振動,而動平衡則是引起振動的主要原因。轉子動平衡的研究已經超過百年,基礎理論已經相當成熟,動平衡機就是理論轉為工程應用的成果轉換。然而,現在的工程應用大多只是簡單地進行轉子校正,并沒有對轉子產生不平衡的原因進行相應分析,以致于屏蔽泵的故障不定時發生。倘若要避免安全事故的發生,對這些故障進行深入地研究就顯得很有必要,并據此做好一些應對工作[6]。
1 屏蔽泵常見故障類型
屏蔽泵主要由泵體、轉子、定子、葉輪、石墨軸承、推力盤及屏蔽套等組成,按工作原理是屬于離心泵的一種,只是把動密封改成靜密封,利用屏蔽套隔開了轉子與定子[7]。由于屏蔽泵長期在高溫、高壓、腐蝕環境下工作,常會出現以下幾種故障。
(1)軸承長期工作中的磨損,或機械雜質進入屏蔽泵引起磨損,導致泵不能正常運行。
(2)輸送介質流量過低時,屏蔽泵運行產生的熱量未能及時被循環液帶走,導致軸承表面溫度上升,使軸承抱死。
(3)葉輪被輸送介質腐蝕,引起轉子不平衡而導致泵不能正常運行。
從相關資料來看,轉子與定子間的屏蔽套刮磨、口環刮磨、汽蝕、地腳螺栓松動等故障都出現過[8-9]。
2 案例分析
某石化廠苯乙烯車間采用上海日機裝牌SGM系列屏蔽泵輸送苯乙烯,自2007 年12 月開始投用至今,其性能參數如表1所示。
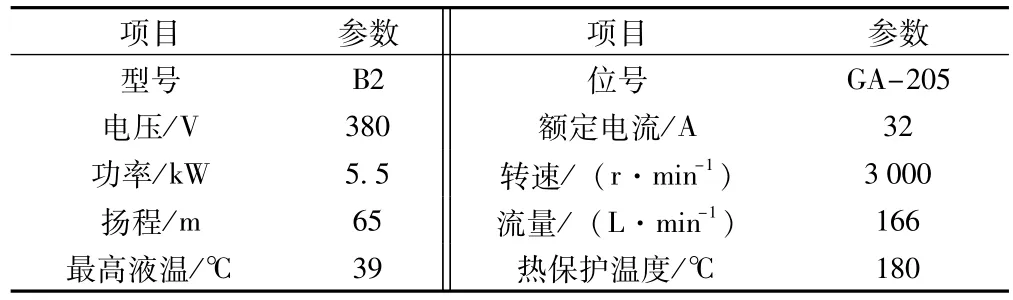
表1 SGM系列屏蔽泵性能參數
2.1 現場概況
2019年11 月初,巡檢人員在例行巡檢過程中發現GA-205屏蔽泵聲音異常,且壓力表壓力波動較大,隨即使用便攜式測振儀進行檢測,發現在垂直方向振動值達5.9 mm/s,最大振動值測點如圖1 所示。經班組技術人員商討決定采取保護措施,緊急切換備用泵。

圖1 最大振動值測

圖2 轉子外觀圖
對GA-205泵進行拆解檢查,如圖2 所示,發現葉輪處有輕微的不均勻損傷。為防止轉子因不平衡振動引起事故,現場技術員將該轉子送至實驗室進行平衡校正。
2.2 轉子校正過程
轉子的校正分為離線平衡校正和在線平衡校正,因現場動平衡校正需要動火作業,危險程度較高,若非特殊情況,一般都是將轉子拆卸下來送至實驗室進行離線動平衡校正。在平衡校正過程中,主要通過對轉子進行加重或去重來解決不平衡問題。一般來說,對于有兩個平衡面的轉子采用動平衡校正,而只有一個平衡面的則采用靜平衡校正。
(1)靜平衡校正
針對屏蔽泵轉子與電機直接連接,沒有對輪的情況,而葉輪兩面距離也較小,據此,首先考慮對轉子進行靜平衡校正。經測量,轉子總長為442 mm,質量為12 kg,最大直徑為204 mm。上機測定(本測試均采用德國申克公司臥式動平衡機HN4BU)得到初始不平衡值為13.2 g,如圖3 所示。因葉輪直徑較小,且葉片厚度較薄,為不影響葉輪的工作強度,去重時采用兩葉片寬角度同時去重,校正后的不平衡值為0.638 mg,如圖4所示。

圖3 轉子初始不平衡量
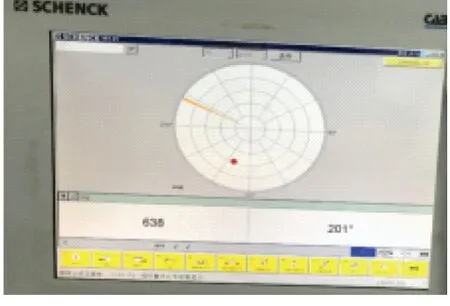
圖4 轉子校正后不平衡量
回廠安裝試運行,發現振動、噪聲和壓力波動并無明顯改善,仍需對該泵的振動原因進一步作分析探討。
(2)現場動平衡測試
為了解決泵的故障問題,在現場對泵進行振動測試。由圖5所示的圖譜可知,振動最大值仍然有5.149 mm/s,1 倍頻比較突出,2倍頻、3倍頻相對較小,由此可以確定轉子主要是由于轉子的質量不平衡引起,因此再把轉子拆卸下來,進行動平衡校正。
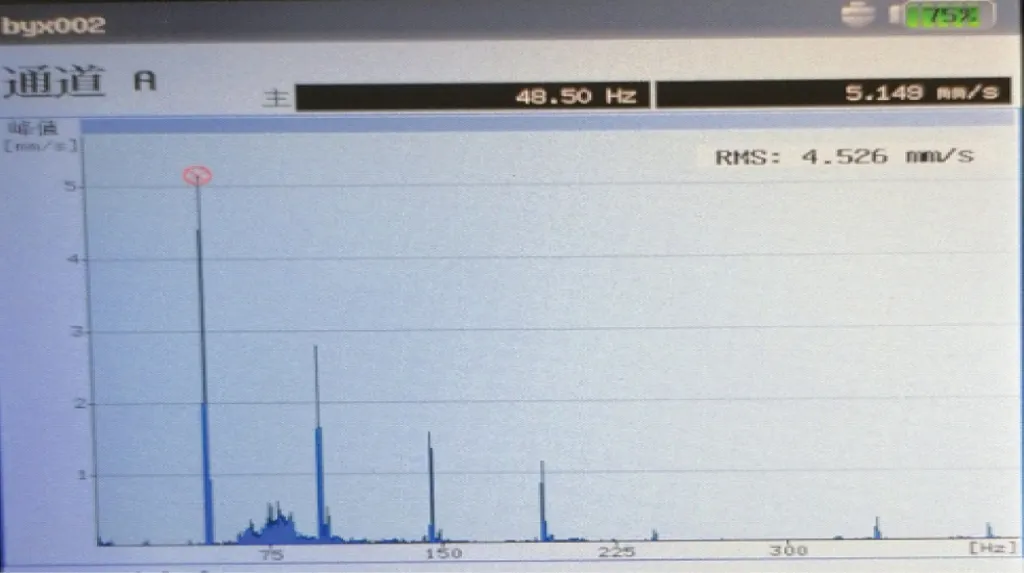
圖5 靜平衡校正后的現場頻譜圖
(3)動平衡校正
雖然轉子組件的直徑相對葉輪較小,但其內含軸、線圈等轉子組件的質量占整個轉子質量份量較大,如果不考慮轉子組件而單獨進行葉輪靜平衡校正,對消除轉子振動并不能取得較好的效果。因此,必須對轉子進行動平衡校正。
因轉子組件直徑過小,如果進行去重,極有可能損傷內部線圈。因此,本次動平衡校正采用加重的方式進行,如圖6所示。
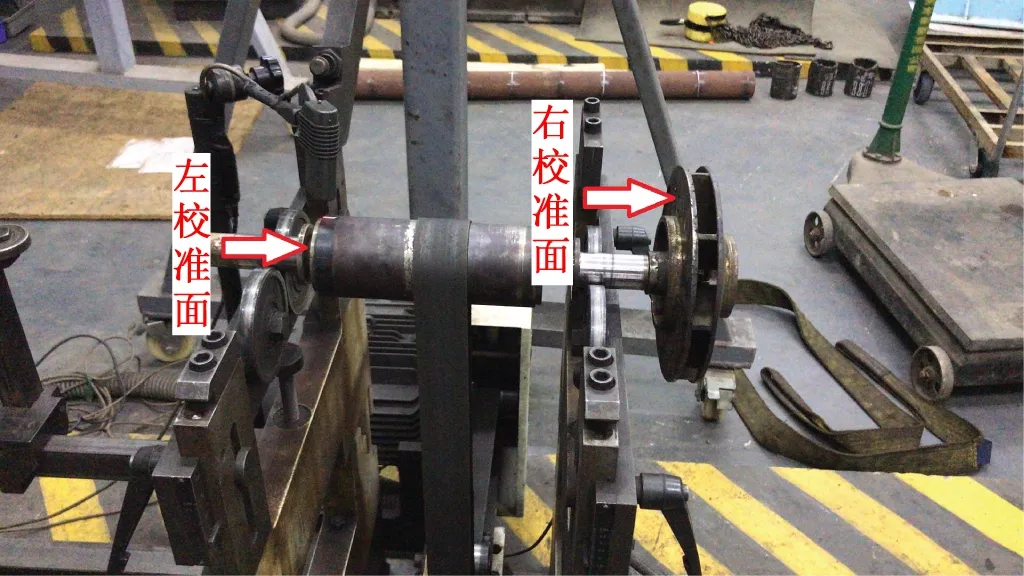
圖6 動平衡校正面的確定
經上機測定,轉子組件處應加重15.1 g,葉輪處應加重11.1 g,平衡等級已經大于G6.3,不符合安全生產標準。
在焊接之前,在轉子組件與葉輪處用膠水貼緊配重件進行試配重,以防焊后不可復原。當試配重發現轉子運行平穩,且不平衡量等級低于G2.5 后,即可進行焊接,如圖7所示。焊好后再上機測定,轉子組件不平衡量為0.308 g,葉輪處不平衡量為1.56 g,已經達到安全生產標準,可回廠安裝運行。

圖7 動平衡校正情況
回裝后試運行,泵運行正常,振動值為2.0 mm/s,現場噪聲明顯變小,壓力也恢復在正常波動范圍。
后經與現場技術員溝通,對屏蔽泵入口濾網進行檢查,發現濾網存在破損的情況,對濾網進行更換處理后,屏蔽泵再投入運行。
2.3 結論與分析
對SGM系列屏蔽泵本次故障綜合分析,可分為葉輪損傷的原因分析與轉子不平衡引起振動問題的解決分析,并據此提出了以下解決措施。
(1)針對葉輪產生損傷的原因分析。因為屏蔽泵全密閉運行,外部雜質是無法進入泵體的,因此,葉輪的刮傷可能是輸送介質帶來的雜質摩擦產生,或軸承磨損磨粒對葉輪造成損傷。輸送介質帶來的雜質能進入泵體,應是泵入口處的過濾網破損引起;而軸承磨損應是潤滑不良引起,潤滑不良則說明流量不足,極有可能是因為濾網堵塞。為了防止葉輪再次受到損壞,應定期對濾網進行檢查,發現問題應當及時更換或清洗。
(2)針對轉子不平衡引起振動問題的解決分析。當屏蔽泵的運行噪聲增大、泵體振動異常、出口壓力波動大等,可以先在現場進行頻譜測試,確認是否由于轉子不平衡引起。對于轉子不平衡引起的振動,當轉子組件的質量占整個轉子質量比重較大時,則不能因其直徑較小而忽略,應與葉輪一起作為平衡面進行平衡校正。
3 結束語
通過本次對屏蔽泵的故障處理,發現泵的壓力、振動及聲音等能及時反映屏蔽泵的早期故障,在生產現場應按時巡檢,若發現壓力、振動及聲音有異常,可通過頻譜儀進一步測試,確定具體的故障原因。在處理故障后,也應對故障的根本原因進行分析,并提出相應的解決措施及維護建議,這將有助于企業安全、平穩地生產,降低企業的運行成本。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
汽車維修與保養(2019年7期)2020-01-06 03:30:42
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
