
階梯柱狀螺紋的車削加工問題解析
2020-08-26 07:36:40陳移新鄧集華
機電工程技術 2020年7期
陳移新,鄧集華
(1.廣州市機電技師學院,廣州 510000;2.廣州市交通運輸職業學校,廣州 510440)
0 引言
種植牙手術是一個較小的牙槽外科手術,采用局部麻醉,創傷小,術后即可進食,幾乎無痛苦。一般種植體植入術只需要幾十分鐘至數小時即可以完成。典型的種植系統為陶瓷階梯柱狀種植體,如圖1 所示。其階梯狀外形模仿了天然牙根的錐狀外形,由于其根部逐漸縮窄,不易造成鄰近牙根部的損傷,因此在當今國際上倍受推崇。本文從鉆研加工技術的角度出發,以10∶1的種植體模型為例,探索種植體外形的階梯柱狀螺紋的數控車削加工方案。

圖1 典型種植體
1 分析零件圖樣
本文僅研究種植體外形結構的螺紋加工技術,即階梯柱狀螺紋的加工,螺紋實體如圖1 所示。經處理后的零件圖樣如圖2所示,該種植體有以下3段螺紋。
(1)母線夾角為16°的60°三角螺紋,螺距為6 mm,右旋,螺紋深度為3.3 mm。
(2)母線夾角為4.24°的60°三角螺紋,螺距為6 mm,右旋,螺紋深度為3.3 mm。
(3)母線夾角為4.24°的60°三角螺紋,螺距為6 mm,右旋,螺紋深度為1.7 mm。
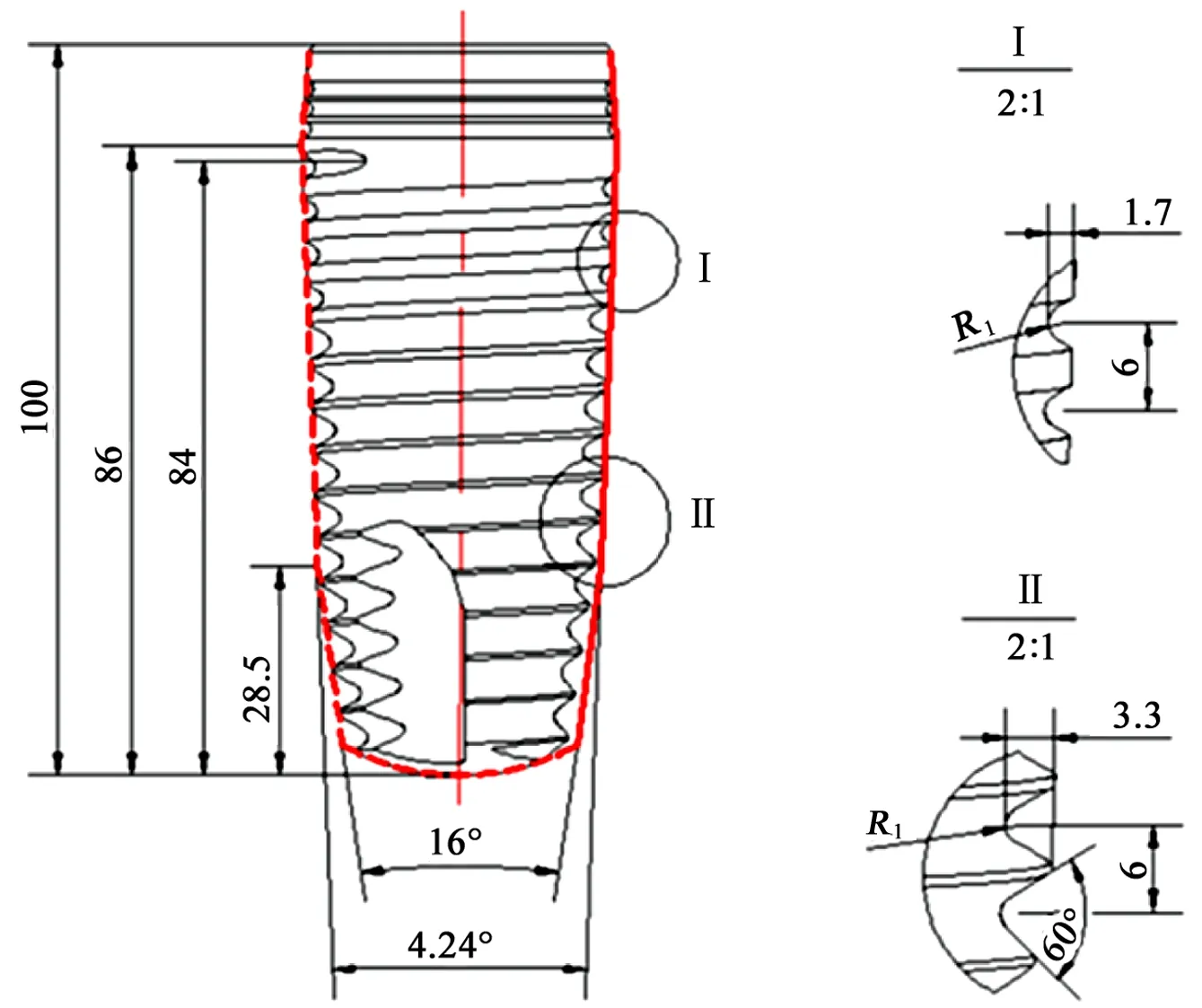
圖2 種植體階梯螺紋圖樣
2 優化加工方案
2.1 加工難點
經分析,種植體的階梯螺紋加工難點主要體現在3 段螺紋的連接與加工刀具的問題。
(1)螺紋進刀、退刀距離導致螺紋連接處亂絲
利用數控車床加工螺紋時,在螺紋切削開始及結束部分,一般由于升降速的原因,會出現導程不正確部分[1]。考慮此因素影響,程序指令中,螺紋的切削長度比實際螺紋的有效長度要長。一般需要分別在螺紋起點、終點位置各延長一段進刀、退刀的安全距離,以消除加工時由主軸升速、降速所導致的誤差,如圖3所示。其中δ1為升速距離,δ2為降速距離,兩數值一般大于一個螺距值[1]。
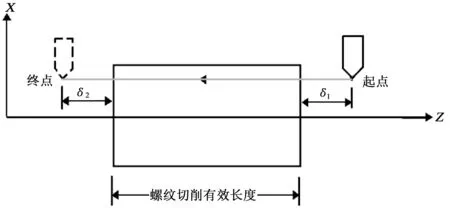
圖3 G32 螺紋切削軌跡圖
本文所加工的3段階梯螺紋首尾相連,除了第一段螺紋可以延長進刀距離外,其他兩段螺紋都沒有條件設置進刀距離,所有螺紋都沒有條件設置退刀距離,否則會造成每兩段螺紋的連接處亂絲。
(2)分段加工螺紋導致螺紋連接處亂絲
數控車床在加工螺紋時,根據刀具運動與主軸旋轉同步,可以切螺紋。其原理是主軸每旋轉一圈刀具進給一個螺距,即切削進給量為螺距,該值由機床的編碼器控制保證[2]。主軸轉動而刀具不產生相應的進給運動,則會導致最后一道牙形亂絲。所以,當加工完成前一段螺紋后,再加工下一段螺紋的方法,即分段加工方法,3 段螺紋的連接處會形成亂絲現象。
(3)螺紋深度變化導致連接處亂絲
如圖2 局部放大圖Ⅱ、Ⅰ所示,第二段螺紋的牙深為3.3 mm,第三段螺紋的牙深變為1.7。要實現牙深的改變,必須使刀具在螺紋深度方向退刀[3]。常規的退刀采用G00指令完成,會造成第二段螺紋與第三道螺紋連接處亂絲,如圖4所示。
(4)刀具選用問題
三段螺紋均為60°普通螺紋,螺紋最大加工深度為3.3 mm,螺距為6 mm,且螺紋槽底有R1圓弧,市面沒有符合要求的成形螺紋刀具。
2.2 解決方案
針對上述兩處加工難點,提出以下解決方案。
(1)加工螺紋時,選用G32 單行程螺紋切削指令,由程序內容嚴格控制螺紋的進刀與退刀距離。
G32指令的格式:G32 X (U)_Z(W)_F_。
式中:X、Z為螺紋切削終點的絕對坐標值;U、W 為螺紋切削終點的增量坐標值;F 為螺紋切削的導程,如加工螺紋是單線螺紋,導程=螺距[4]。

圖4 螺紋亂絲
G32 指令的走刀軌跡:如圖3 所示,G32 切削前需要利用其他指令使刀尖定位至起點;G32 切削完成后,需要利用其他指令使刀尖離開終點[1]。
G32指令的切削特性:當前執行程序段是螺紋切削,下一個程序段也為螺紋切削時,執行下一個程序段切削開始時,不檢測一轉信號,直接開始螺紋切削的移動[4]。
例如:G32 X28 Z-20 F6;(當前程序段為螺紋切削)。
G32 X42 Z-50 F6;(在執行此程序段時,不檢測一轉信號)。
利用G32指令的切削特性,編寫階梯柱狀螺紋時,第一階螺紋的起點設置進刀距離,其他兩階螺紋均不設置進刀距離與退刀距離。利用G32指令連續加工,可以規避G32 運行前的檢測一轉信號動作,從而避免亂絲現象[5]。
(2)采取3段螺紋整體分層切削方案。即深度方向每進1次刀,3段螺紋依次連續加工1 次,然后再進刀,3 段螺紋再次連續加工,連接處不停頓,直至3 段螺紋整體分層加工至尺寸要求。分層切削可采用子程序的編程方法,也可采用宏程序的編程方法。子程序編程簡單易學,但切削深度必須根據子程序的調用次數計算準確,精加工時空刀太多,加工效率不高;宏程序編程要求較高,切削深度用變量直接指定,精加工時只需更改相應變量,無空刀現象。故本文選擇宏程序編程方法[6]。
(3)設置過渡螺紋
在第二段螺紋與第三段螺紋之間,設置一段牙型角為60°的過渡三角螺紋,螺距為6 mm,右旋,過渡長度為7.5 mm,螺紋深度從3.3 mm變為1.7 mm。該過渡螺紋的終點與起點的半徑差值應該是在原來4.24°螺紋母線變化的基礎上,增加3.3-1.7 =1.6 mm,如圖5 所示。圖中:CD 為4.24°螺紋母線,則α = 2.12°;CD′為螺紋深度從3.3 mm 變為1.7 mm 時過渡螺紋的母線,即編程時刀具的實際走刀軌跡,點D′相對于點C 的半徑差值為線段CN與DD′之和。
因為CN = DN × tanα = 7.5 × tan2.12° = 0.28,所以點CD′的半徑差值為CN + DD′=0.28 + 1.6 =1.88。從點C切削螺絲至點D′的程序為G32 U3.76 W-7.5 F6(此處U 值為直徑值)。利用G32 單行程螺紋切削指令過渡,從而解決螺紋深度變化而導致的亂絲。
(4)定制螺紋成形刀具
根據螺紋參數的要求,必須定制螺紋成形刀具。由于3段螺紋為整體分層切削,導致加工第三段螺紋時不能更換刀具,故3段螺紋加工選用同一把成形刀具。
定制刀具采用切削刃鋒利的整體式高速鋼(W6Mo5Cr4V2)材質,利用線切割機床切割刀具形狀,然后手工精磨修刃。由于階梯柱狀螺紋的螺距為6 mm,屬大螺距螺紋加工。需要特別注意刀具左后刀面干涉螺紋牙形面的現象,即左后角必須大于螺紋升角3°~5°。刀具的具體參數如表1 所示[7]。
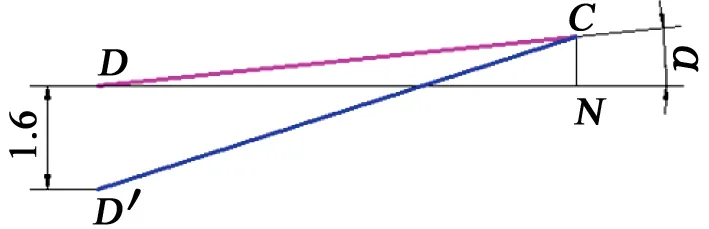
圖5 過渡螺紋母線
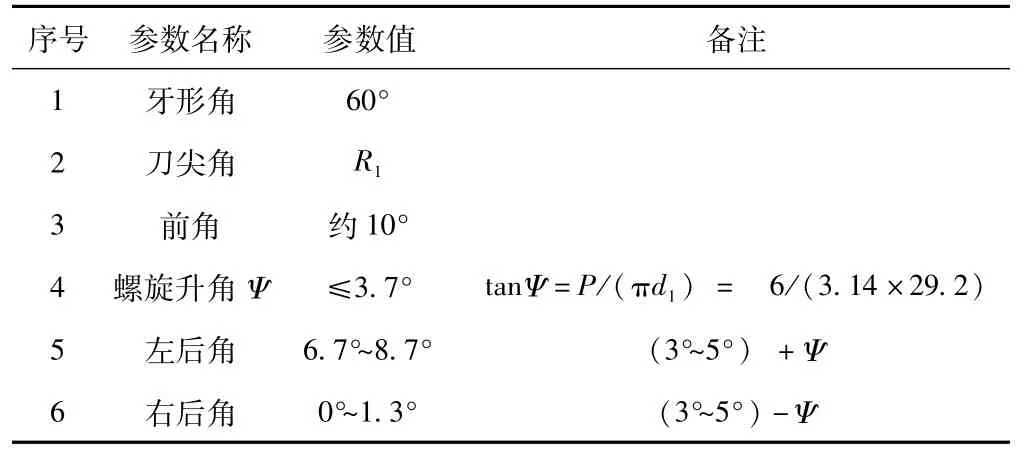
表1 螺紋刀具參數表
3 編寫加工程序
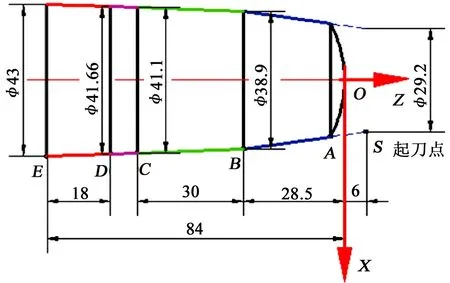
圖6 節點尺寸
種植體模型的4段螺紋母線輪廓及各節點尺寸如圖6 所示。點S為螺紋加工起點,即AB母線的延長點;AB 段為第一段螺紋;BC段為第二段螺紋;CD段為過渡螺紋;DE段為第三段螺紋。
設工件坐標系XOZ如圖6 所示。螺紋加工程序及說明如表2所示。
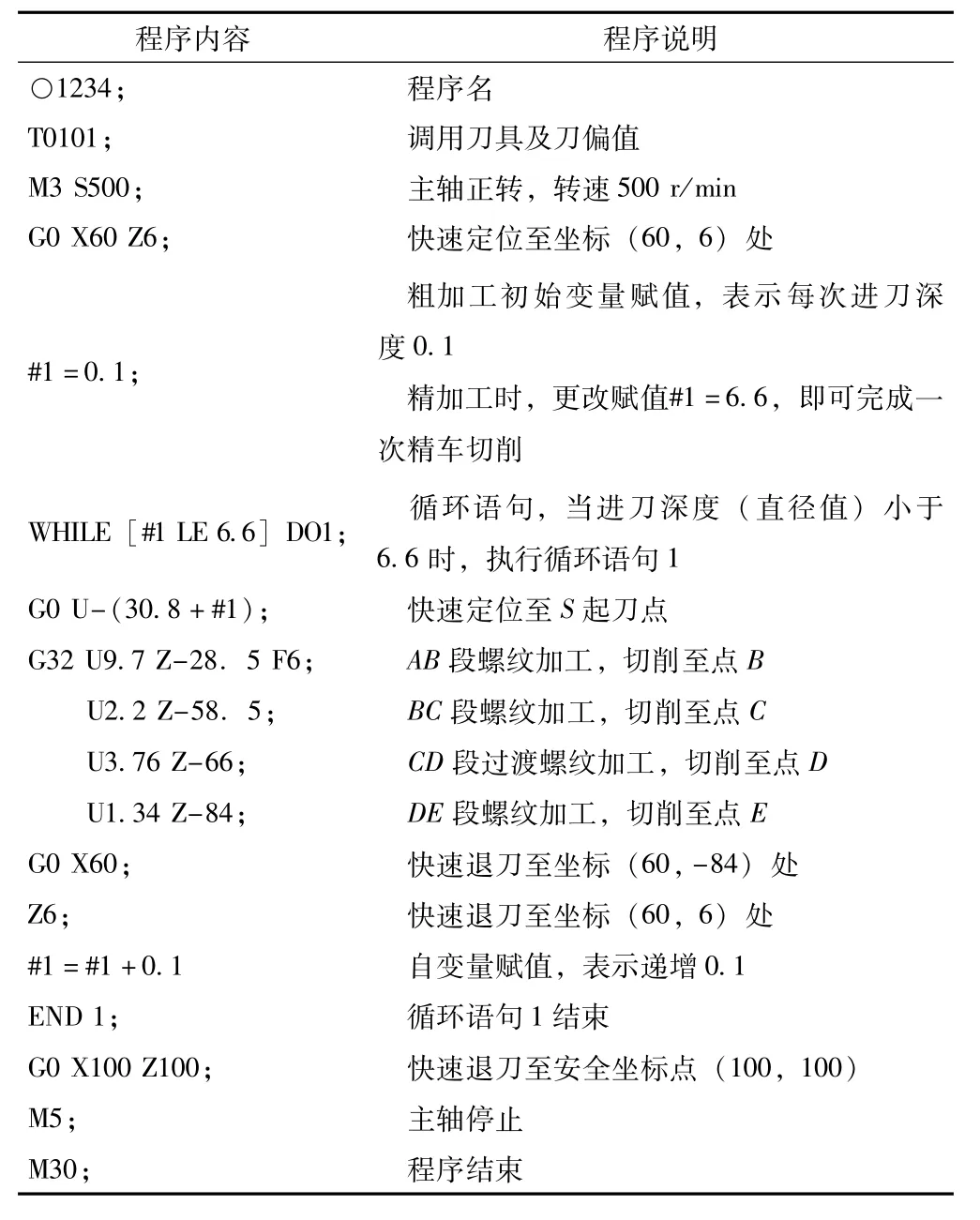
表2 種植體階梯螺紋的加工程序
4 結束語
本文是基于深入剖析階梯柱狀螺紋的結構特征、充分熟悉數控系統性能特點,從研究加工技術層面進行深入實踐的經驗總結。文中采用的大螺距螺紋切削進刀方法為直進法,由于采用宏程序編程的方法,每次進刀深度為0.05 mm,加工時的切削力較小,刀具強度完全能夠承受,故直進刀法適用。如果要提升加工效率,可增大螺紋加工的每次進刀深度,但切削力就會成指數倍增加,此時就要相應地改變螺紋進刀方法,采用斜進法、分層進刀法[8]等,以減少切削力,保證安全生產。實踐證明,利用經濟型數控車床980TDc 數控系統,完全能夠加工出符合質量要求的種植體模型的階梯柱狀螺紋,方法科學有效。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
電信科學(2016年10期)2016-11-23 05:11:56
新聞傳播(2015年10期)2015-07-18 11:05:40
