復合濾棒中心線膠間斷式上膠系統的設計及應用
2020-08-27 06:55:40傅靖剛葉惠民張建超
煙草科技 2020年8期
徐 嵐,傅靖剛,陳 靜,葉惠民,張 源,張建超
1. 上海白玉蘭煙草材料有限公司,上海市張江路1406 弄49 號 201210
2. 上海煙草集團有限責任公司技術中心,上海市長陽路717 號 200082
為滿足不同消費群體對卷煙降焦減害、增香補潤、新穎獨特等功能性和外觀差異化產品的需求,近年來開發不同規格的復合濾棒產品已成為國內外卷煙企業的研究重點。多元復合濾棒通常含有2~5 種材質基棒,經復合濾棒成型機組卷接成型后用于卷煙生產[1]。目前煙草行業應用較多的是二元、三元復合濾棒,例如活性炭復合濾棒[2]、異形空芯復合濾棒[3]、增香保潤復合濾棒[4]、空腔填料復合濾棒[5]等,但對濾棒成型技術的研究多以普通濾棒為主,針對復合濾棒成型機組搭口膠或者中心線膠施加工藝的研究報道較少。其中,黃秋婷等[6]通過實驗設計,建立復合濾棒搭口膠噴膠嘴口徑與上膠寬度的回歸模型,確定最佳搭口膠的噴膠嘴口徑值,提高設備效率,降低廢品率。倪敏[7]利用FRA3 成型機采用冷、熱兩條搭口膠線并施的方法,改善了普通濾棒搭口膠的粘接效果。目前濾棒成型機組的中心線膠施加方式主要有兩種,一種是自流式施加[8],另一種是齒輪泵式施加[9],這些施膠工藝均會在復合濾棒成型紙上形成1~2 條連續的膠水線,用于粘接成型紙和復合濾棒基棒,防止基棒偏移和脫落[10],但是這種中心線膠施加技術無法在復合濾棒的特殊位置實現間斷式施膠。隨著高速電磁閥技術的發展與成熟,其開關速度可以達到毫秒級,具有數十億次的使用壽命[11]。其中,陳元利等[12]采用該技術對GDX1 包裝機組上膠裝置進行優化改進,保證了條盒上膠點的穩定和均勻,減少了乳膠損耗,降低了配件損耗和設備故障率。但高速電磁閥上膠裝置在復合濾棒成型機組上的應用則鮮見報道。為此,利用高速電磁閥技術設計了一種復合濾棒中心線膠間斷式上膠系統,以期滿足特種復合濾棒成型機組的生產需求,提高復合濾棒質量。
1 問題分析
1.1 含空腔多元復合濾棒間斷上膠需求
具有空腔結構的多元復合濾棒,例如空腔填料濾棒[5]和凹穴復合濾棒[13]等,對中心線膠的施加位置有特殊需求,即中心線膠在復合濾棒空腔位置不能噴涂膠水,以防止膠水粘連填料或影響濾嘴外觀。如圖1 所示,含空腔的三元復合濾棒的B 段為空腔,A、C 段為長度不等的基棒,現有中心線膠施加技術會形成連續的膠線,容易使卷煙濾嘴空腔內的添加物粘附于成型紙表面,影響卷煙質量。如圖2 所示,含空腔的二元復合濾棒的B段為空腔,A 段為基棒,復合濾棒的空腔結構會出現在卷煙濾嘴的近嘴端形成凹穴結構,空腔內若殘留有中心線膠則會影響消費者的抽吸體驗。為實現復合濾棒中心線膠施加位置的精確控制,需要開發一種中心線膠間斷式上膠系統。
1.2 間斷式上膠響應時間設計
根據不同含空腔的多元復合濾棒結構,按區域控制電磁閥啟停時間是設計間斷式上膠系統的關鍵。如圖3 所示,復合濾棒基棒段及空腔段的長度L1、L2和M1、M2為固定參數,由復合濾棒成型機組速度V,可以得到施膠區域時間t1和t2,禁止施膠區域時間k1和k2,計算公式分別為:

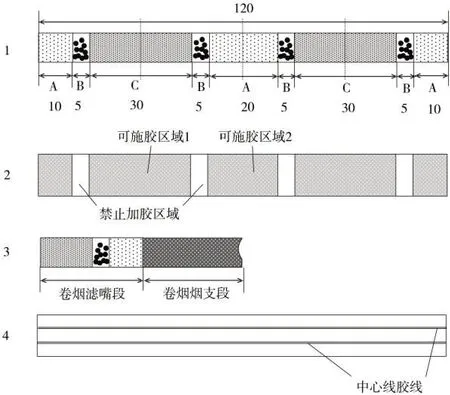
圖1 含空腔三元復合濾棒結構及上膠區域示意圖Fig.1 Schematic diagram of structure and gluing area of triple combined cavity filter rod
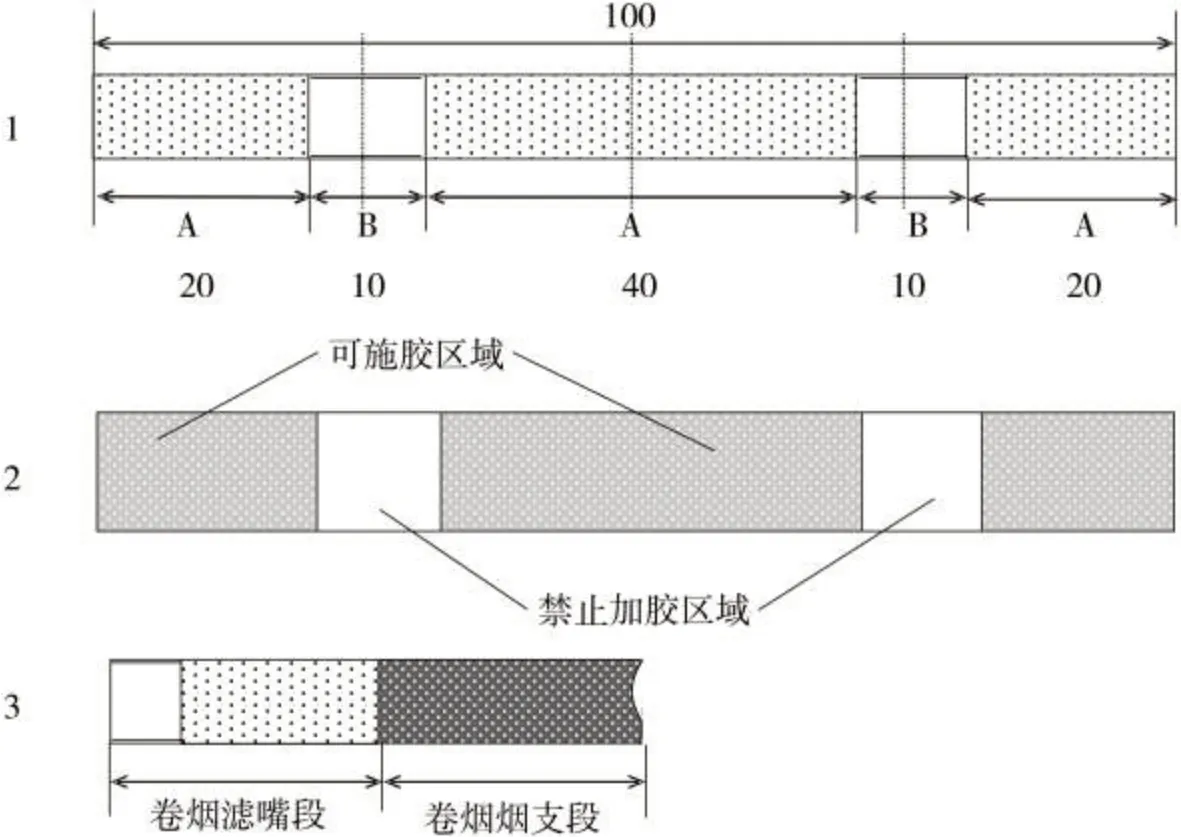
圖2 含空腔二元復合濾棒結構及上膠區域示意圖Fig.2 Schematic diagram of structure and gluing area of dual combined cavity filter rod
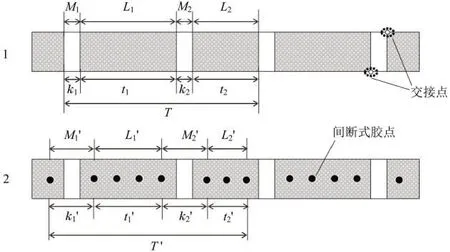
圖3 含空腔三元復合濾棒間斷式點膠施加示意圖Fig.3 Schematic diagram of periodic glue application in triple combined cavity filter rod

則施膠周期T 為:

式(1)~式(5)中:L1、L2分別為復合濾棒基棒長度,mm;M1、M2分別為復合濾棒空腔段長度,mm;V 為復合濾棒成型機組生產速度,m/min;t1、t2為施膠區域時長,ms;k1、k2為禁止施膠區域時長,ms;T 為施膠周期,ms。
中心線膠在噴出后會在濾棒成型紙表面形成直徑1~2 mm 的膠點,較大的膠點可增加成型紙與濾棒間接觸面積,提高黏結強度,但膠點過大有可能會引起膠水溢出、疊加等問題。為防止膠水從基棒邊界溢出到空腔位置,復合濾棒的實際施膠長度與理論長度會有所差別,設計的膠點位置距離空腔交接點應保留3~5 mm(圖3)。在施膠段L1,電磁閥接收上膠系統控制器的脈沖信號,膠槍開關以一定的脈沖周期完成打開或關閉動作[14];隨后進入禁止施膠段M2,電磁閥無脈沖電流通過,膠槍處于關閉狀態;進入施膠段L2時,膠槍開關以新的脈沖周期完成打開和關閉動作,進而實現間斷式點膠施加。如此往復,電磁閥的開關頻率跟隨復合濾棒結構及成型機組速度進行脈沖控制調整。同樣的控制過程也適用于含空腔結構的二元復合濾棒,見圖4。
以圖1 和圖3 中的三元空腔復合濾棒施膠為例,L1段施加4 個膠點,膠點距離空腔段邊界可選長度3~7.5 mm;L2段施加3 個膠點,膠點距離空腔邊界可選長度3~5 mm。在機組速度為200 m/min 時,根據式(1)~式(4),可得到基棒段L1和L2電磁閥開關間隔,見表1。通過在控制器的觸摸屏上調整基棒段的膠點個數、間距、距離交接點長度等參數,即可實現不同規格含空腔多元復合濾棒產品的切換。
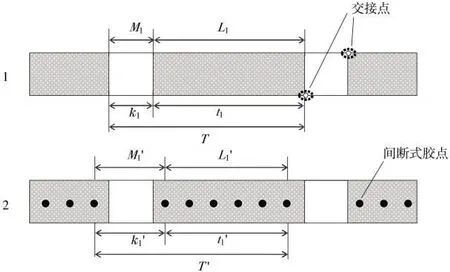
圖4 含空腔二元復合濾棒間斷式點膠施加示意圖Fig.4 Schematic diagram of periodic glue application in dual combined cavity filter rod
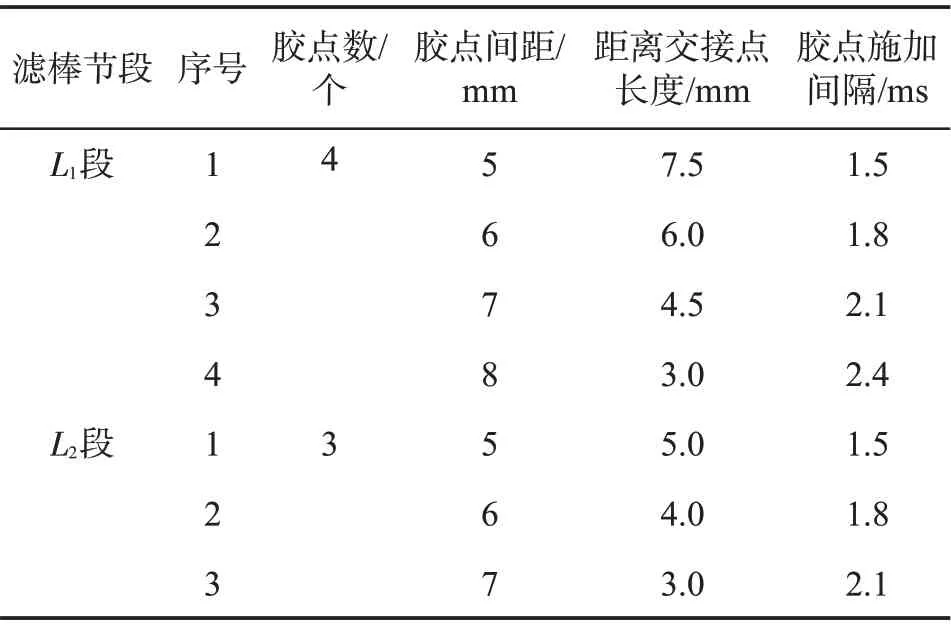
表1 不同膠點數量與施膠參數對應值Tab.1 Corresponding glue application parameters for different numbers of glue spots
2 間斷式上膠系統設計
2.1 結構設計
復合濾棒中心線膠間斷式上膠系統主要由膠槍1、施膠控制器及觸摸屏2、膠水存儲施加桶3、傳感器信號轉換單元5 和復合濾棒成型控制面板6 等部分組成,見圖5。成型紙4 經過若干張力輥8 穩定紙張張力并調節路徑;傳感器信號轉換單元5 將濾棒成型機組速度和復合濾棒結構參數轉換成電信號輸入至施膠控制器2;膠槍1 中的膠水由膠水儲存桶3 進行膠壓調控,保證膠水噴灑時所需的壓力和流量,膠槍1 由施膠控制器2 輸出特定脈沖信號實現電磁閥開關控制,當成型紙4 經過膠槍1 時,按設計要求進行間斷式上膠;上膠結束的空腔復合濾棒經成型機組的煙槍包合,在濾棒分切裝盒器9 處完成復合濾棒的制作成型。
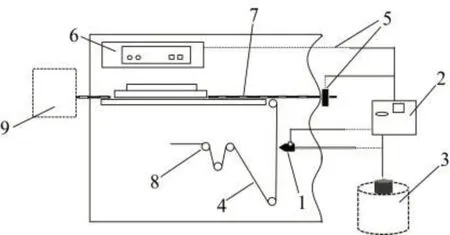
圖5 間斷式上膠系統結構圖Fig.5 Structure of periodic internal glue-line application system
2.2 工作原理
膠槍開關由電磁閥控制,電磁閥打開時膠水噴出,關閉則停止施膠。電磁閥開關一次,可在成型紙上設定位置形成一個中心線膠點。在可施膠區域電磁閥會進行若干次開關動作,在禁止加膠區域電磁閥保持閉合,形成無膠區。電磁閥由控制器輸出指令,并根據復合濾棒結構、機組速度等參數進行調整。
由圖6 可見,在間斷式上膠過程中,首先對復合濾棒成型機組工作參數進行信號轉換讀取,通過安裝在機組主電機上的編碼器獲取生產速度信號,由光電傳感器讀取成型機組復合過程中濾棒基棒組合結構的位置信號,計算和控制電磁閥開關位置和頻率;信號分析處理過程是上膠系統的核心,通過分析采集的數據進行膠水輸送和施加控制,保證輸出的膠水在膠槍處壓力穩定,實現膠水均勻噴灑;膠水控制部分為膠槍提供額定的膠水壓力(一般為2.5~3.0 MPa),使涂膠量與機組速度相匹配[11];根據復合濾棒實際規格,在施膠控制器觸摸屏上設置噴膠點起始和終點位置、膠點間距等參數,通過控制電磁閥開關,膠槍按設定周期在特定位置進行點膠施加。
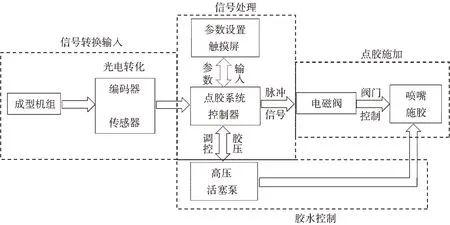
圖6 間斷式點膠施加工作原理圖Fig.6 Working principle of periodic glue application
2.3 電氣控制系統
2.3.1 膠水控制
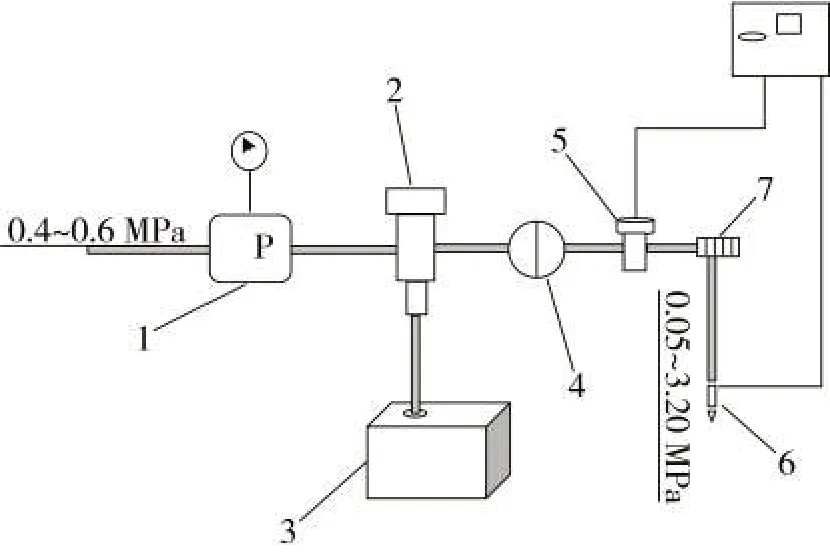
圖7 膠水控制器結構圖Fig.7 Schematic diagram of structure of glue controller
膠槍施膠時管道內需要保持穩定的膠水壓力,才能使膠水快速、準確地噴涂到成型紙上。膠水控制裝置選用的是6/5V1 膠水控制器(東莞市耀天電氣科技有限公司),結構見圖7。其中,氣壓調節閥1 保證足量穩定的無水無油空氣進入活塞泵2;安裝在活塞泵2 出口位置的膠水過濾器4 可以精確過濾出膠水中的雜質,避免微小顆粒物進入軟管和膠槍6 內;調壓泵5 與點膠控制器連接,對膠壓進行自動調整;膠水分流閥7 提供了4 路膠水閥門,可單獨開啟或關閉,方便清洗噴槍;根據機組速度的變化,輸出的膠壓P0為1.0~3.5 MPa,當管道內實際膠壓P<所需膠壓P0時,調壓泵5 開始工作,直至P≥P0,膠壓控制過程見圖8;膠槍6采用DLK18 電磁噴槍(意大利ZATOR 噴膠設備公司),其與膠水管道、點膠控制器連接,膠槍上有膠量調節旋鈕,最大膠水黏度為2 500 mPa·s,膠槍噴嘴直徑根據濾棒規格可在0.2~0.6 mm 范圍內調整,最大膠壓3.0 MPa,最大響應速度1.2 ms。
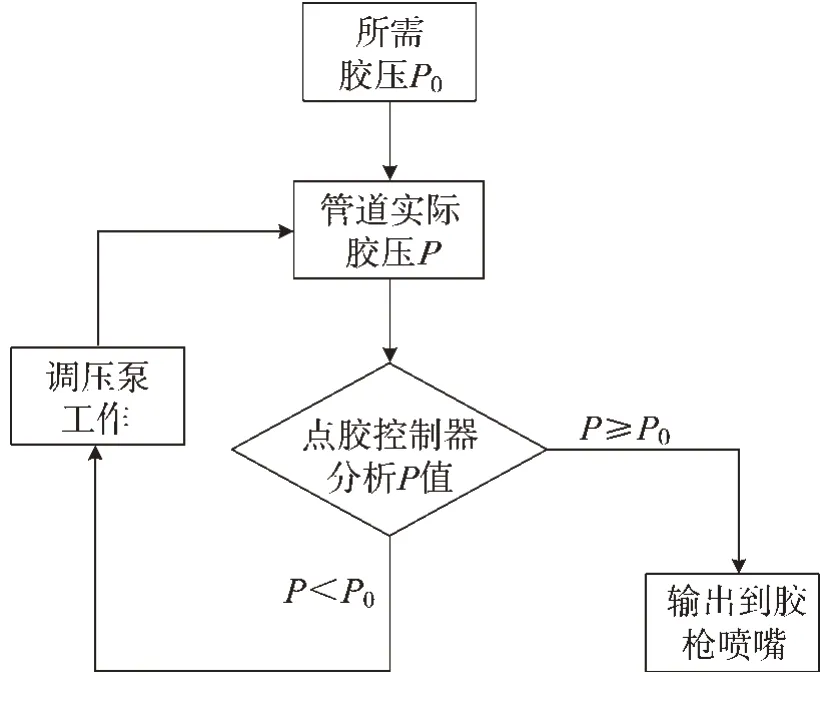
圖8 膠壓控制過程流程圖Fig.8 Flowchart of glue pressure control process
2.3.2 信號處理控制
信號處理及控制裝置選用的是CSM-CT 點膠控制器(東莞市耀天電氣科技有限公司)。該控制器采用了DSP(Digital Signal Processor)高速運算與FPGA(Field Programmable Gate Array)驅動控制技術,可實時追蹤控制膠水施加,保證噴膠位置的準確性;在不停機的情況下,可通過觸摸屏進行膠點大小和位置調節,實現膠槍膠點的噴射編程,最多支持8 支膠槍進行獨立施膠。此外,EN5810 光電檢測感應器(上海中臣煙草機械配件有限責任公司)負責采集復合濾棒觸發信號及濾棒位移,S-1024 增量型旋轉編碼器(上海中臣煙草機械配件有限責任公司)通過轉動信號讀取復合濾棒成型機組生產速度,并回傳到點膠控制器處理。
3 應用效果
3.1 試驗設計
材料:二醋酸纖維濾棒,規格φ7.6 mm×120 mm(上海白玉蘭煙草材料有限公司);濾棒成型紙,規格80 g/m2×27 mm×1 500 m(牡丹江恒豐紙業股份有限公司);中心線膠水,型號170101001A-100,10 kg/桶(汕頭市利潮實業有限公司)。
設備:安裝有間斷式上膠系統的復合濾棒成型機組(以KDF2 為基礎,由上海中臣煙草機械配件有限責任公司改造),生產速度200 m/min。
方法:①利用復合濾棒成型機組生產規格A為φ7.8×120 mm,結構為10 mm(醋棒)+5 mm(空腔)+15 mm(醋棒)的復合濾棒;生產規格B 為φ7.8×120 mm,結構為20 mm(醋棒)+5 mm(凹穴)的復合濾棒。②膠點數量及間距設置見表2。針對規格A,起始點位6 mm,在6~24 mm、39~51 mm、66~84 mm、99~111 mm 區間每隔6 mm噴涂一個膠點;針對規格B,起始點位5 mm,在5~35 mm 區間每隔6 mm 噴涂一個膠點。③在成型機組運行穩定后啟動間斷式上膠系統,每種規格復合濾棒生產2 萬支。④按照行業標準[15]要求,對施加間斷式點膠的成品復合濾棒每種規格隨機取樣1 000 支,共計2 000 支,分別進行膠點缺失、偏移檢測以及復合濾棒空腔位置檢測,統計空腔位置區域的膠水殘留情況。
3.2 數據分析
由表3 可見,間斷式上膠系統在機組速度200 m/min 生產過程中運行穩定,未出現膠點缺失情況,膠點偏移距離控制在2 mm 范圍內;施加在濾棒上的膠水邊界清晰無重疊、形狀穩定且呈圓形(直徑約1.5 mm);在復合濾棒的空腔位置無多余膠點出現,也無膠水殘留痕跡。
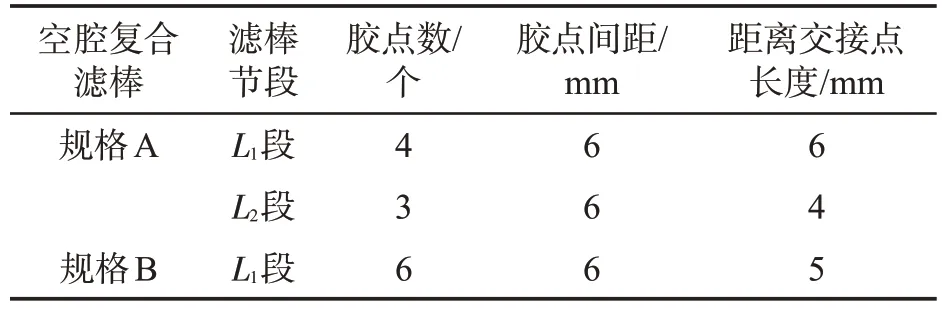
表2 膠點數量及間距Tab.2 Number and space of glue spots

表3 采用間斷式上膠系統后復合濾棒生產測試數據Tab.3 Test data of combined filter rod production after adopting periodic internal glue-line application system
4 結論
在現有復合濾棒成型機組上,利用高速電磁閥技術實現了含空腔結構復合濾棒中心線膠的間斷式施加,施膠過程穩定可靠,控制精度高,無需對復合濾棒成型設備進行較大改造即可實現不同濾棒規格的快速匹配和應用。以KDF2 濾棒成型機組為對象進行對比測試,結果表明:間斷式上膠系統在200 m/min 生產速度下運行穩定,生產的二元和三元空腔復合濾棒在空腔位置區域未出現膠點和膠水殘留痕跡;在施膠區域,濾棒膠點數量無缺失或增加,膠點偏移距離控制在2 mm 內,膠水邊界清晰無重疊,有效滿足了含空腔結構復合濾棒對中心線膠間斷式施膠的需求。
