五等量塊快速測量方法
2020-08-31 12:36:36濰柴動力股份有限公司
上海計量測試
2020年4期
/ 濰柴動力股份有限公司
0 引言
目前,量塊測量通常采用接觸式干涉儀、立式光學計等光學儀器和相同標稱長度的標準量塊比較測量方法。因光學儀器量程范圍小,只能和相同標稱長度的標準量塊比較測量[1],且因人工記錄、數據計算,導致測量時間長,效率低。再者傳統光學儀器設備智能化程度低,需要檢測人員瞄線、估讀,人為誤差引入較多,隨著對效率、準確度要求的提高,迫切需要引入全自動測量系統[2][3][4]。
在保證準確性的前提下,為提高檢測效率,本文通過量塊比較儀實現了不同標稱長度量塊比較測量的方法,此方法相比相同標稱長度量塊比較測量方法,效率提升50%以上。
1 測量項目
量塊作為一種端面長度標準,量塊的中心長度及長度變動量是判定量塊等級的重要指標,其中中心長度是指兩個測量面中心之間的距離,測量面根據標稱長度的不同而改變,如標稱長度小于5.5mm的量塊,標稱長度刻印的一面為上測量面,與其相背的為下測量面(如圖1);而標稱長度大于5.5mm的量塊,標稱長度刻印的一面為側面,其左邊一面為上測量面,右邊一面為下測量面(如圖2)。
2 測量方法
2.1 測量程序
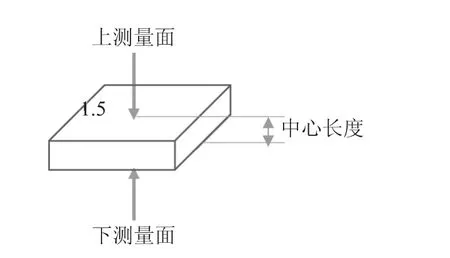
圖1 標稱長度小于5.5mm的量塊
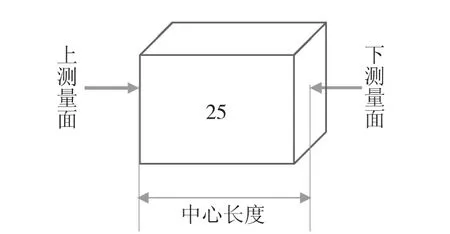
圖2 標稱長度大于5.5mm的量塊
清洗標準量塊和被測量塊,在(20±1)℃充分恒溫24h后,分別放在量塊比較儀的量塊定位裝置中,量塊定位裝置如圖3所示,并將溫度補償裝置貼在量塊的表面,來回撥動幾次量塊定位裝置,確保標準量塊、被測量塊和帶筋工作臺充分研合。……
登錄APP查看全文
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
甘肅教育(2020年14期)2020-09-11 07:57:42
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
專用汽車(2016年4期)2016-03-01 04:13:43
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32
體育師友(2011年2期)2011-03-20 15:29:29
