基于PLC機械手控制系統的硬件分析
2020-08-31 05:41:24覃宇
機電信息 2020年17期
摘要:PLC機械手控制系統是一種參照人手和臂的某些功能性動作,采用PLC控制操作程序設計而成的自動機械裝置,可代替人手進行抓取、搬運物件等操作,從而實現生產的自動化、智能化。要保證PLC機械手控制系統的順利、高效運行,就必須全面做好其硬件、軟件設計。現主要闡述了PLC機械手控制系統的概念及組成,分析了基于PLC機械手控制系統的硬件設計方法及動作實現流程。
關鍵詞:PLC;機械手控制系統;硬件設計
0 引言
PLC機械手控制系統是一種采用可編程序控制器PLC設計的控制系統,該系統主要依靠傳感器接收機械手反饋的信息,并自動將信息傳輸給機械手,讓機械手的驅動系統和執行機構完成相應的驅動和控制操作,從而能自由控制機械手的轉向。將該系統用于工業生產過程中,不僅能減輕勞動者的勞動強度,還能全面提升生產效率和生產質量,PLC機械手控制系統能夠實現上述功能的基礎條件是技術人員能夠參照人手和臂的某些功能性動作,對該系統的自動機械裝置進行設計,因此,有必要了解該系統的組成和硬件設計方法。本文主要論述了基于PLC機械手控制系統的相關硬件分析問題[1]。
1 PLC機械手控制系統的概念及組成
PLC機械手控制系統指的是將PLC控制技術引入到自動控制領域中制成的機械手,利用該機械手不僅能代替人在各種惡劣的條件下工作,還能全面提升生產過程的自動化水平,從而提高生產效率和生產質量。該系統主要由傳感器、執行器、控制系統、驅動模塊等部件組成。其中,傳感器能將機械手的位置反饋給控制系統,有助于控制系統明確機械手位置,控制機械手完成各項活動;驅動模塊是PLC機械手控制系統最重要的組成部分之一,也是該系統的主要動力來源,能驅動執行結構完成相應操作。
2 基于PLC機械手控制系統的硬件設計及動作實現
2.1? ? PLC機械手控制系統的硬件設計
PLC機械手控制系統主要由硬件和軟件兩部分組成,本文主要探討該系統的硬件組成。PLC機械手控制系統主要依靠直流無刷電機和異步電機實現硬件控制。(1)直流無刷電機,具有重量輕、體積小、響應快、出力大、速度快、慣量小、力矩穩定、轉動平滑、運行溫度低、壽命長、適用范圍廣等特點,可帶動360°的轉盤機構回旋,不僅能控制復雜的轉盤機構,還能較為容易地實現智能化控制,還具有靈活的電子換相方式,可實現正弦波換相或方波換相等。(2)異步電機,是一種可將脈沖信號轉換成角位移或線位移的電機,因此它的啟動需要脈沖信號的支持,在設計過程中需要給異步電機加不同的方向信號以及啟動時給其加一個脈沖輸入信號,才能促進電機順利開展相關控制動作,改變機械手的轉向。在控制過程中,異步電機主要通過兩個繼電器之間的吸合與斷開,對機械手基座、氣夾的正/反轉動方向進行控制,以實現機械手的前伸、后縮、上升、下降等動作。在異步電機運行過程中,電機轉速可通過改變輸入脈沖的頻率來控制,電機轉動方向可通過改變輸入脈沖順序來控制,如改變電機繞組通電相序,可使電機向反方向轉動[2]。
2.2? ? 系統動作實現
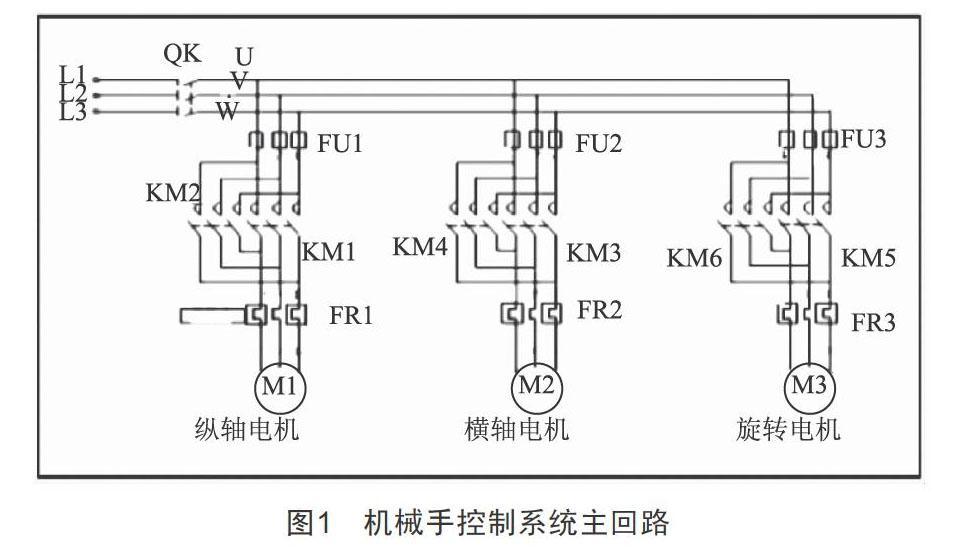
PLC機械手控制系統主要是通過縱軸電機M1、橫軸電機M2、旋轉電機M3等3臺異步電機進行驅動控制來實現全部動作,如底座的正旋或底座的反旋動作,橫軸的前伸或橫軸的后縮動作,縱軸的上升或縱軸的下降動作等。當電機通電后,電磁閥便會對機械手的手爪動作進行控制。下面詳細介紹該系統的動作實現路徑。
2.2.1? ? 開機復位
接通3臺異步電機電源,將開關QK合上,按下啟動按鈕便可開機復位,若開機后發現機械手不在原點,則需采用PLC控制系統進行相關調整和控制操作,并閉合橫軸KM4接觸器,使橫軸三相異步電機的KM4線圈通電,以促進橫軸后縮和橫軸電機M2反轉,然后PLC控制系統閉合縱軸KM4接觸器,使縱軸三相異步電機的KM1線圈通電,以促進縱軸上升和縱軸電機M1正轉,待其上升至上限位開關位置后,便會停止上升,再逐漸回歸原點。
2.2.2? ? PLC機械手控制系統控制動作
當完成上述開機復位操作后,第一步:采用PLC控制系統閉合橫軸KM3接觸器,使橫軸三相異步電機的KM3線圈通電,以促進橫軸電機M2正轉,讓機械手執行前伸動作,直至碰到前伸限位開關位置便可停止前伸。
第二步:采用PLC控制系統閉合縱軸KM2接觸器,使縱軸三相異步電機的KM2線圈通電,以促進縱軸電機M2正轉,讓機械手執行下降動作,直至碰到下降限位開關位置便可停止下降。
第三步:打開電磁閥開關,使其通電,讓機械手手爪夾緊,夾緊后采用PLC控制系統閉合縱軸KM1接觸器,使縱軸三相異步電機的KM1線圈通電,以促進縱軸電機M1正轉,讓機械手執行上升動作,直至碰到前伸限位開關位置便可停止上升[3]。
第四步:采用PLC控制系統閉合KM5接觸器,使旋轉三相異步電機KM5通電,以促進旋轉電動機M3正轉,讓機械手底盤執行正旋動作,直至碰到正轉限位開關位置便可停止正轉。
第五步:采用PLC控制系統閉合KM2接觸器,使縱軸三相異步電機的KM2線圈通電,以促進縱軸電機M1反轉,讓機械手執行縱軸下降動作,直至碰到下降限位開關位置便可停止下降。然后,關掉電磁閥開關,使其斷電,使機械手手爪放松。
第六步:采用PLC控制系統閉合KM1接觸器,使縱軸三相異步電機KM1線圈通電,以促進縱軸電機M1正轉,讓機械手執行縱軸上升動作,直至碰到上升限位開關位置便可停止上升。
第七步:采用PLC控制系統閉合KM4接觸器,使得橫軸三相異步電機KM4線圈通電,以促進橫軸電機M2反轉,讓機械手執行橫軸后縮動作,直至碰到后縮限位開關位置便可停止后縮。
第八步:采用PLC控制系統閉合KM6接觸器,使旋轉三相異步電機KM6通電,以促進旋轉電動機M3反轉,讓機械手執行反轉動作,直至碰到反轉限位開關位置便可停止反轉,回到原點。至此,機械手完成一個周期的控制動作,其控制系統主回路如圖1所示。
3 結語
隨著我國自動化和智能化控制技術的快速發展,PLC機械手控制系統在我國生產領域的應用范圍日益擴大,該系統主要采用性價比高的可編程序控制器PLC對控制系統進行設計,使得機械手能夠全方位和自由靈活地抓取空間中的各種物體,有助于實現生產自動化,提高生產效率和生產質量。然而,要保證PLC機械手控制系統的正常運行,需要技術人員掌握扎實的控制系統硬件和軟件設計方法,使機械手能按照特定的程序開展自動化操作。
[參考文獻]
[1] 謝智英,焦承東.基于PLC的機械手控制設計[J].科技風,2020(11):17.
[2] 楊艷霞.基于PLC機械手控制系統的硬件分析[J].電子測試,2020(2):31-32.
[3] 李江濤.機械手智能物料搬運裝置及其控制系統的設計[J].機電信息,2020(2):119-120.
收稿日期:2020-06-09
作者簡介:覃宇(1992—),男,湖南張家界人,助理工程師,研究方向:嵌入式硬件。
