AG螺紋中徑的分析及測量要素研究
2020-09-01 06:42:04楊引鋒陶保平翟婷婷
世界有色金屬 2020年11期
關鍵詞:測量
楊引鋒,陶保平,翟婷婷,王 斐,劉 娜
(中國航發西安動力控制科技有限公司,陜西 西安 710077)
AG螺紋是過盈螺紋的一種,是采用中徑過盈方法進行牢固連接的螺紋,采用了與普通螺紋相同的基本牙型,并從普通螺紋的直徑與螺距系列中選取了部分尺寸作為過盈螺紋的尺寸,部分要素有所區別,尤其是過盈螺紋精度的要求和配合要求及對于螺紋裝配的要求更有特色。過盈螺紋利用其中徑的過盈量將外螺紋牢固的固定在螺孔之中。該形式的螺紋被廣泛應用在航空、航天等行業[1]。文章對AG螺紋的中徑進行了理解性分析以及影響螺紋中徑的因素進行了研究,對于加工過程中控制螺紋合格性有很大的指導意義。
1 AG螺紋中徑有關概念的理解及影響因素
中徑的定義:一個假想圓柱的直徑,該圓柱的母線通過牙型上溝槽和突起寬度相等的地方,該假想圓柱稱為中徑圓柱。圖1:
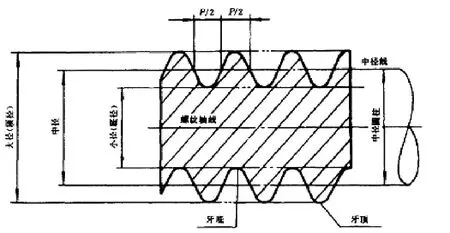
圖1 型面圖
1.1 單一中徑
實際螺紋中一個假象圓柱的直徑,該圓柱母線通過牙型上溝槽寬度等于L/2基本螺距的地方。由于單一中徑只限槽寬等于基本螺距的一半,所以當螺紋存在螺距誤差時,單一中徑處的牙厚不等于基本螺距的一半[2]。

圖2 單一中徑示圖
1.2 實際中徑
實際螺紋具有的中徑。是一個假象圓柱的直徑,此圓柱的母線穿過牙型,使槽寬和牙厚相等。這也是一般出現的“螺紋中徑”的定義。由于實際螺紋存在誤差(主要是螺距誤差和中徑本身的誤差),實際中徑圓柱母線穿過牙型的槽寬和牙厚不等于基本螺距的一半。當有螺距增大誤差(正誤差)時,實際中徑的槽寬和牙厚將大于基本螺距的一半;當有螺距減小誤差(負誤差)時,其實際中徑的槽寬和牙厚將小于基本螺距的一半。
1.3 作用中徑
作用中徑是指在規定的旋合長度內,恰好包容實際螺紋的一個假象螺紋的中徑。這是在螺距誤差、牙型半角誤差綜合影響下形成的實際中徑,是螺紋旋合時起作用的中徑。

圖3 作用中徑示圖
1.4 AG螺紋中徑誤差的影響因素
影響AG螺紋裝配的主要因素是中徑誤差、螺距誤差和牙型半角誤差。由于作為主要配合尺寸的中徑公差是按照圓柱配合時直徑公差來考慮的,它包括了螺距和牙型角所引起的形狀誤差,因此,中徑、螺距和牙型角是相互影響、相互制約的。也就是說,螺距誤差和牙型半角誤差會影響螺紋的旋合性,但是這種影響會以一定數值作為補償值體現在螺紋中徑上,所以螺距誤差和牙型半角誤差是影響螺紋中徑的因素。
2 AG螺紋的測量要素
AG螺紋的測量,首先要進行分組,標準中有規定的分組原則。
2.1 AG螺紋分組原則
HB6545中AG外螺紋在螺紋長度的中部按單一中徑分組,內螺紋按作用中徑分組。
HB243中外螺紋在螺紋長度的中部按作用中徑(考慮螺距和牙型半角誤差的中徑的補償值)分組,不包括鍍層。允許外螺紋在螺紋長度中部按單一中徑(不考慮螺距和牙型半角誤差的中徑的補償值)分組,但必須包括鍍層,內螺紋按航空業螺紋工具標準所規定的分組塞規(即作用中徑)進行。按單一中徑分組,一般采用準確性較高,測試誤差較小的三針分組方法。按作用中徑分組,一般采用分組塞規或環規進行分組,但量規制造困難。梳卡分組測量誤差較大,頁容易損傷鍍層,一般不予采用。對于采用單一中徑分組的,在保證裝配扭矩符合過硬螺紋標準規定的前提下,為了檢測方便、提高效率也可用螺紋分組綜合量規進行分組,但必須保證裝配和制造分組方法一致。
2.2 螺紋中徑的測量
由于我公司螺紋綜合分組儀在設計制造所存在的問題,使對表不穩,測量不準,影響分組,質量難保。所以目前采用的是三針分組測量。
用三針分組測量須按以下方法扣除因螺距和牙型半角誤差的中徑補償值。
由三角形幾何關系可知:ft=1.732△t、fα/2=0.364△α/2、d2′=d2-ft-fα/2、M=d2+3d-0.866t
其中:d2:標準中規定的中徑即作用中徑;d2′:用三針檢查的中徑;M:用三針檢查時千分尺直接讀數;ft:裝配時由于△t影響需對中徑的補償值;fα/2:裝配時由于△α/2影響需對中徑的補償值;△t:螺距t最大累計誤差;△α/2:牙型半角誤差,指同一牙型兩半角(最大誤差絕對值的平均值);d:三針鋼針直徑;t:螺距。
根據多批投產零件,投影檢查△t、△α/2得出其絕對值的平均數。見下表1、表2:
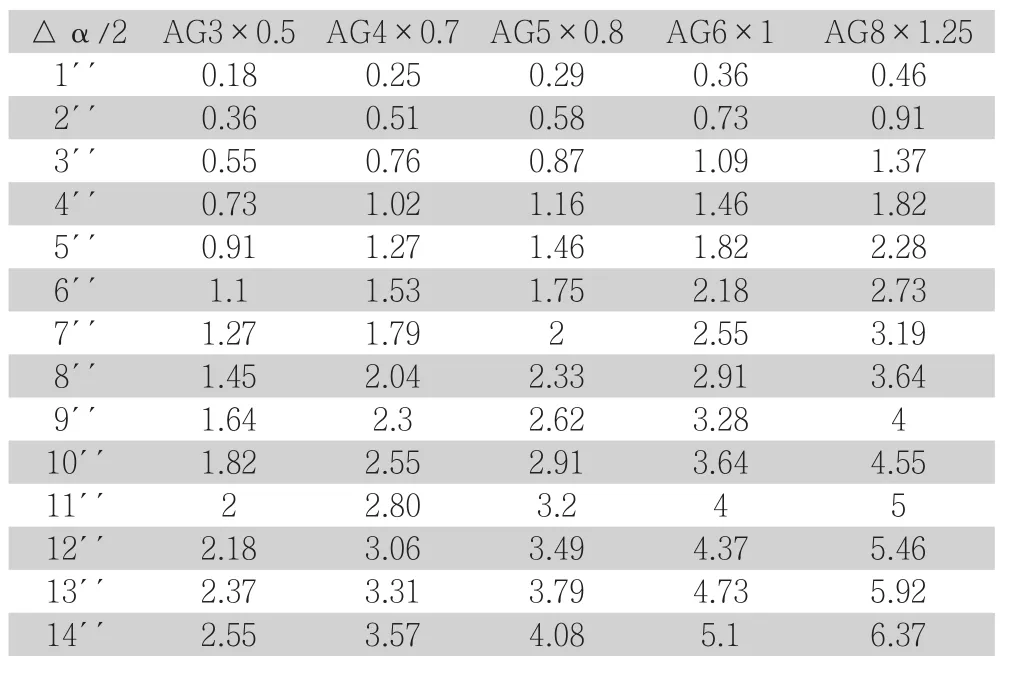
表1 半角誤差△α/2需中徑d2的補償值單位:μm
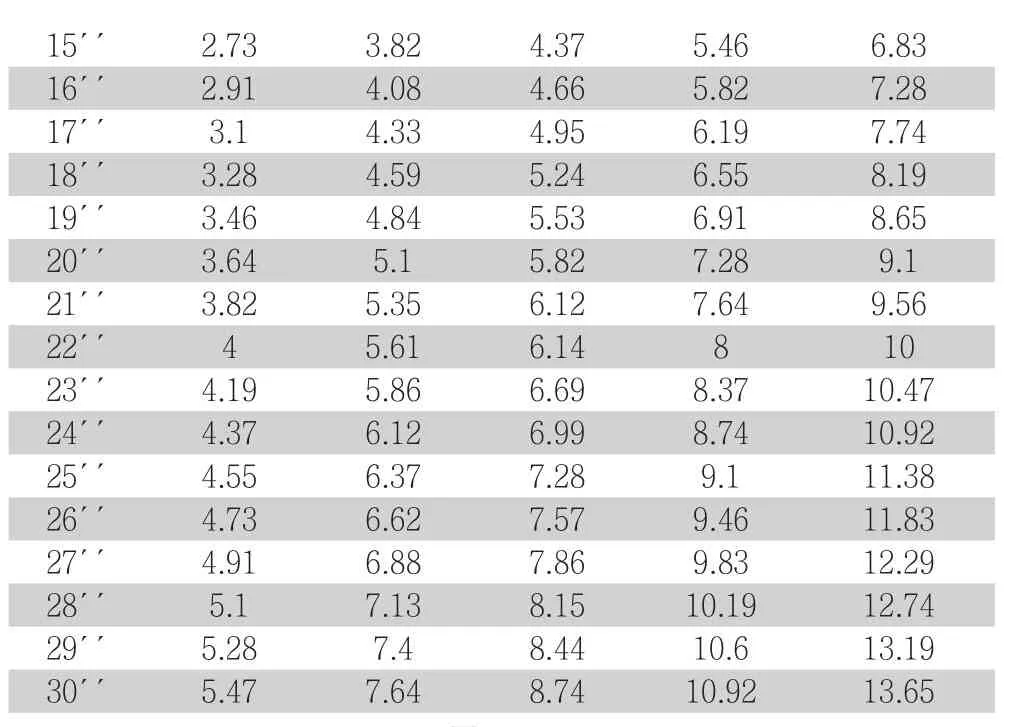
15′′ 2.73 3.82 4.37 5.46 6.8316′′ 2.91 4.08 4.66 5.82 7.2817′′ 3.1 4.33 4.95 6.19 7.7418′′ 3.28 4.59 5.24 6.55 8.1919′′ 3.46 4.84 5.53 6.91 8.6520′′ 3.64 5.1 5.82 7.28 9.121′′ 3.82 5.35 6.12 7.64 9.5622′′ 4 5.61 6.14 8 1023′′ 4.19 5.86 6.69 8.37 10.4724′′ 4.37 6.12 6.99 8.74 10.9225′′ 4.55 6.37 7.28 9.1 11.3826′′ 4.73 6.62 7.57 9.46 11.8327′′ 4.91 6.88 7.86 9.83 12.2928′′ 5.1 7.13 8.15 10.19 12.7429′′ 5.28 7.4 8.44 10.6 13.1930′′ 5.47 7.64 8.74 10.92 13.65
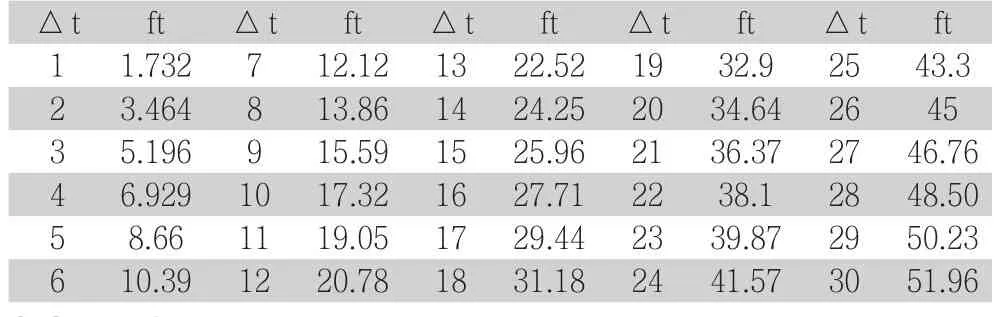
表2 螺距誤差△t需中徑d2補償值ft 單位:μm
2.3 AG螺紋形狀的測量
AG螺紋除了測量中徑尺寸外,還要求中徑不允許有倒錐度。如圖4是加工錯誤示例,當螺紋加工成倒錐時,參與配合的螺紋長度減少,當擰入時由于磨損容易造成裝配扭矩不夠或產生松動,影響裝配質量。倒錐度的具體要求見表3,在生產過程中須對倒錐度進行抽樣檢查。
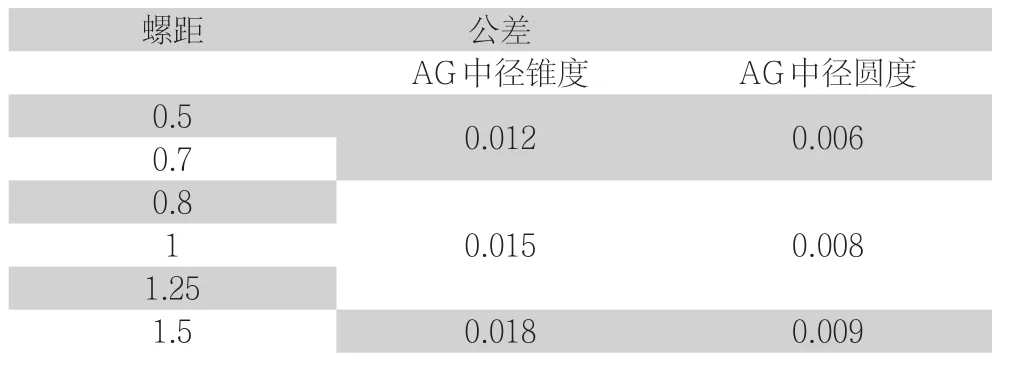
表3 中徑錐度公差和中徑圓度公差
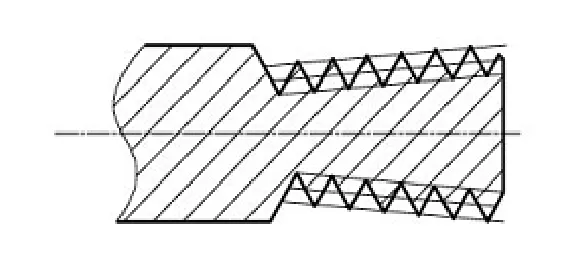
圖4 AG螺紋錯誤示例
除此之外,在生產過程中,還需對螺紋牙底圓弧半徑進行抽樣檢查,對于螺紋中徑及大徑一般進行100%檢查。
3 結語
對AG螺紋中徑的分析及測量要素的研究,主要目的是正確的理解AG螺紋在裝配中起關鍵作用的要素,只有正確的理解裝配要求,才能很好的做好工藝技術工作,時刻正確的指導生產現場,加工好滿足裝配要求的產品,是工藝技術人員永恒的追求。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
