
發動機飛輪加工工藝設計
2020-09-03 03:54:50曾德寧
商品與質量 2020年27期
關鍵詞:工藝
曾德寧
廣西玉林達業機械配件有限公司 廣西玉林 537000
1 飛輪的結構、功能
飛輪設計首先應用工程提高發動機應用配套對飛輪的基本要求。包括適用機型,飛輪因負荷突變而需要穩定轉速的基本參數,如質量、轉動慣量,所需承受的最大轉速,動力輸出和離合器安裝定位孔(面)的要求;安裝起動電機和齒圈的要求。然后根據要求確定飛輪輪緣尺寸。腹板及輪輻過度連接區域結構、尺寸及厚度,輪轂連接定位結構及尺寸。在此還應確定飛輪安裝螺栓的規格和等級,以便飛輪安裝部位的設計。一般飛輪螺栓都采用10.9 級或更高的螺栓。
2 發動機飛輪加工工藝設計
2.1 無冒口鑄造方案的確定
該工藝的優點是工藝成熟,鑄質量穩定,無縮口,縮凹缺陷。缺點是組織部均勻,口附近晶粒粗大,動平衡試驗時需在對面鉆孔。為了獲得組織致密的鑄件,在均衡凝固理論的指導下,最終確定該飛輪采用無冒口的鑄造工藝。
2.2 無冒口方案的設計與實施
該方案實施后,鑄件沒有鎖孔,縮凹缺陷,也沒有氣孔、夾砂等缺陷,很快就投入批量生產。至今效果良好,鑄件質量穩定,綜合廢品率低,動平衡試驗只需鉆一個淺孔或者不需要鉆孔[1]。
3 飛輪的加工工藝及流程
3.1 飛輪主要加工技術要求分析
坯件需經時效處理,噴丸后不得有殘砂。坯件不允許有裂紋、氣孔、砂眼、夾渣、冷隔、疏松等缺陷,不允許有銹蝕。力學性能:σb ≥250MPa(本體);
該零件屬于多孔類盤型零件。平面和孔系都有行位公差要求,該零件的左、右端面精度要求較高,采用粗車—半精車—精車的方法加工到設計要求。
A 平面φ227 的外圓為壓裝齒圈面,因此該圓弧面必須與A基準保持較高的的同軸度和較高的公差,才能和齒圈內孔保證很好的過盈配合而保證飛輪在運轉過程中不會導致齒圈脫落。
A 平面的外圓臺階相對于φ26 的內孔有圓跳動和平面度要求,在后續分析加工方案時應保證該跳動和平面度要求,同時區域還有粗糙度要求,將粗、精加工分開使其達到要求。
B 平面有相對于A 基準有平行度和平面度要求,C 平面有相對于B 基準有平行度要求,均采用粗車——精車的加工方法。
對于φ26、φ60 的孔分別為離合器安裝孔和軸承安裝孔,精度要求高,公差要求嚴格。該孔也應該粗、精加工分開,以達到設計要求,零件如圖1 所示。
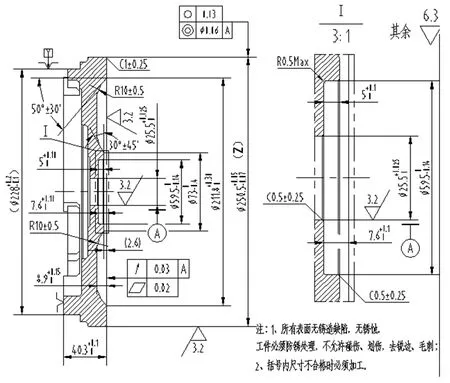
圖1 零件圖
對于螺紋孔系和銷孔系其形位公差也有很高的要求,同時對孔的粗糙度也有要求。3——φ8 的銷孔對基準A 也有位置度得要求,同時6-M8×1.25-6H 深13 螺紋孔和銷孔在同一個圓周上。φ6F7 的銷孔和6-φ10.5 的法蘭孔同一個圓周上,因此鉆加工時為保證位置度要求應該設計工裝時應該有鉆模和鉆模套,可以保證孔與孔之間的位置度關系和減少加工工序,從而達到尺寸要求及減少加工時間提高產量[2]。
3.2 工藝方案分析
擬定工藝方案由于各表面加工方法及粗精基準已基本確定,現按照“先粗后精”、“先主后次”、“先面后孔”、“基準先行”的原則。
3.3 飛輪機械加工工藝路線的制定
(1)毛坯的鑄造。
(2)毛坯的檢驗。括外形尺寸的檢驗,金相、本體化學成分、抗拉強度等的檢測。
(3)粗車端面,大外圓并鉆孔。以右端面φ227 的臺階外圓為基準,加工飛輪的有端面及外圓,并鉆中孔。
(4)粗車端面、外圓、內孔、倒圓并倒角。以粗加工過后左端面φ250.5 的外圓為基準,加工飛輪的右端面及外圓,倒圓并倒角。
(5)精車端面、外圓、鏜孔并倒角。以右端面φ227 的臺階外圓為基準,精加工飛輪的左端面,鏜中心孔并倒角。
(6)車端面、外圓、鏜孔并倒角。以加工過后左端面φ250.5 外圓為基準,精加工飛輪的左端面及外圓。
(7)銑信號齒并去毛刺。
(8)齒圈加熱并壓裝。由于齒圈在壓裝過程中會導致飛輪又輕微變形,所以要留0.5 的余量精車,以保證尺寸要求。
(9)精車摩擦面、端面及內孔。
(10)精車端面、外圓、鏜孔并倒角。
(11)鉆、鉸φ6 法蘭定位銷孔、鉆6-φ10.5 法蘭孔并倒角。
(12)鉆、鉸3-φ8 銷孔,鉆6-φ6.7 螺紋底孔、倒角并攻絲6-M8-6H。
(13)動平衡試驗,由于飛輪在鑄造過程中質量的分布不均勻,不對稱,飛輪轉動時會產生不平衡,不平衡在工作中會產生振動和晃動。動平衡試驗以達到平衡精度要求。動平衡試驗:不平衡量≤15g.cm(Z);在C 面以φ182.8 為中心的圓周上鉆孔修正,孔徑≤φ14、孔深≤5、孔邊距≥20、孔數≤5。
(14)終檢,根據工藝要求,對飛輪的全尺寸進行檢測,尤其的關鍵尺寸和重要尺寸。
4 結語
本文通過對飛輪澆鑄工藝的設計和加工技術要求、工藝方案的分析,有利于提高飛輪的產品質量、工作性能,節約了制造和加工的成本,為企業贏得了時間和效益。熟悉了該行業的行業知識,提高了實際與理論相結合的能力[3]。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
