大厚度高強(qiáng)度鋼E550焊接性能研究
2020-09-05 02:25:32聶加俊張振坤
江蘇船舶 2020年3期
聶加俊 , 張振坤, 于 波
(1.蕪湖造船廠有限公司,安徽 蕪湖 241001;2.揚(yáng)州市新大洋造船有限公司,江蘇 揚(yáng)州 225000)
0 引言
隨著船舶和海洋結(jié)構(gòu)向大型化、輕量化發(fā)展,高強(qiáng)度、高韌性、易焊接、耐腐蝕船用板材的需求不斷增多[1-3],但在焊接過程中,船用高強(qiáng)度鋼板材容易出現(xiàn)裂紋和韌性較低問題。眾所周知,裂紋及韌性與焊接工藝有直接的關(guān)系,正確的工藝措施可以得到滿足要求的焊接接頭,為此,研究適合的焊接工藝對(duì)提高產(chǎn)品質(zhì)量有著重要的意義。本文以80 mm厚的高強(qiáng)度鋼E550板材為研究對(duì)象,通過預(yù)熱溫度、熱循環(huán)、線能量輸出工藝參數(shù)進(jìn)行比較試驗(yàn),結(jié)合接頭力學(xué)性能及焊接接頭的金相組織進(jìn)行分析,確定適合的工藝措施,為接頭質(zhì)量選擇提供保障。
1 試驗(yàn)材料及方法
試驗(yàn)鋼板為80 mm厚E550超高強(qiáng)海工鋼,采用調(diào)質(zhì)工藝生產(chǎn)。該鋼板的化學(xué)成分及力學(xué)性能分別見表1、表2。母材組織為馬氏體回火組織。焊接方法采用船舶企業(yè)常用的氣體保護(hù)焊及埋弧自動(dòng)焊進(jìn)行工藝試驗(yàn)。

表1 高強(qiáng)度鋼E550母材化學(xué)成分

表2 高強(qiáng)度鋼E550母材力學(xué)性能
2 斜Y裂紋敏感試驗(yàn)
斜Y裂紋敏感性試驗(yàn)是一種拘束程度較苛刻的冷裂紋試驗(yàn)方法,用于考核對(duì)接接頭焊接熱影響區(qū)的根部裂紋情況。該試驗(yàn)參考GB 4675.1—1984《斜Y坡口焊接裂紋試驗(yàn)方法》進(jìn)行,采用大西洋CHW-60C氣體保護(hù)焊絲焊接拘束焊縫。
焊后48 h滲透著色檢驗(yàn)表面裂紋,然后通過機(jī)械加工檢驗(yàn)斷面裂紋情況。斷面裂紋取樣位置和檢驗(yàn)面按照GB 4675.1—1984《斜Y坡口焊接裂紋試驗(yàn)方法》進(jìn)行。試樣經(jīng)過研磨拋光后,通過金相顯微鏡放大100倍檢驗(yàn)斷面裂紋。檢驗(yàn)結(jié)果見表3。
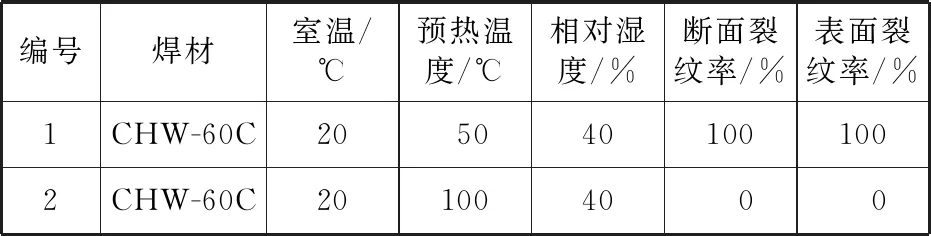
表3 斜Y裂紋敏感性試驗(yàn)結(jié)果
斜Y坡口試驗(yàn)結(jié)果表明:在室溫20 ℃下,預(yù)熱50 ℃,表面裂紋率、斷面裂紋率均為100%;在室溫20 ℃下,預(yù)熱提高到100 ℃,表面裂紋率、斷面裂紋率均為0,表明80 mm厚E550海工鋼在室溫20 ℃焊接,需要焊前預(yù)熱100 ℃以上便可以避免焊接冷裂紋的出現(xiàn)。
從試驗(yàn)結(jié)果發(fā)現(xiàn),對(duì)高強(qiáng)度鋼E550預(yù)熱可以有效地防止裂紋的產(chǎn)生。因此,預(yù)熱溫度可以根據(jù)材料的碳當(dāng)量和厚度進(jìn)行選擇,一般認(rèn)為預(yù)熱溫度為100~150 ℃。
3 焊接熱模擬試驗(yàn)
利用Gleeble2000熱模擬試驗(yàn)機(jī)進(jìn)行焊接過冷奧氏體連續(xù)冷卻轉(zhuǎn)變曲線(CCT曲線)的測(cè)定,設(shè)計(jì)了13種冷卻速率,熱模擬工藝參數(shù)見表4。熱模擬后通過金相觀察得到熱影響區(qū)粗晶區(qū)組織轉(zhuǎn)變與t8/5的關(guān)系。
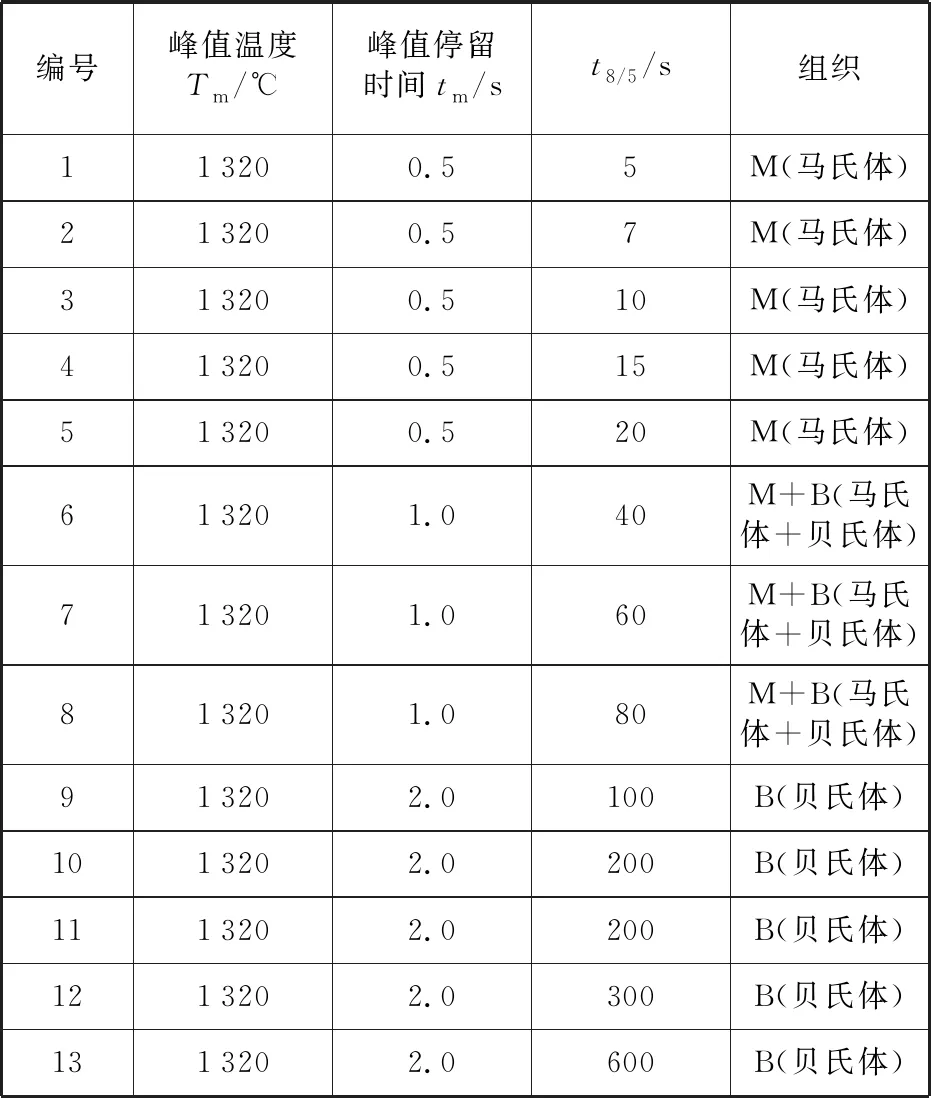
表4 粗晶區(qū)組織與熱模擬工藝參數(shù)的關(guān)系
對(duì)80 mm厚E550海工鋼按照表4的焊接熱循環(huán)進(jìn)行焊接熱模擬,并結(jié)合不同t8/5的金相組織,可確定粗晶區(qū)隨不同焊接熱循環(huán)的組織轉(zhuǎn)變規(guī)律。E550粗晶區(qū)金相組織隨t8/5的變化規(guī)律見圖1。結(jié)合金相結(jié)果及硬度結(jié)果繪制了E550焊接連續(xù)冷卻轉(zhuǎn)變曲線,見圖2。
結(jié)果顯示:粗晶區(qū)的組織隨著t8/5時(shí)間延長,貝氏體含量不斷提高,硬度不斷降低;從開始的全部馬氏體,到馬氏體和貝氏體占一定比例,而且貝氏體含量越來越高,直到全部是貝氏體。同時(shí),由于高溫停留時(shí)間過長,晶粒也逐漸增大,如此接頭性能越來越差。可見t8/5對(duì)焊縫接頭組織有很大影響。
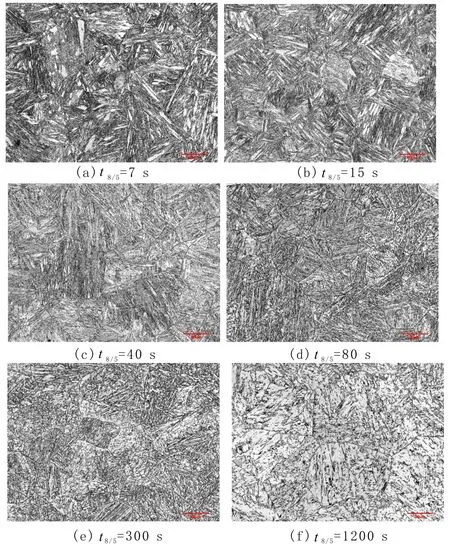
圖1 粗晶區(qū)組織變化規(guī)律

圖2 粗晶區(qū)變化規(guī)律
4 熱影響區(qū)最高硬度試驗(yàn)
導(dǎo)致焊接裂紋產(chǎn)生的3個(gè)主要因素為淬硬組織、拘束應(yīng)力及氫。按照國際焊接學(xué)會(huì)(IIW)推薦的碳當(dāng)量(Ceq)公式計(jì)算,本鋼種的Ceq=0.52%,表明E550的淬硬傾向較明顯。
本試驗(yàn)分別采用熱影響區(qū)最高硬度試驗(yàn)對(duì)E550鋼板的焊接冷裂紋敏感性進(jìn)行研究,為制定焊接工藝提供依據(jù)。
焊接熱影響區(qū)最高硬度試驗(yàn)按照GB 4675.5—1984《焊接熱影響區(qū)最高硬度試驗(yàn)方法》進(jìn)行,焊接工藝參數(shù)見表5。焊接過程采用直徑為1.2 mm的CHW-70C氣體保護(hù)焊絲,保護(hù)氣體為80%氬氣和20%二氧化碳混合氣體。由于該鋼種碳當(dāng)量高且厚度達(dá)到80 mm,因此選擇了預(yù)熱50、100 ℃分別進(jìn)行試驗(yàn),試板焊接結(jié)果12 h后加工成硬度試樣。試驗(yàn)結(jié)果見表6。

表5 最高硬度焊接裂紋試驗(yàn)焊接工藝參數(shù)
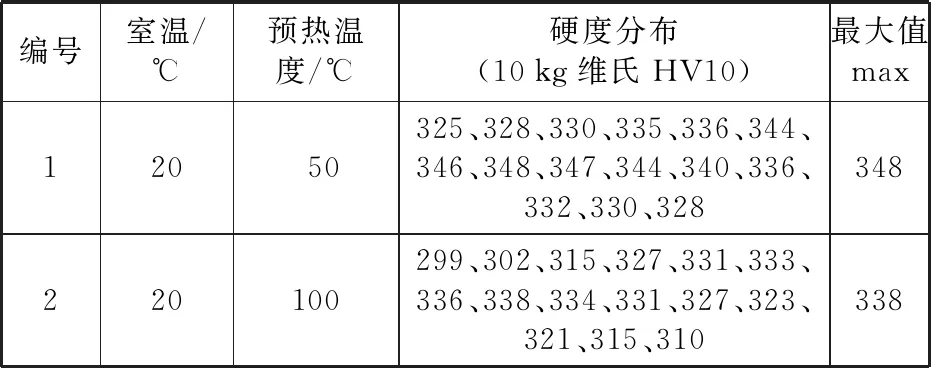
表6 CHW-70C最高硬度試驗(yàn)結(jié)果
試驗(yàn)結(jié)果表明:隨著預(yù)熱溫度提高,硬度值反而下降,驗(yàn)證了預(yù)熱對(duì)裂紋的產(chǎn)生有很好的預(yù)防作用。
5 焊接熱輸入對(duì)接頭組織性能的影響
為確定80 mm的海工高強(qiáng)度鋼E550焊接熱輸入對(duì)接頭性能的影響,現(xiàn)采用埋弧自動(dòng)焊接方法進(jìn)行焊接試驗(yàn),熱輸出分別28、50 kJ/cm;焊后對(duì)焊接接頭進(jìn)行拉伸、冷彎及板厚1/4處、1/2處-40 ℃沖擊試驗(yàn),并分析和測(cè)量焊接接頭的金相組織和硬度。試板均采用對(duì)稱60°坡口,試板焊前預(yù)熱100 ℃,層間溫度控制在100~150 ℃。具體焊接工藝參數(shù)見表7。
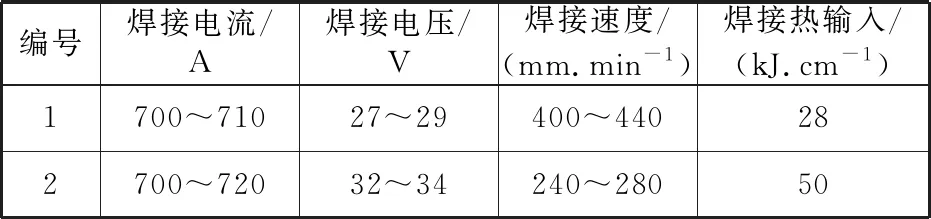
表7 埋弧焊焊接工藝參數(shù)
焊接接頭力學(xué)性能結(jié)果見表8、表9。試驗(yàn)結(jié)果表明:在2種焊接熱輸入下接頭性能均能滿足標(biāo)準(zhǔn)要求,而且小線能量輸出,各個(gè)位置的沖擊值要優(yōu)于大線能量輸出;雖然大線能量板厚1/2處熔合線附近沖擊功滿足要求,但富裕量不大,接近標(biāo)準(zhǔn),表明高強(qiáng)度鋼E550在焊接熱輸入50 kJ/cm以上進(jìn)行大線能量焊接,其接頭性能可能難以滿足規(guī)范要求。
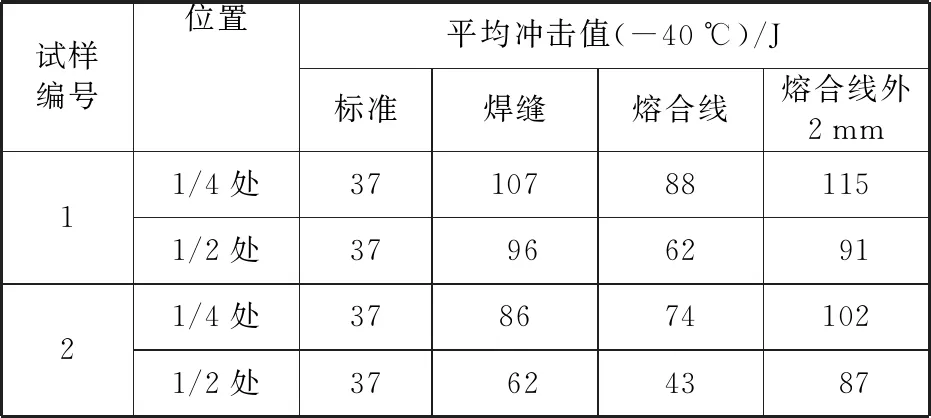
表8 焊接接頭的沖擊性能
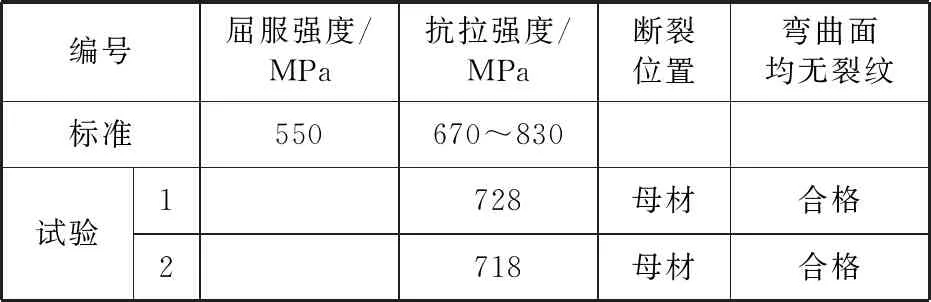
表9 焊接接頭的拉伸性能
焊接熱輸入50 kJ/cm下板厚1/2處熔合線附近沖擊功較差,對(duì)板厚1/2處焊接接頭金相組織進(jìn)行觀察,見圖3。金相組織表明:焊接接頭的最薄弱環(huán)節(jié)粗晶區(qū)為粗大的粒狀貝氏體組織[4]。當(dāng)熔合線附近最高溫度可達(dá)1 400 ℃以上,氮化鈦(TiN)等阻止晶粒長大的第二相物質(zhì)發(fā)生溶解,起不到阻礙熔合線附近晶粒長大的作用,晶粒長大趨明顯,粗晶區(qū)奧氏體晶粒尺寸約為100 μm;粗晶區(qū)中馬氏體和奧氏體在大熱輸入下也發(fā)生粗化,從而導(dǎo)致焊接熱輸入為50 kJ/cm熔合線沖擊功顯著劣化。采用熱輸入為28 kJ/cm 時(shí),有效的低線能量帶來的焊縫及熱影響區(qū)的晶粒粗大現(xiàn)象明顯減小,而且在第二相影響下,起到了細(xì)化作用[5]。所以在相同區(qū)域的沖擊值,較低線能量輸出明顯優(yōu)于高線能量輸出。
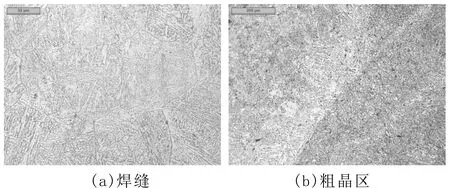
圖3 50 kJ/cm板厚1/2處焊接接頭金相照片
6 結(jié)語
針對(duì)大厚板高強(qiáng)度鋼E550,采用斜Y裂紋敏感性試驗(yàn)、焊接熱模擬試驗(yàn)、熱影響區(qū)最高硬度試驗(yàn)以及焊接工藝優(yōu)化試驗(yàn)分析了預(yù)熱溫度、t8/5、焊接熱輸入等工藝參數(shù)對(duì)接頭微觀組織和力學(xué)性能的影響。試驗(yàn)結(jié)果表明:提高預(yù)熱溫度并控制焊接熱輸入和t8/5可以得到滿足要求的接頭。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
建筑材料學(xué)報(bào)(2014年3期)2014-03-11 17:08:02