全逆作法地下室環梁鋼筋的整體加工與安裝工藝簡析
2020-09-05 02:08:48黎光軍中建四局第六建設有限公司安徽合肥230011
安徽建筑 2020年9期
關鍵詞:施工
黎光軍 (中建四局第六建設有限公司,安徽 合肥 230011)
0 前言
隨著我國經濟的穩步增長,建筑行業不斷向著高、大、深的方向發展,城市核心地帶的土地利用率逐漸提高,施工可利用場地越來越少,全逆作法在超高層與深基坑結合的建筑工程中應用越來越多。
由于全逆作法工程項目上下同步施工的特性,地下室頂板作為平臺層需提前封閉,導致后續地下室各層結構施工時,環梁無法整體預加工后吊裝至指定位置,圓形主筋需由兩段半圓形鋼筋焊接成型。該做法具有施工時間長、主筋焊接點增加、環梁整體性降低等缺點。
本文介紹了一種全逆作法地下室環梁預加工整體安裝就位的方法,避免了環梁在地下室頂板封閉后,無法整體吊裝的問題,加快施工進度,減少了鋼筋的使用量及焊接量,提升了環梁鋼筋綁扎質量,增強了結構安全性。
1 工程概況
廣州寺右萬科中心項目位于天河區珠江新城臨江大道北側、華訊街西側緊鄰廣州大道。總建筑面積為128295m2,地下27937m2,地上100358m2。地下 3層,地上含2棟超高層辦公樓,1#樓地上34層,建筑高度162.6m;2#樓地上26層,建筑高度133.2m。
項目位于廣州市核心地段,場內施工場地狹小,采用全逆作法組織施工。
2 逆作法概述
施工地下連續墻作為深基坑的支護結構,同時兼做地下室永久外墻,實現“兩墻合一”。
按“一樁一柱”的設計要求施工鉆孔混凝土灌注樁加地下室鋼管混凝土柱作為豎向支承結構。
待深基坑支護結構與豎向支承結構施工完成后施工地下室頂板作為逆作施工平臺層,繼而實現地上地下結構同時施工。
3 全逆作法地下室環梁鋼筋施工
3.1 環梁主筋分段施工
在全逆作法建筑工程項目中,因地下室頂板作為平臺層提前封閉,導致后續地下室各層結構施工時,環梁無法整體預加工后吊裝至指定位置,圓形主筋需由兩段半圓形鋼筋焊接成型。
施工工藝流程:地下室頂板施工→地下室各層環梁鋼筋分段加工→環梁分段主筋現場焊接→鋼管柱環梁節點完成,如圖 1、圖 2。

圖1 環梁主筋分段焊接成型示意圖

圖2 環梁主筋分段加工示意圖
環梁主筋分段焊接成型慢,鋼筋耗費量大,作業空間狹小難以保證焊接質量,且易出現鋼筋排布易混亂、箍筋難以按規范要求彎折等情況。環梁主筋接頭多,影響鋼筋工程的整體質量。
3.2 環梁鋼筋預加工整體安裝方法
3.2.1 環梁鋼筋預加工整體安裝思路
結合全逆作法工程的施工特點,在地下室負一層鋼管柱上增設一種環梁的承托工具,在地下室頂板封閉之前,將地下室各層預加工成整體的環梁吊裝至負一層鋼管柱承托位置上。
施工工藝流程:地下室鋼管柱深化承托連接環板→地下室鋼管柱施工→地下室頂板封閉前加工成品環梁鋼筋→環梁承托工具與承托連接環板焊接→環梁承托在鋼管柱上→各層預加工成品環梁鋼筋沉放至設計位置。
3.2.2 環梁鋼筋預加工
環梁主筋用數控彎曲機一次加工成型并采用套筒連接,見圖3。

圖3 環梁主筋一次加工成型實例圖
環梁主筋一次性成型后,在拼裝胎架上完成所有環梁鋼筋的預加工,見圖4、圖 5。
3.2.3 承托工具的設計與施工
地下室鋼管柱外壁上深化設計增加5mm厚250mm寬的承托連接環板,與承托工具“7”字條焊接后用于承托成品環梁鋼筋。
“7”字條采用25mm鋼板,材質與鋼管柱相同,豎向段與鋼管柱焊接10d,橫向段伸出環梁鋼筋邊線50mm。每根鋼管柱上設4根“7”字條承托工具,見圖6。
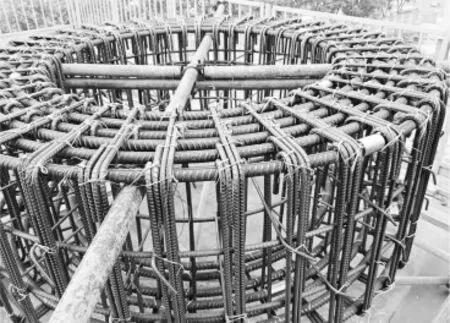
圖4 環梁鋼筋預加工實例圖
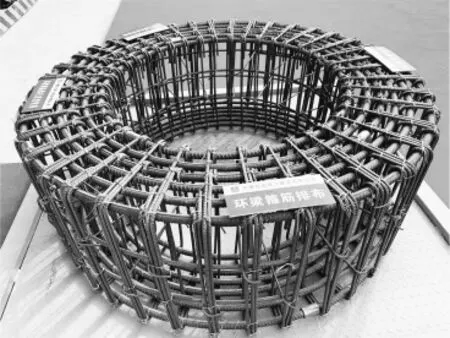
圖5 環梁鋼筋預加工成品實例圖
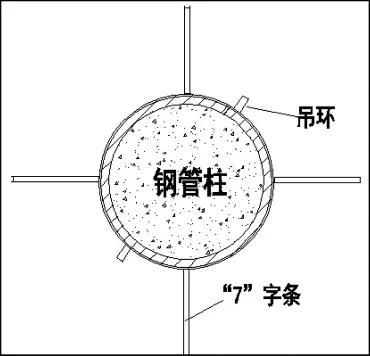
圖6 “7”字條焊接示意圖
“7”字條焊接完成后將成品環梁鋼筋承托在負一層鋼管柱上后。見圖7。

圖7 成品環梁鋼筋吊運
成品環梁在鋼管柱上承托就位后,在其上方環板焊接“G”字型吊鉤,用于后期沉放成品環梁,見圖8。
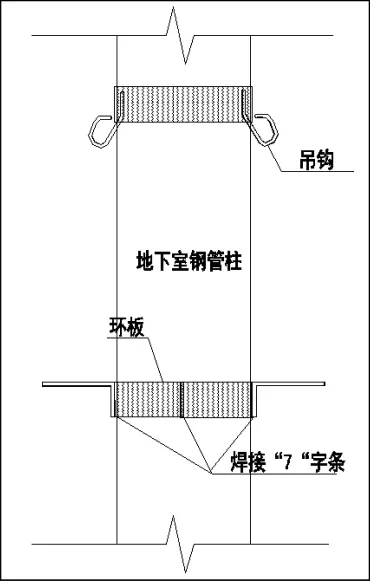
圖8 安裝工具焊接示意圖
3.2.4 成品環梁的沉放
成品環梁鋼筋將在地下室鋼管柱上進行較長時間的放置,采用密目安全網包裹其表面,避免土方暗挖期間被污染損傷。
待土方暗挖至設計標高后,將環梁承托支座“7”字條割除,在割除承托工具的同時,用手動葫蘆通過吊鉤輔助沉放環梁鋼筋至設計標高,實現全逆作法地下室環梁節點鋼筋的整體預加工及現場安裝,保證全逆作法地下室鋼筋工程的施工質量。
4 計算書
4.1 “7”字條鋼筋受力驗算
根據受力特點,吊鉤主要承受環梁自身重力帶來的剪應力。本工程環梁吊重最重在2t左右,4根“7”字條選擇厚度為25mm鋼板,焊縫長度為250mm,材質為Q345B。耳鉤焊縫為全熔透焊一級焊縫,角焊四周包邊。
根據剪應力公式:Т剪應力=Q/An<fv
其中
Q=P/ψ
=2000/4×9.8/(1.4×4)=875N
Ψ為吊裝過程中產生的動荷系統,取值1.3~1.5;
最不利截面處凈截面面積:An=μ×A=μ×a×t=1.2×250×25=7500mm2
μ為截面損耗系數,取值1.2~1.25,a為切斷邊距,t為鋼條厚度;
Т剪應力=Q/An<fv=875/7500
=0.11N/mm2<fv=170N/mm2
fv為鋼材抗剪強度設計值,耳板選用 Q345B,取值 170N/mm2。
“7”字型承托工具滿足受力要求。
4.2 吊鉤驗算
根據受力特點,吊鉤主要承受環梁自身重力帶來的剪應力,本工程環梁吊重最重在2t左右,2根“G”字吊鉤選擇厚度為25mm鋼板,焊縫長度為250mm,材質為Q345B。耳鉤焊縫為全熔透焊一級焊縫,角焊四周包邊。
根據剪應力公式:
Т剪應力=Q/An<fv
其中Q=P/ψ=2000/2×9.8/(1.4×4)=1750N
Ψ為吊裝過程中產生的動荷系統,取值1.3~1.5;
最不利截面處凈截面面積:An=μ×A=μ×a×t=1.2×250×25=7500mm2
μ為截面損耗系數,取值1.2~1.25,a為切斷邊距,t為鋼條厚度;
Т剪應力=Q/An<fv=1750/7500
=0.233N/mm2<fv=170N/mm2
fv為鋼材抗剪強度設計值,耳板選用Q345B,取值170N/mm2
“G”字型吊鉤滿足受力要求。
5 結語
在全逆作法建筑工程項目中,在地下室鋼管柱深化設計階段,綜合考慮后期地下室梁柱節點的施工需求,提前部署,在地下室鋼管柱上增設承托工具,實現地下室各層環梁鋼筋整體預加工成型,保證地下室鋼筋工程施工質量,降低現場施工難度,加快施工進度,大幅減少鋼筋焊接量,節約鋼筋用量,經濟效益與工期效益顯著,對全逆作法地下室結構施工具有一定的借鑒意義。
猜你喜歡
建材發展導向(2022年18期)2022-09-22 07:13:20
建材發展導向(2022年12期)2022-08-19 02:33:10
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年22期)2022-01-18 06:12:46
建材發展導向(2021年19期)2021-12-06 03:20:50
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年12期)2021-07-22 08:06:58
建材發展導向(2021年9期)2021-07-16 07:11:36
上海建材(2017年4期)2017-10-16 01:33:34
中國房地產業(2016年2期)2016-03-01 01:25:48
