大面積薄壁結構激光選區熔化成形工藝研究
2020-09-06 13:24:22徐瑩張亮付興
中國新技術新產品 2020年12期
徐瑩 張亮 付興


摘? 要:激光選區熔化成形技術是以原型制造技術為基本原理發展起來的一種先進的激光增材制造技術。該文以大面積薄壁結構特點構件增材制造為例,對相同參數下不同厚度基板成形工藝進行差異性研究,分析影響成形質量的相關因素,為提高SLM增材制造高溫合金金屬零件成形精度提供依據。
關鍵詞:增材制造;激光選區熔化;SLM;金屬粉末成形;基板;成形精度
中圖分類號:TG665;TH161? ? ? ? 文獻標志碼:A
增材制造技術(俗稱“3D打印”技術),是最近30年逐漸發展起來的一項先進制造技術[1]。增材制造技術由于具有工藝周期短、精度高以及低成本、不受結構限制的制造技術優勢,正在成為航空發動機領域的重要發展方向,被越來越多地應用在航空發動機領域。
在復雜精密金屬零件制造領域,對零件的尺寸精度有嚴格的要求,提高尺寸精度,可以縮短零件的后處理時間,降低制造成本[2]。尺寸精度是激光選區熔化增材制造技術中的關鍵問題,對零件的質量有至關重要的影響。而激光選區熔化涉及多學科、多領域,是集成粉末冶金技術、數控技術、激光技術、機械、計算機和真空技術為一體的復雜制造新技術。如何控制復雜的激光選區熔化增材制造從而獲得高精度的金屬構件是目前研究的主要內容。
該文分析了激光選區熔化增材制的特點,對影響成形質量的相關因素進行研究。使不同厚度基板分別在相同的激光功率、相同的激光掃描速度狀態下“生長”薄壁類型零件。根據實驗結果,初步提出一些用于激光選區熔化的零件設計制造規則。為了綜合考察實驗結果,設計一個具有大面積薄壁結構的零件并進行激光選區熔化成行。分析了零件的結構特點,并設計了工藝參數,提出了工藝方案,最終形成了具有較高精度的薄壁類型的金屬零件。
1 激光選區熔化原理及優勢
目前增材制造技術的種類繁多,激光選區熔化(Selective Laser Melting,SLM)技術借助計算機輔助設計,基于離散-分層-疊加的原理,利用高能激光束將金屬粉末材料直接成形為致密的三維實體制件,成形過程不需要任何工裝模具,也不受制件形狀復雜程度的限制,是當今世界最先進的、發展速度最快的一種金屬增材制造技術[3] 。由于采用細微聚焦光斑的激光束作為成形能量源、高速高精度掃描振鏡作為加工光束控制單元及采用更薄的層厚控制技術,因此,SLM技術在成形精密金屬零件方面比其他增材制造技術更具有優勢[4-5]。
2 工藝研究及驗證應用
2.1 設備與原材料
該次研究使用型號為TSC-X350C選區熔化成形設備,選取氣霧化鎳基合金GH4169高溫合金粉末新粉作為成形原料(見表1)。GH4169合金是以r"和r'相為淀強化相的一種鎳—鉻—鐵基變形高溫合金,在650 ℃以下,其力學性能具有良好的穩定性,在航空航天中得到廣泛應用。粉末粒度范圍為15 μm ~5 3 μm,且滿足粒度D10≥15 μm、30 μm ≤D50≤40 μm、D90≤53 μm,粉末的安息角≤45°,粉末球形度達到0.92以上。
2.2 工藝研究
2.2.1 基板準備
為了更好地進行對比實驗驗證,分別選取尺寸為246 mm×
246 mm×40 mm,246 mm×246 mm×25 mm? 2種厚度基板。基板是根據成形粉末種類選擇基體為經過固溶+時效處理的GH4169高溫合金板。2個基板平面度均≥0.03 mm,平行度≥0.04 mm。用無水乙醇和脫脂棉將其清潔干凈。
2.2.2 實驗方法
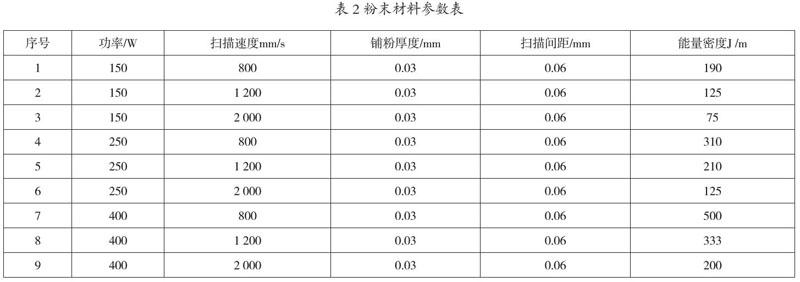
增材制造技術是綜合多學科的新技術[6],該次只對其中3個因素進行實驗。在成形過程中,基板與構件相互影響,基板的變形影響構件的尺寸精度。實驗分為9組(表2)在相同工藝參數下,不同厚度的基板上分別生長150 mm×100 mm×4 mm的薄板。成形后進行尺寸檢測發現,基板均發生了變形,功率越小基板變形越小。功率越大,基板變形越大。掃描速度越高,基板變形越大。掃描速度越低,基板變形越小。基板越薄,基板變形越大。基板越厚,基板變形越小。根據現象與檢測的數據及點云色譜圖可以分析得出:零件打印初期,基板變形進入激烈區,隨后進入平滑區,很快進入穩定區。
2.3 原因分析
由于激光選區熔化增材制造涉及的學科多,如機械技術、激光技術、計算機技術、數控技術以及力學等,因此影響成形尺寸精度因素的機理是極其復雜的。成形過程中,熔化區局部經受一個不均勻的快熱快冷作用。在高能激光束的作用下,熔池周圍被急劇加熱,并局部熔化堆積,與基板間存在較大溫度差。這部分材料受熱而膨脹,承受一個壓應力的作用。熔化區域在隨后的凝固冷卻過程中收縮變形,受到周圍區域的束縛,受到一個拉伸應力的作用,而周圍處于較低溫度狀態的材料則處于壓應力,形成翹曲。因此,在打印時盡量選擇和打印材料相同材質以及適當厚度的基板,以減小由于熱導率和熱膨脹系數相差較大而形成較大的殘余應力及應力變形。
2.4 驗證應用
為了綜合驗證成形的尺寸精度,該文設計了一種具有大面積薄壁結構特點、選取材料為GH4169,尺寸為
179 mm×122 mm×4 mm的殼體(圖1)進行選區熔化增材制造。該構件壁厚為4 mm,對角線最長尺寸291mm,最高尺寸約為142 mm。對于成形范圍為250 mm×250 mm×310 mm的試驗設備來說,基本上已達到設備成形極限。零件具有大尺寸、薄壁的特點,相比結構件曲面類零件采用激光選區熔化工藝成形難度更高。選取優化后的工藝參數:主體激光功率400 W、掃描速度2 000 mm/s、鋪粉厚度0.03 mm、掃描間距0.06 mm、尺寸為246 mm×246 mm×
40 mm的GH4169材料基板。為了避免零件產生一些性能上的缺陷,選擇了合理的控制零件的生長方向。并且在擺放位置確定后添加支撐,使其起到導熱、固定以及限制變形的作用。按確定工藝方案:烘粉→裝基板→加熱基板→檢測→第一層鋪粉→充氬氣→激光成形→清理→剝離→熱處理→后處理→檢驗進行激光選區熔化成形。最終得到了尺寸精度到±0.05 mm,成形結果如圖2所示。
3 結論
該文通過激光選區熔化增材制造件的成形尺寸精度展開了大面積薄壁結構激光選區熔化成形工藝研究,結果表明:激光選區熔化成形尺寸精度影響因素的影響機理是極其復雜的。基板厚度對成形精度有較大影響,合理選擇基板厚度以及工藝參數是控制成形尺寸精度的有效途徑。
參考文獻
[1]Zhai Y,Lados D A,LaGoy J L.Additive Manufacturing:Making Imagination the Major Limitation[J].Jom,2014,66(5):808-816.
[2]楊永強, 盧建斌, 王迪, 等.316L不銹鋼選區激光熔化快速成型非水平懸垂面研究[J]. 材料科學與工藝, 2011, 19(6): 94-99.
[3] 史玉升,魯中良,章文獻,等.選擇性激光熔化快速成形技術與裝備[J].中國表面工程,2006,19(s1):150-153.
[4]楊永強,王迪,吳偉輝.金屬零件選區激光熔化直接成型技術研究進展[J].中國激光,2011,38(6):54-64.
[5]顧冬冬,沈以赴.基于選區激光熔化的金屬零件快速成形現狀與技術展望[J].航空制造技術,2012(8):32-37.
[6]包國光, 趙默典. 3D打印技術的本質特征及產業化對策探析[J]. 東北大學學報(社科版), 2016, 18(2): 111-117.
