自卸車廂板機(jī)器人焊接參數(shù)化編程控制系統(tǒng)設(shè)計
2020-09-06 14:08:32方友熊小飛
時代汽車 2020年12期
方友 熊小飛
摘 要:本文主要介紹基于機(jī)器人參數(shù)化編程在車廂板焊接控制系統(tǒng)設(shè)計。目前自卸車廂板的多樣化,品種多、批量小的非標(biāo)定制化生產(chǎn)模式,大部分車廂板焊接主要依靠人工完成。傳統(tǒng)的機(jī)器人焊接采用現(xiàn)場示教及離線編程技術(shù),難以滿足車廂板的生產(chǎn)焊接需求。結(jié)合機(jī)器人靈活運動與編程語言,采用機(jī)器人參數(shù)化編程焊接控制系統(tǒng),無需編程示教、無需人工精準(zhǔn)定位,結(jié)合實際客戶需求,開發(fā)具有經(jīng)濟(jì)性、高效率和智能化的參數(shù)化控制系統(tǒng),可以很好的解決商用車車廂板的非標(biāo)定制化生產(chǎn)模式。隨著網(wǎng)絡(luò)技術(shù)和信息技術(shù)飛速發(fā)展,傳統(tǒng)制造業(yè)及制造技術(shù)發(fā)生了革命性變化。專用汽車生產(chǎn)逐漸呈現(xiàn)數(shù)字化、信息化的發(fā)展趨勢。
關(guān)鍵詞:車廂板;機(jī)器人;參數(shù)化編程
1 引言
自卸車作為工程車輛其中一種,大多應(yīng)用于民用工程施工、礦山開采交通運輸中,在工農(nóng)業(yè)生產(chǎn)中起到重要作用。車廂板又是自卸車的重要部件之一,對其的生產(chǎn)過程也越來越重視。隨著物質(zhì)水平日益豐富,人們對工業(yè)產(chǎn)品安全性、使用壽命、外觀等要求也越來越高,車廂的焊接已直接影響產(chǎn)品的市場競爭力。但是目前大部分車廂板焊接主要依靠人工完成。人工焊接造成焊接質(zhì)量參差不齊,人工點焊組對容易引起二次積累誤差。
2 系統(tǒng)方案及控制流程
2.1 硬件組成
本系統(tǒng)硬件由焊接機(jī)器人系統(tǒng)是由2套FANUC M-10iD/8L型焊接機(jī)器人、R-30iB Plus控制系統(tǒng)、麥格米勒焊接電源、機(jī)器人專用焊槍、清槍剪絲裝置、機(jī)器人行走系統(tǒng)(FAUNC聯(lián)動)、觸摸式參數(shù)化編程系統(tǒng)、PLC電氣控制系統(tǒng)、人機(jī)界面等部分組成。
2.2 控制方式和操作流程
系統(tǒng)主要采用工業(yè)以太網(wǎng)連接方式進(jìn)行數(shù)據(jù)傳輸,人機(jī)界面、主控PLC系統(tǒng)、機(jī)器人控制器都是通過交換機(jī)進(jìn)行以太網(wǎng)連接,機(jī)器人控制器與焊接電源采用DeviceNet通訊。
正常生產(chǎn)時操作人員無需對機(jī)器人做任何操作,只需要在觸摸屏界面中正確的填寫要焊接工件的尺寸,在操作面板上按一下啟動按鈕,機(jī)器人將會自動生成程序,按照既定的焊接順序完成工件的焊接。當(dāng)焊接工件有變化時,對應(yīng)的焊接參數(shù)有相應(yīng)的調(diào)整,機(jī)器人自動調(diào)取相應(yīng)的數(shù)據(jù)庫,焊接參數(shù)會根據(jù)相關(guān)界面中設(shè)置的板厚和焊腳大小要求,自動在數(shù)據(jù)庫中調(diào)用相應(yīng)的參數(shù)。
3 機(jī)器人行走系統(tǒng)
FANUC機(jī)器人行走系統(tǒng)主要采用機(jī)器人外部軸在導(dǎo)軌上行走來實現(xiàn),由于行走導(dǎo)軌運動采用的伺服電機(jī)和伺服驅(qū)動和機(jī)器人屬于同一系列,同時受機(jī)器人控制器控制,因此可以實現(xiàn)倒掛行走機(jī)機(jī)構(gòu)和機(jī)器人的聯(lián)動。 機(jī)器人安裝行走地軌的成本比直接安裝幾臺機(jī)器人的成本更低,投入到生產(chǎn)線上可以提升生產(chǎn)效率,機(jī)器人行走地軌可隨意與其他設(shè)備組成生產(chǎn)線工作,適用大小批量生產(chǎn)應(yīng)用,對操作人員要求低,安全效率高,實現(xiàn)快速生產(chǎn);此外提高生產(chǎn)過程的自動化程度,提高勞動生產(chǎn)率,降低生產(chǎn)成本,加快實現(xiàn)工業(yè)生產(chǎn)自動化,工廠可更準(zhǔn)確地控制生產(chǎn)的節(jié)拍,安排生產(chǎn)計劃;伺服電機(jī)驅(qū)動減速機(jī),通過獨有的齒輪齒條無間隙傳動技術(shù),齒輪在轉(zhuǎn)動過程中始終與齒條嚙合,驅(qū)動溜板直線導(dǎo)軌上滑行。
4 系統(tǒng)主要使用功能介紹
4.1 基本弧焊指令功能包
通過加載弧焊功能包,示教器可以直接顯示并控制焊接參數(shù),快速設(shè)定焊槍的常用動作。弧焊功能包具有如下特點:
1)模塊化的焊接程序邏輯關(guān)系,使得軟件編程簡單易懂。機(jī)器人具有控制器的軟PLC功能,能夠輕松完成多周邊設(shè)備及復(fù)雜焊縫的焊接。
2)機(jī)器人工具坐標(biāo)系可將導(dǎo)電嘴前端的焊絲尖點定義為坐標(biāo)原點,方便調(diào)節(jié)焊槍空間位置以及所需要的焊接角度。
3)當(dāng)機(jī)器人檢測到起弧時發(fā)生了斷弧,會自動重新起弧。
4)機(jī)器人焊槍與外部物體相碰撞時可讓機(jī)器人立即停機(jī),保護(hù)焊槍和機(jī)器人本體。
5)焊接過程中發(fā)生氣流量異常、焊絲用完和暫時停止時,排除故障后可直接調(diào)用“繼續(xù)上次焊接”命令,機(jī)器人可從任意位置自動到暫停的位置繼續(xù)進(jìn)行焊接。
6)機(jī)器人通過示教器可以顯示整個機(jī)器人系統(tǒng)的運行狀態(tài),包括程序運行狀態(tài)、焊接過程參數(shù)變化、系統(tǒng)參數(shù)變化、機(jī)器人當(dāng)前位置、執(zhí)行歷史記錄、安全信號、報警記錄等,由此客戶可以及時了解機(jī)器人系統(tǒng)的狀態(tài),做到提前預(yù)防機(jī)器人系統(tǒng)出現(xiàn)問題。
7)機(jī)器人系統(tǒng)中的系統(tǒng)文件以及示教程序文件等可以存儲到機(jī)器人控制柜內(nèi)部的存儲卡,也可以提取到外部設(shè)備,通過離線編程軟件編寫的程序也可以載入到控制柜內(nèi)部,由此客戶可以定期備份系統(tǒng)文件,一旦機(jī)器人系統(tǒng)出現(xiàn)問題后可以將系統(tǒng)文件還原來解決機(jī)器人的相關(guān)問題。
4.2 機(jī)器人焊接專家數(shù)據(jù)庫
這一功能方便了編程操作人員的參數(shù)設(shè)定,操作人員可以根據(jù)工件的母材材質(zhì),板厚,焊絲直徑,保護(hù)氣體選擇,焊縫形式和焊角高度進(jìn)行選擇,自動生成焊接參數(shù),因此減少了編程操作人員參數(shù)試驗工作。
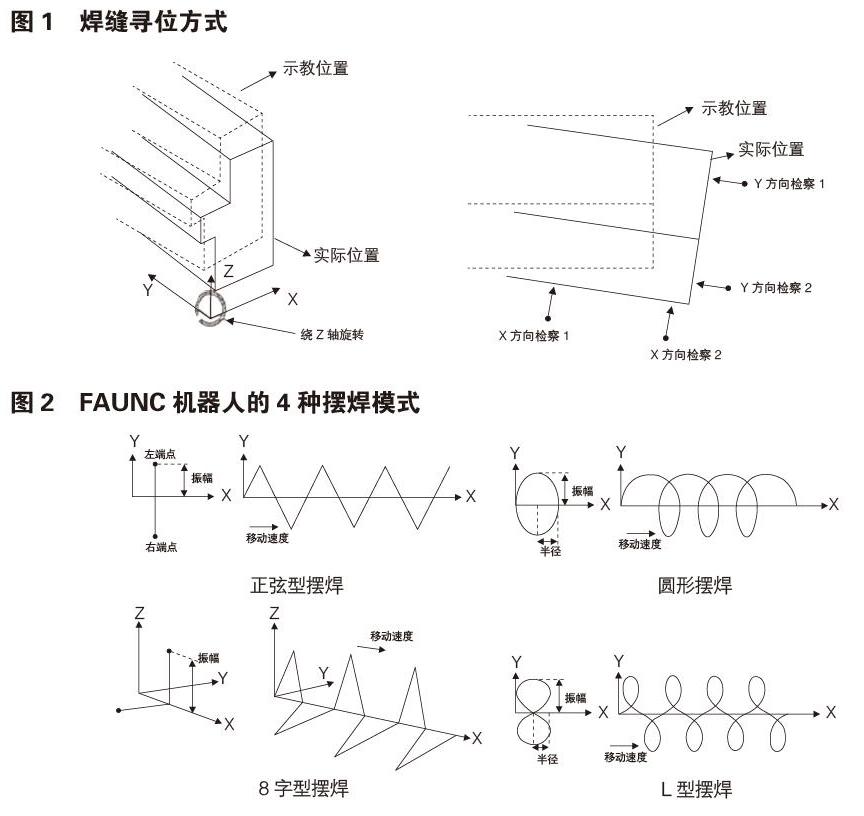
4.3 焊縫尋位功能
焊縫尋位是指根據(jù)焊縫的實際位置與示教位置的偏差判斷出焊縫起始點。機(jī)器人的絕對位置編碼器能夠?qū)崟r記憶TCP的空間位置,當(dāng)機(jī)器人按設(shè)定的程序?qū)щ姾附z接觸工件時,焊絲和工件之間產(chǎn)生電壓降,機(jī)器人控制系統(tǒng)收此信號時,通過比較實際位置與示教時的位置參數(shù),進(jìn)行數(shù)據(jù)修正,得到合適的焊接軌跡,此功能可通過一至兩個接觸點確定焊縫起始位置。也可以通過1D.2D.3D和3D旋轉(zhuǎn)等模式根據(jù)工件誤差程度的不同選擇需要的尋位模式,見圖1。
4.4 程序位移功能
位移功能根據(jù)已經(jīng)示教的程序全部或者某一范圍的動作,使示教位置位移并變換到別的位置。因此減少了大量的編程操作人員編程工作。位移功能有如下幾類:
4.4.1 平行旋轉(zhuǎn)位移
就已經(jīng)示教的程序的某一范圍的動作語句,使示教位置平行或平行旋轉(zhuǎn)位移變換到別的位置。
4.4.2 位置數(shù)據(jù)的對稱位移
就已經(jīng)示教的程序的某一范圍的動作語句,使示教位置以面對稱的方式位移到別的位置。
4.4.3 角度位移功能
通過3個或4個代表點以及旋轉(zhuǎn)角的直接輸入而執(zhí)行程序位移操作。此外,通過指定反復(fù)次數(shù),可以一次性指定相同圓周上等間隔的多次位移。
4.5 擺動功能
擺動是一款預(yù)防在焊接中左右或者前后擺動焊槍的功能,可以有效的控制熱輸入量及焊接表面成型更加美觀。此功能有4種標(biāo)準(zhǔn)擺動形式,還可以根據(jù)焊接工的經(jīng)驗,自定義多種擺動方法,見圖2。
4.6 焊接微調(diào)功能
在機(jī)器人焊接過程中需要實時調(diào)整焊接指令值時可以調(diào)用“焊接微調(diào)功能”實現(xiàn)。編程操作人員在試焊過程中實時調(diào)整的各種焊接參數(shù)可即時保存,在實際生產(chǎn)過程中可直接選擇調(diào)用。
5 人機(jī)界面設(shè)計
為了滿足大多數(shù)工作人員能夠簡便快速的學(xué)會該工作站的操作,采用表達(dá)直接的觸摸屏設(shè)計操作界面,免除普通工人對機(jī)器人的使用困難問題,對工作人員的技術(shù)要求低。操作人員無需對機(jī)器人做任何操作,只需要在觸摸屏界面中正確的填寫要焊接工件的尺寸,在操作面板上按一下啟動按鈕,機(jī)器人將會自動生成程序,按照既定的焊接順序完成工件的焊接。
6 參數(shù)化編程設(shè)計
針對專用車側(cè)板多品種小批量尺寸變更的示教工作冗繁問題,采用獨創(chuàng)的多循環(huán)交叉嵌套程序結(jié)構(gòu),結(jié)合FANUC 機(jī)器人靈活運動與編程語言,復(fù)雜的程序留給開發(fā)者,簡單的操作與使用方法留給客戶。鑒于工件的組對誤差較大,必須通過搜索確定立向下與斜向下的焊縫,從而在完成這些焊縫的焊接后,對整個工件建立起縱橫筋板的網(wǎng)路結(jié)點,繼而完成梁間焊接以及梁板之間的焊接。
此處采用的碰觸傳感功能,采用直流高電壓碰觸傳感器,和最新研究算法進(jìn)行多維搜索與計算,以及坐標(biāo)系的網(wǎng)點分布策略,提高了焊接的效率,并成為工件加工誤差帶來焊接軌跡的精度問題的優(yōu)秀解決方案,最新的多維搜尋算法對于非垂直線條的圖形的焊接軌跡問題非常有效,也是平行四邊形以及其他圖形焊接問題的解決方法,此方法不僅效果優(yōu)秀,并且無需額外增加設(shè)備的硬件成本,同時提高搜尋效率的同時無需顧慮工件的加工誤差。通過實驗數(shù)據(jù)分析顯示整個工件的焊接過程中,對于不同的板厚焊接參數(shù)不同,尋位與空運行的時間比例約30%,根據(jù)實際工件的焊接量比較大的情況以及設(shè)備中焊槍等附件的使用特點,加之程序空運行軌跡的優(yōu)化,進(jìn)行焊接工藝優(yōu)化計算生產(chǎn)節(jié)拍,將進(jìn)一步提高效率。
7 總結(jié)
隨著工業(yè)技術(shù)的發(fā)展,通過對機(jī)器人參數(shù)化的控制設(shè)計, 將機(jī)器人弧焊控制技術(shù)充分發(fā)揮出來。通過應(yīng)用研究和二次開發(fā),實現(xiàn)技術(shù)創(chuàng)新和關(guān)鍵設(shè)備的產(chǎn)業(yè)化,對機(jī)器人的使用更加智能化。
參考文獻(xiàn):
[1]鄧姣.自卸車邊板自動焊接的應(yīng)用設(shè)計[J].廣西:內(nèi)燃機(jī)與配件,2019.
[2]FANUC機(jī)器人用戶指導(dǎo)手冊[Z].FANUC有限公司,2013.
[3]芮樹祥,忻鼎乾.焊接工藝學(xué)[M].哈爾濱:哈爾濱工程大學(xué)出版社,1989.
[4] 陳善本,林濤. 智能化焊接機(jī)器人技術(shù)[M]. 北京:機(jī)械工業(yè)出版社,2006.
[5]單祥茹.機(jī)器人行業(yè)發(fā)展現(xiàn)狀綜述[J].中國電子商情(基礎(chǔ)電子),2015(9):41-43.
