CT70 級低合金高強度油管用鋼激光焊焊接接頭性能研究*
2020-09-08 04:14:02張萬鵬張阿昱宋紅兵宋海輝符利兵牛愛軍
焊管 2020年8期
關鍵詞:焊縫
張萬鵬 , 張阿昱 , 宋紅兵 ,宋海輝 , 符利兵 , 楊 奎, 牛愛軍
(1. 國家石油天然氣管材工程技術研究中心, 陜西 寶雞721008; 2. 寶雞石油鋼管有限責任公司鋼管研究院, 陜西 寶雞721008; 3. 北京隆盛泰科石油管科技有限公司, 北京100101)
0 前 言
激光焊 (laser welding) 是將激光束聚焦后作為能源進行焊接的方法。 激光焊具有能量密度高、 穿透性強、 高精度等優點。 激光焊時, 焊接設備與焊件之間沒有機械接觸和相對移動, 有利于實現自動化生產和焊縫的在線質量監控。 激光焊可以焊接多種材料, 所有采用常規方法進行焊接的材料以及具有冶金相容性的材料都可以采用激光進行焊接, 一些難以采用常規方式焊接的材料, 也可以用激光進行焊接, 因而激光焊技術在焊接加工領域獲得了廣泛認可與飛速發展。
20 世紀70 年代, 激光焊技術開始應用于超薄板焊接中, 并最先由美國在20 世紀90 年代開始將其應用于油氣輸送管道的焊接。 在我國, 激光焊技術不但在汽車、 醫療器械等領域獲得了廣泛應用, 也在油氣輸送領域得到了應用, 如激光-電弧焊技術應用在西氣東輸工程中。 激光焊與傳統電弧焊方法相比, 其焊接效率高, 而且焊接質量也具有優勢; 與感應焊相比, 激光焊制管時不需要擠出毛刺工序, 因而也省去了清理焊縫毛刺的麻煩。 此外, 在激光焊中通入保護氣體,焊縫的氧化情況可得到很大改善, 激光焊管的焊縫質量也得以大幅提升。 采用激光焊接技術進行高端油氣管的生產具有很好的應用前景。 實踐證明, 這一技術在管道焊接中的應用大幅度提高了管道的焊接質量[1-6]。
油氣采收集輸要用到大量焊接鋼管及無縫鋼管, 其中焊接鋼管主要采用高頻感應焊接(HFW) 工藝生產, 而較為高端的油氣用管材長期以來多采用無縫鋼管生產。 與無縫鋼管相比,HFW 鋼管具有尺寸精度高、 抗擠毀性能好等優點, 但其焊縫容易出現氧化物夾雜或冷焊等缺陷, 對焊縫沖擊韌性和抗腐蝕性能等會造成損害, 也會對管體承壓能力產生一定影響, 因而HFW 鋼管的可靠性一直是油田用戶擔心的問題,影響了其在油田的推廣。 國內外焊管制造企業針對HFW 鋼管的焊縫可靠性問題開展了大量研究工作, 獲得了大量研究成果, 并采取了各種措施來改善HFW 鋼管的焊縫質量, 如寶雞石油鋼管有限責任公司針對HFW 鋼管的焊縫質量開發了SEW無縫化技術, 大大提高了HFW 鋼管的焊縫質量,也為焊管產品的升級與推廣打下了基礎[7-20]。
在國內, HFW 鋼管在石油、 天然氣領域的推廣應用還有很多問題需要解決, 對一些重要產品來講, 激光焊也是一種可供選擇的替代方案。本研究選擇一種低合金高強度油管用鋼進行了激光焊接試驗, 并對其焊接接頭性能進行了系統研究評價, 為相關產品的工藝改進提供參考。
1 試驗方法
試驗材料選取了CT70 級油管用鋼, 厚度為3.3 mm, 采用機械剪切方式加工成尺寸為200 mm×150 mm 焊接試板, 其化學成分見表1。

表1 焊接試板化學成分%
焊前對試板進行清洗打磨, 用夾具對試板進行組對和定位。 焊接設備采用YLS-10000 光纖激光焊接機, 功率為3 500 W, 焊接機頭行進速度為1.5 m/min, 離焦量為0, 焊接時采用氬氣保護。
完成焊接后取焊縫橫向金相試樣, 使用不同粒度砂紙打磨拋光后, 采用4%的硝酸酒精溶液侵蝕試樣, 采用ZEISS Axio ImagerM2m 金相顯微鏡對試樣進行金相觀察并照相。
采用THVS-50 數顯式顯微維氏硬度計進行硬度測試, 測試位置垂直于焊縫, 以焊縫為中心對稱取點進行顯微硬度測試。
拉伸試驗按GB/T 228.1—2010 《金屬材料拉伸試驗第一部分》 相關要求進行, 沿焊縫橫向取全厚度板狀拉伸試樣, 拉伸試樣形狀與尺寸如圖1 所示。 拉伸試驗所用設備為250 kN MTS 電液伺服試驗機; 斷口形貌采用MERLIN Compact 場發射掃描電鏡進行觀察。

圖1 拉伸試樣形狀與尺寸示意圖
沖擊試驗按GB/T 229—2007 《金屬夏比缺口沖擊試驗方法》 相關要求進行, 沖擊試樣為減薄試樣, 厚度2.5 mm, 長度55 mm、 寬度10 mm,沖擊試驗所用設備為數顯半自動沖擊試驗機, 選用250 J 的沖擊擺頭, 室溫沖擊; 斷口形貌采用超景深3D 形貌顯微鏡VHX-5000 進行觀察。
沿焊縫橫向取正彎、 反彎試樣各3 個, 焊縫位于試樣中心, 彎曲試驗壓頭直徑為10 mm。
2 試驗結果與討論
2.1 焊縫成形質量
完成焊接后的試板如圖2 所示, 其焊縫呈銀白色的金屬光澤, 焊縫表面平整、 連續, 沒有明顯的外觀缺陷。 焊接時未采用填充材料, 焊縫背面有微量凸起, 焊縫正面有輕微凹陷, 但是凹陷程度很小, 焊縫總體成形良好。
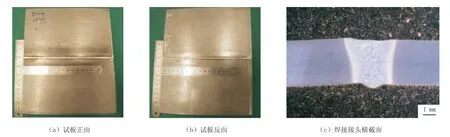
圖2 焊縫外觀及橫截面宏觀形貌
2.2 焊接接頭組織

圖3 激光焊接接頭宏觀形貌及金相組織
激光焊接接頭金相組織如圖3 所示。 其宏觀形貌如圖3 (a) 所示, 接頭上表面有略微凹陷, 下表面有較小的余高, 焊縫區域較窄, 焊縫上表面約3.5 mm, 中部約2 mm; 母材組織以多邊形鐵素體 (白色) 為主, 還含有少量的珠光體條帶 (黑色, 見圖3 (b)); 熱影響區組織觀察顯示, 其鐵素體晶界處有粒狀貝氏體及碳化物析出 (見圖3 (c)); 熔合區有針狀鐵素體析出 (見圖3 (d)); 焊縫區由于溫度高, 焊接接頭整體冷卻速度快, 鐵素體轉變為粗大的塊狀, 塊狀之間的小島狀組織為粒狀貝氏體,灰色小顆粒為奧氏體分解不完全的富碳奧氏體(見圖3 (e))。
2.3 顯微硬度
對試樣接頭進行顯微硬度測試, 所測焊接接頭顯微硬度分布如圖4 所示。

圖4 焊接接頭顯微硬度分布

圖5 拉伸試驗前后試樣的實物照片
由圖4 中可以看出, CT70 母材硬度約210HV~220HV, 焊縫硬度明顯高于母材, 硬度值最高達401.3HV。 激光焊方法由于能量集中, 冷卻速度快, 焊縫及近縫區載硬度出現明顯上升。 因而當對產品焊縫區域硬度有要求時, 應對激光焊縫進行焊后處理或采取其他必要的措施降低其硬度。
2.4 拉伸試驗
拉伸試驗前后試樣實物照片如圖5 所示。 由圖5 可以看出, 母材拉伸試樣在試樣中心斷裂, 焊接接頭拉伸試樣在試樣中心母材處斷裂, 偏離試樣中心激光焊縫處。

圖6 拉伸試樣應力-應變曲線
拉伸試樣應力-應變曲線如圖6 所示。 在圖6 (a) 中, 3 個試樣的的屈服強度分別是469 MPa、 474 MPa、 484 MPa, 抗拉強度分別是575 MPa、 580 MPa、 589 MPa。 圖6 ( b)中, 3 個試樣的的屈服強度分別是454 MPa、452 MPa、 451 MPa, 抗拉強度分別是562 MPa、561 MPa、 552 MPa。
母材與焊接接頭的拉伸性能見表2。 由表2可以看出, 管材試樣的屈服強度和抗拉強度高于板材試樣, 同樣取樣位置的母材區強度略高于焊縫區強度。
拉伸試驗后的斷口微觀形貌如圖7 所示。 拉伸試樣斷口宏觀形貌可見明顯的頸縮, 呈纖維狀,顏色灰暗, 為韌性斷裂, 材料的塑性變形能力較好。 圖7 (a) 為母材的微觀斷口形貌, 呈解理+韌窩形貌, 表現出撕裂棱與韌窩交替分布的特征。 宏觀斷口有明顯的塑性變形, 且顏色灰暗。 圖7 (b)為焊縫的微觀斷口形貌, 呈明顯的韌窩形貌。 宏觀斷口處有頸縮, 顏色灰暗, 有錐狀剪切唇, 斷裂方式為韌性斷裂。 韌窩中可看到少量解理臺階。

表2 母材和焊接接頭的抗拉性能

圖7 拉伸試樣斷口形貌
2.5 沖擊試驗
本次試驗制備的沖擊試樣為55 mm×10 mm×2.5 mm 小規格試樣, 沖擊試樣照片如圖8 所示。母材與焊縫試樣的沖擊功見表3。 2 種試樣的沖擊功值約30 J, 母材與焊縫沖擊功大小接近。

圖8 沖擊試驗前后試樣的實物照片

圖9 沖擊試樣斷口形貌
沖擊斷口形貌如圖9 所示。 宏觀斷口形貌 “閃亮” 部分即為解理斷裂部分, 根據GB/T 229—2007 《金屬夏比缺口沖擊試驗方法》 要求對斷口形貌進行分析。 經分析得出母材沖擊試樣的剪切面積為96%, 焊縫沖擊試樣的剪切面積為100%。

圖10 彎曲試驗后的試樣形貌
2.6 彎曲試驗
彎曲后的試樣形貌如圖10 所示。 經過180°彎曲以后, 激光焊的正彎和背彎試樣均無裂紋,顯示出良好的塑性變形能力。
3 結 論
(1) CT70 級低合金高強度油管用鋼采用適當的激光焊接工藝進行焊接后, 其焊接接頭整體成形良好, 無外觀缺陷。
(2) 對焊接接頭進行全面性能檢測, 并與母材性能進行對比, 除硬度上升明顯外, 焊接接頭其他性能與母材相當, 呈現良好的綜合力學性能。
(3) 激光焊接工藝可用于CT70 級油管用鋼的焊接與相關產品的制造。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
