通氣導管外壁磨損故障原因分析及修復方法的研究
2020-09-10 19:14:10曹立斌
環球市場 2020年4期
曹立斌
摘要:導管被廣泛應用到航空發動機上,其質量直接影響航空發動機的工作安全。某型航空發動機在廠內修理時,某通風導管組件與基座配合處磨損,因磨損面積超標或磨損深度超標報度,由于缺少修理方法而報度。本文通過對故障的形成原因進行分析,提出一種可行的修理方案。
關鍵詞:導管;外壁磨損;修理
航空發動機由很多系統組成,如燃油系統,滑油系統,通氣系統等,每個系統的正常工作都是通過導管來實現的。接觸式密封結構是管路和機體之間常用的密封方式。發動機在修理時,導管外壁接口存在磨損故障,且故障率較高。
熱噴涂是用特種熱源(燃燒火焰、電弧、等離子焰流、激光等)或一定溫度的高溫、高壓、高速氣體(冷氣動力噴涂)將涂層材料熔化或半熔化,或將固態粒子加速至數倍聲速,高速度噴射并牢固粘結在零件基體表面,形成設定組織性能的連續涂層[1]。等離子噴涂技術產生于20世紀四十年代,隨著現代航空、航天技術的發展而迅速發展起來。已廣泛應用于軍事、航空、航天、紡織、機械、電力、生物工程等各個領域,是一項應用相當廣泛的熱噴涂技術[2]。
本文中針對通氣導管外壁磨損故障,通過分析該零件材料及使用工況,選用熱噴涂中的等離子噴涂進行修理,并將該方法應用于同類型故障的修理。
一、故障分析
(一)故障形貌
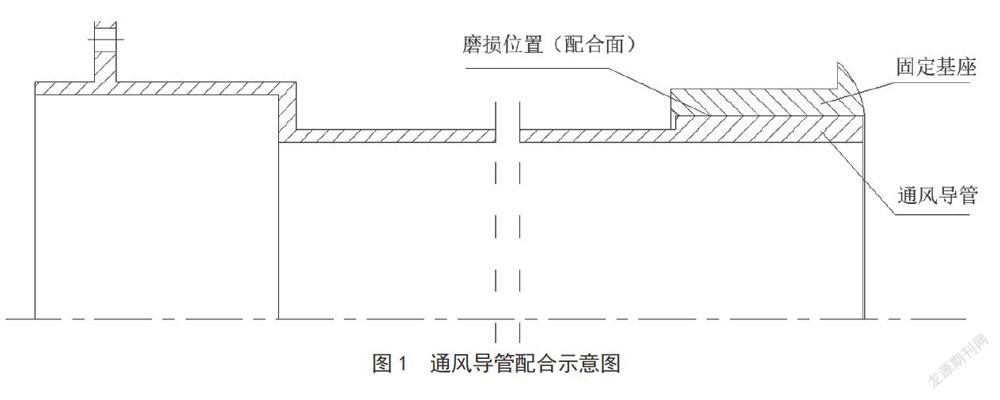
通風導管的配合方式見圖1。磨損位置位于導管和固定基座金屬部分的配合面位置,隨著發動機工作,在導管外壁可能形成不同深度的磨損或偏磨,磨損遍布導管外壁配合面且磨損深度和磨損面積不等。
(二)形成原因
通風導管的功用為連通發動機后軸承腔和尾錐基座后的加力燃燒室,使發動機后軸承腔的空氣排入發動機尾錐基座后的加力燃燒室。
如圖1,通風導管的一端插入固定基座中,另一端通過螺釘進行固定限位,通風導管與固定基座為小間隙配合。同時,因導管長度較長,并呈懸臂結構,在裝配完成后,存在一定程度的不同軸及傾斜,再加上發動機工作時的高頻振動和氣流擾動,導致導管和固定基座振動頻率無法完全一致,導管和固定基座間隙的位置產生微動,進而導致通氣導管外壁存在磨損或偏磨。
二、故障修理
通過分析該零件材料及使用工況,選用熱噴涂中的等離子噴涂進行修理。對故障通風導管磨損位置進行機械加工,將磨損部位去除。對機械加工后的故障通風導管噴涂NiCrA1涂層以恢復零件尺寸,然后再次通過機械加工的方式去除多余涂層,使磨損部位通過噴涂后平滑轉接,并滿足通氣導管外壁的設計尺寸要求。
(一)材料選擇
為保證噴涂后導管材料的相關性能,通過分析該零件材料及使用工況,本文修理的故障通風導管材料牌號為OCr18Ni10Ti,因此,最終確認選擇NiCrA1涂層進行噴涂修復。
(二)機械加工
對故障通風導管外壁進行機械加工,法除堆積的導管基體材料,根據導管實際結構選擇車削加工。將導管安裝到車床上的三爪卡盤上,使用百分表對導管進行找正。考慮到通風導管外壁磨損位置一般占整個圓周故障通風導管旋轉一周車削加工受力不均勻,降低加工質量,因此車削轉速不易過高,設定主軸轉速350r/min,進給量0.05mm/r(依據實際情況可進行調整),手動進給。去除堆積不平的導管基體材料直至通風導管基體平整。用千分尺分別沿導管圓周均布測量4個直徑尺寸,其平均值應在給定的公差范圍內。
(三)噴涂
使用組銼或細砂紙對車削加工后的通氣導管磨損部位進行打磨,打磨毛刺,然后使用酒精對車加工處進行擦洗干凈。
安裝噴涂防護工裝,噴涂時應保護導管生體,邊緣允許過渡。簡要噴涂參數如下:
導管材料:OCr18Ni10Ti
噴涂材料:NiCrA1合金粉末
噴涂單邊厚度:0.45-0.6mm
(四)噴涂后機械加工
在故障通風導管噴涂修復后,再次對故障通風導管外壁進行機械加工,車削加工去除堆積的多余涂層。將導管安裝到車床上的三瓜卡盤上,使用百分表對導管進行找正。設定主軸轉速350r/min,進給量0.05mm/r《依據實際情況可進行調整),手動進給。去除堆積的多余涂層,直至符合規定的尺寸。用千分尺分別沿導管圓周均布測量4個直徑尺寸,其平均值應在給定的公差范圍內。
(五)清洗
使用熱滑油進行脈沖加壓沖洗3min,加壓沖洗時滑油應以飽滿油流從通風導管完全射流排出;滑油沖洗后,使用汽油進行加壓沖洗通風導管內外表面10s,清洗附著在導管內外表面多余的殘屑。
(六)修后驗證及檢查
為保證修理后的導管無任何泄漏風險,須將修理后的通風導管裝配到發動機上,進行一定時間的試車驗證,最終確定修理質量是否滿足要求。在試車結束后,應再次對導管涂層進行檢查,檢查涂層結合力,防止經一定時間的工作后,產生其它質量缺陷。
在修理的一批次導管中,隨機抽取一件進行切割,對噴涂位置剖面做金相分析,應無裂紋、脫層脫落以及其他缺陷,母材與涂層融合性應滿足要求。
三、結論
航空發動機修理過程中,通風導管外壁管口磨損故障率較高,一旦發生密封失效危害性較大,選用合理的修理方法,是降低發動機修理成本的需要途徑。本文提出的磨損故障的噴涂修復方法,經實物修理及相關驗證,證明該工藝方法可行,修理過程中質量受控,修理件達到恢復功能的目的。噴涂修復是一種合理、有效的修理方法,可以應用于導管的外壁磨損或類似結構零件的修理。
參考文獻:
[1]李其連.熱噴涂技術在航空發動機制造中的應用與發展[J].中國航空報,2014-10-23.
[2]陳麗梅,李強.等離子噴涂技術現狀及發展劇[J].熱處理技術與裝備,2006,27(1):1-5.
